系统主轴报警(课程)解析
主轴通用变频器常见报警及故障处理.

6.4.4 主轴通用变频器常见报警及故障处理1、通用变频器常用报警及保护为了摆正驱动器的安全,可靠的运行,在主轴伺服系统出现故障和异常情况时,设置了较多的保护功能,这些保护功能与主轴驱动器的故障检测与维修密切相关。
当驱动器出现故障时,可以根据保护功能的情况,分析故障原因。
(1)接地保护。
在伺服驱动器的输出线路以及主轴内部等出现对地短路时,可以通过快速熔断器切断电源,对驱动器进行保护。
(2)过载保护。
当驱动器、负载超过额定值时,安装在内部的热开关货主回路的热继电器将动作,对过载进行保护。
(3)速度偏差过大报警。
当主轴的速度由于某种原因,偏离了指定速度且达到一定的误差后,将产生报警,并进行保护。
(4)瞬时过电流报警。
当驱动器中由于内部短路、输出短路等原因产生异常的大电流时,驱动器将发出报警并进行保护。
(5)速度检测回路断线或短路报警。
当测速发电机出现信号断线或短路时,驱动器将产生报警并进行保护。
(6)速度超过报警。
当检测出的主轴转速超过额定值的115%,驱动器将产生报警并进行保护。
(7)励磁监控。
如果主轴励磁电流过低或无励磁电流,为防止飞车,驱动器将产生报警并进行保护。
(8)短路保护。
档主回路发生短路时,驱动器可以通过相应的快速熔断器进行保护。
(9)相序报警。
当三相输入电压源相序不正确或缺相状态时,驱动器将产生报警。
驱动出现保护性的故障时(也称报警),首先通过驱动器自身的指示灯以报警的形式反映出内容,具体说明见表6-14。
2、通用变频器及处理通用变频器常见故障及处理表6-15 通用变频器常见故障及处理关于表6-15的情况说明如下:(1)电源电压过高。
变频器一般允许电源电压向上波动的范围是+10%,超过此范围时,就进行保护。
(2)降速过快。
如果将减速时间设定的太短,在生产制动过程中,制动电阻来不及将能量放掉,只是直流回路赂电压过高,形成高电压。
(3)电源电压低于额定值电压10%。
(4)过电流可分为:①非短路性过电流:可能发生在严重过载或加快过快。
CNC加工中心中新代系统操作中报警解析【三】
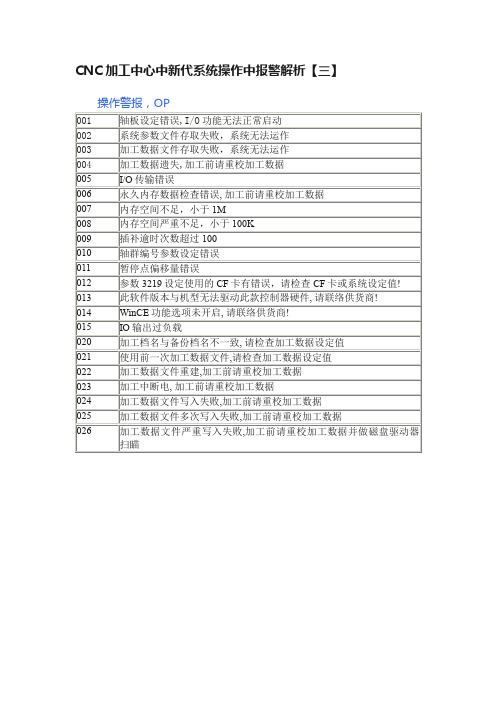
内存空间严重不足,小于100K
009
插补逾时次数超过100
010
轴群编号参数设定错误
011
暂停点偏移量错误
012
参数3219设定使用的CF卡有错误,请检查CF卡或系统设定值!
013
此软件版本与机型无法驱动此款控制器硬件,请联络供货商!
014
WinCE功C加工中心中新代系统操作中报警解析【三】
操作警报,OP
001
轴板设定错误,I/O功能无法正常启动
002
系统参数文件存取失败,系统无法运作
003
加工数据文件存取失败,系统无法运作
004
加工数据遗失,加工前请重校加工数据
005
I/O传输错误
006
永久内存数据检查错误,加工前请重校加工数据
007
内存空间不足,小于1M
020
加工档名与备份档名不一致,请检查加工数据设定值
021
使用前一次加工数据文件,请检查加工数据设定值
022
加工数据文件重建,加工前请重校加工数据
023
加工中断电,加工前请重校加工数据
024
加工数据文件写入失败,加工前请重校加工数据
025
加工数据文件多次写入失败,加工前请重校加工数据
026
加工数据文件严重写入失败,加工前请重校加工数据并做磁盘驱动器扫瞄
主轴报警处理
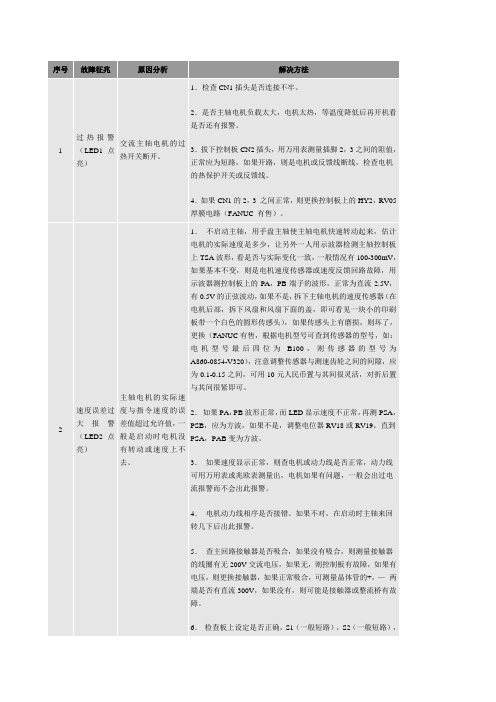
序号故障征兆原因分析解决方法1 过热报警(LED1点亮)交流主轴电机的过热开关断开。
1.检查CN1插头是否连接不牢。
2.是否主轴电机负载太大,电机太热,等温度降低后再开机看是否还有报警。
3.拔下控制板CN2插头,用万用表测量插脚2,3之间的阻值,正常应为短路,如果开路,则是电机或反馈线断线,检查电机的热保护开关或反馈线。
4.如果CN1的2,3 之间正常,则更换控制板上的HY2,RV05厚膜电路(FANUC 有售)。
2 速度误差过大报警(LED2点亮)主轴电机的实际速度与指令速度的误差值超过允许值,一般是启动时电机没有转动或速度上不去。
1.不启动主轴,用手盘主轴使主轴电机快速转动起来,估计电机的实际速度是多少,让另外一人用示波器检测主轴控制板上TSA波形,看是否与实际变化一致,一般情况有100-300mV,如果基本不变,则是电机速度传感器或速度反馈回路故障,用示波器测控制板上的PA,PB端子的波形,正常为直流2.5V,有0.5V的正弦波动,如果不是,拆下主轴电机的速度传感器(在电机后部,拆下风扇和风扇下面的盖,即可看见一块小的印刷板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,更换(FANUC有售,根据电机型号可查到传感器的型号,如:电机型号最后四位为B100,则传感器的型号为A860-0854-V320),注意调整传感器与测速齿轮之间的间隙,应为0.1-0.15之间,可用10元人民币置与其间很灵活,对折后置与其间很紧即可。
2.如果PA,PB波形正常,而LED显示速度不正常,再测PSA,PSB,应为方波,如果不是,调整电位器RV18或RV19,直到PSA,PAB变为方波。
3.如果速度显示正常,则查电机或动力线是否正常,动力线可用万用表或兆欧表测量出,电机如果有问题,一般会出过电流报警而不会出此报警。
4.电机动力线相序是否接错。
如果不对,在启动时主轴来回转几下后出此报警。
5.查主回路接触器是否吸合,如果没有吸合,则测量接触器的线圈有无200V交流电压,如果无,则控制板有故障,如果有电压,则更换接触器,如果正常吸合,可测量晶体管的+,—两端是否有直流300V,如果没有,则可能是接触器或整流桥有故障。
数控系统报警课件

案例二:数控铣床刀具监控异常报警
排查与处理 检查刀具磨损情况,及时更换磨损严重的刀具。
检查刀具监控传感器的连接线路是否正常,传感器是否 工作正常。
重启系统并观察是否再次出现报警信息,若仍有问题, 需联系厂家进行维修。
案例三:数控磨床冷却液不足报警
• 故障现象:数控磨床在运行过程中,系统突然显示“冷却液 不足”的报警信息。
刀具监控报警及解决方案
总结词
刀具监控报警通常指示数控机床的刀具在加工过程中出现异常情况。
详细描述
当数控机床的刀具在加工过程中出现异常情况时,如刀具磨损、断裂等,通常会触发刀具监控报警。 此时,应检查刀具是否正常工作,同时检查加工过程参数设置是否合理。如果问题仍然存在,可能需 要更换刀具或进行其他维修措施。
案例三:数控磨床冷却液不足报警
故障原因 冷却液泵出现故障,无法正常输送冷却液。
冷却液管道堵塞,导致冷却液无法正常流通。
案例三:数控磨床冷却液不足报警
• 系统内部软件故障,导致无法正确监测冷却液状态 。
案例三:数控磨床冷却液不足报警0102Fra bibliotek排查与处理
检查冷却液泵的工作情况,检查 线路连接是否正常,泵体是否有
定期检查数控系统的电源和电缆是否破损或老化 ,及时更换或维修
定期检查更换液压元件
定期检查液压元件是 否有泄漏或堵塞,及 时更换或维修
定期检查液压系统的 压力和温度是否正常 ,及时调整或维修
定期检查液压油的品 质和油位,及时更换 或补充
使用高品质刀具和夹具
选择高品质的刀具和夹具,确保 加工精度和效率
使用前检查刀具和夹具是否完好 无损,是否与加工材料和工艺要
求相符
使用过程中注意观察刀具和夹具 的磨损情况,及时更换或调整
fanuc_系统主轴报警(课程)

通讯报警
: AL-85
: AL-86
: AL-87
: AL-73 : AL-81 : AL-82 : AL-83
: AL-43 : AL-49
: AL-31
TRAINING-LZW
2021/5/27
8
电机及其他报警
电机过热报警 开关电路报警
短时过载 过载 位置偏差 EMF回馈停 参数设定错误
: AL-01 : AL-15 : AL-55 : AL-C3 : AL-29 : AL-54 : AL-36 : AL-b3 PSM散热器冷却风扇停9113 PSM上显示A 伺服606 : AL-34 : AL-35 : AL-36 : AL-37 : AL-49 : AL-50
内容
设定数据
模式1 模式2 模式3
不进行输出限制
0
0
0
A.仅在加减速时进行输出限制
1
4
7
B.在加减速时不进行输出限制,在稳定旋转时进行输出限制 2
5
8
C.对于所有操作都进行输出限制
3
6
9
4029输出限制值: 数据单位:1% 数据范围:0—100 标准设定:100 假定最大输出(过载耐量)为100%,设定一个所需的限制值. 本设定值在对通过参数4028的设定进行输出限制时有效.
CPU+LSI 主轴控制 串行通讯控制 信号控制 报警检测
3
主轴放大器:
有三个灯:电源,报警,错误(梯形图地址信号错误, 也是黄灯亮)。 正常两个横杠是稳定的状态。伺服工作状态为0。
TRAINING-LZW
2021/5/27
4
PCB报警
RAM奇偶校验报警: AL-16,
FANUC+课件6数控系统故障报警及处理

1
⑤与FANUC服务中心联系时,请确认下述各项内 容:
–(1)CNC装置名。 – (2)机床厂名、机床型号。 – (3)CNC软件系列/版数。 – (4)伺服放大器及伺服电机的规格(发生与伺服有 关的故障时)。
·CNC装置、伺服/主轴放大器的安装位置,请 参照机床厂的安装图。 ·FANUC规格用以下形式显示:
系统报警履历
最多可记录三条系统报警,有关这些系统报警 的信息在系统报警履历中都有显示。 系统报警履历显示。
1
9 2009-04-15
外部操作信息履历
外部操作信息作为记录保存,可以在外部操作 信息履历画面查看保存的记录内容。
– 画面显示
1
10 2009-04-15
参数
1
11 2009-04-15
1
7 2009-04-15
报警显示
1.
2.
根据以下参数的设定,发生外部报警 ( 1000~1999 号 ) 或 用 户 宏 程 序 报 警 (3000~3999号)时,报警履历中不仅可存储 报警号,还可存储信息。 设定成不存储信息,或没有输入信息时,仅 显示「外部报警」或「用户宏程序报警」
1
8 2009-04-15
参数设定
1
13 2009-04-15
操作历史显示
1
14 2009-04-15
操作履历中设定要记录的输入、 输出信号 操作履历数据的输入、输出
1
15 2009-04-15
帮助功能
帮助功能显示报警信息、操作方法和参数表内 容,象便携式说明书一样。
1
16 2009-04-15
报警的帮助
1
17 2009-04-15
主轴速度误差过大报警.

主轴速度误差过大报警主轴速度误差过大报警在屏幕上的显示内容为:7102 SPN 1: EX SPEED ERROR,同时在主轴模块上七段显示管“02”报警。
主轴速度误差过大报警的检出,是反映实际检测到的主轴电机速度与 M03 或M04 中给定的速度指令值相差过大。
这个报警也是 FANUC系统常见的报警之一,主要引起原因是主轴速度反馈装置或外围负载的问题。
下面我们从主轴速度检测入手,分析报警产生的原因与解决方案。
工作原理分析:FANUC 主轴的连接可以根据不同的硬件选配,产生多种组合,如:单一电机速度反馈(用于数控铣床)、速度反馈+磁传感器定位(多用于立式加工中心等,磁传感器定位用于机械手换刀或镗孔准停)、速度反馈+分离位置编码器(数控车床或加工中心,可进行车削螺纹或刚性攻丝)、采用内置高分辨磁编码器等(用于内装式主轴或Cs 轴控制等)。
这里我们仅介绍图一由主轴电机速度反馈+分离编码器的结构,这也是目前比较常见的结构。
图一:主轴电机速度反馈+分离编码器的结构此种结构需要注意的是:主轴电机反馈和机械主轴位置编码器反馈是两路不同的通道,电机速度反馈通过JY2 进入主轴模块,编码器反馈从 JY4 输入到主轴模块。
FANUC速度反馈的结构如图一中照片所示,它是由一个小模数的测速齿轮与一个磁传感器组成,测速齿轮与电机轴同心,当主轴旋转时,齿面高低的变化感应磁传感器输出一个正弦波,其频率反映主轴速度的快慢。
那么磁传感器输出正弦波信号的质量,决定了速度反馈质量的好坏。
我们在查找主轴速度报警时,应该重点检查这一环节。
故障原因分析:引起主轴速度反馈不良的主要原因有:⑴磁传感器老化,退磁。
⑵反馈电缆屏蔽处理不良,受外部信号干扰,产生杂波。
⑶主轴后轴承磨损,小模数齿轮跳动超过允许值。
⑷主轴模块接口电路损坏。
⑸主轴机械部分故障,机械负载过重。
下面我们通过几组实例分析,结合上面的主轴速度反馈工作原理和工作过程介绍,更加深入的理解排查此类故障的方法和思路。
FANUC主轴放大器模块报警-详解

FANUC主轴放大器模块报警-详解主轴放大器报警:发生报警时 STATUS 显示的报警 LED(红色)点亮,2 位 7 段 LED 显示报警代码。
01报警代码 01电机内部达到温度指标以上。
(1) 切削过程中显示本报警时(电机温度过高)(a) 请确认电机的冷却状态。
(i) 主轴电机冷却风扇停转时,请确认冷却风扇电源,如无法修复则进行更换。
(ii) 对液冷电机,请确认冷却系统。
(iii) 如果主轴电机的环境温度高于指标时,请进行改善。
(b) 请再次确认加工条件。
(2) 轻负荷下显示本报警时(电机温度过高)(a) 频繁加速/减速时,请将包括加速/减速时的输出量在内的平均设为连续额定以下的使用条件。
(b) 电机固有参数设定不正确。
请参阅FANUC AC SPINDLE MOTOR αi series 参数说明书(B-65280CM),确认电机固有参数。
(3) 电机温度较低而显示报警时(a) 主轴电机反馈电缆不良:请更换反馈电缆。
(b) 参数尚未正确设定:请确认参数。
(c) 控制印制电路板不良:请更换控制印制电路板或主轴放大器。
(d) 电机(内部温度传感器)不良:请更换电机。
02报警代码 02电机速度与指令速度有较大差异。
(1) 电机加速过程中显示本报警时(a) 加速/减速过程中时间参数设定值不恰当设定如下参数时,要比实际设备的加速/减速时间留有余量。
内容4082 设定值 2 (加速/减速中的时间设定)(b) 速度检测器的设定参数有误(2) 重切削时显示本报警(a) 切削负载超过电机的最大输出请确认负载表的显示,修改使用条件。
(b) 错误地设定了输出限制的参数请确认如下参数与机床及电机的规格一致。
4028 设定值 0 (输出限制模式的设定)4029 设定值 100 (输出限制值)(c) 电机固有参数设定不正确请确认电机固有参数。
03报警代码 03DC 链路部分的保险丝溶断。
(DC 链路部分的电压不足)本报警在紧急停止解除时检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/8/11
TRAINING-LZW
8
电机过热报警 开关电路报警
短时过载 过载 位置偏差 EMF回馈停 参数设定错误
电机及其他报警
: AL-01 : AL-15 : AL-55 : AL-C3 : AL-29 : AL-54 : AL-36 : AL-b3 PSM散热器冷却风扇停9113 PSM上显示A 伺服606 : AL-34 : AL-35 : AL-36 : AL-37 : AL-49 : AL-50
2020/8/11
TRAINING-LZW
12
1号报警:
电机过热.电机内部高于或等于标准温度,电机温度过高。 一.切削过程中显示本报警时(电机温度过高) 1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统. 2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料) 二.轻负载下显示本报警时(电机温度过高) 1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件 下使用. 2.电机固有参数设定不正确. 三.电机温度较低而显示报警时 1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆. 2.参数未正确设定
再生放电故障:
AL-57, (PSMR上显示H)440
AL-b2 (PSMR上显示8) 605
过载:
AL-58 (PSM上显示3) 431
冷却风扇停:
AL-59 (PSM上显示2) 443
其他报警:
AL-98
2020/8/11
TRAINING-LZW
6
SPM报警
DC Link 保险断
: AL-03
2020/8/11
TRAINING-LZW
5
PSM报警
DC Link 高电压报警: AL-11 (PSM上显示7) 439
DC Link 低电压报警: AL-51 (PSM上显示4) 433
PCB板低电压:
AL-b1 (PSM上显示6) 432
输入电路过流:
AL-30 (PSM上显示1) 437
DC Link充电异常: AL-33 (PSM上显示5) 442
主电路过载/IPM过热 : AL-09
DC Link过电流/IPM报警 : AL-12
内部冷却风扇停止
: AL-56
散热器冷却风扇停止 : AL-88
DC不能充分释放
: AL-97
2020/8/11
TRAINING-LZW
7
检测器报警
超速报警
: AL-02 电机传感器
过热报警 位置传感器极性 位置编码器报警
电机温度通过参数4134设定,因电机而异。是电机固有参数。 第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温 度数据在主轴反馈电缆里,信号为THR1和THR2。 现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。涡流,放大器 错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器. 4.电机(内部温度传感器)故障,请更换电机.
2020/8/11
稳 定 电 源
LSI 信号控制 报警检测 继电器控制 再生控制
TRAINING-LZW
主轴 电机 主轴温度 传感器
CPU+LSI 主轴控制 串行通讯控制 信号控制 报警检测
3
主轴放大器:
有三个灯:电源,报警,错误(梯形图地址信号错误, 也是黄灯亮)。 正常两个横杠是稳定的状态。伺服工作状态为0。
2020/8/11
TRAINING-LZW
变换器
逆变器
急停
注意) MCCOFF: MCC OFF CALM:变换器报警 *CRDY:变换器准备 IALM:逆变器报警 RV:接收器 DV:驱动器
2020/8/11
LSI 信号控制 报警检测 继电器控制 再生控制
CPU+LSI 主轴控制 串行通讯控 制 信号控制 报警检测
TRAINING-LZW
: AL-07 : AL-06 : AL-21 : AL-27 : AL-41
不同方式
: AL-42
主轴传感器
: AL-46 : AL-47 : AL-84
通讯报警
: AL-85
: AL-86
: AL-87
: AL-73 : AL-81 : AL-82 : AL-83
: AL-43 : AL-49
: AL-31
2020/8/11
TRAINING-LZW
4
PCB报警
RAM奇偶校验报警: AL-16,
AL-A1
ห้องสมุดไป่ตู้
ROM奇偶校验报警: AL-18,
AL-A,
AL-A0
A/D转换:
AL-19, AL-20,
AL-44
SIC LSI:
AL-32,
AL-52, AL-53
CPU Data Memory : AL-13
2020/8/11
TRAINING-LZW
9
通讯错误
SPM和CNC通讯错误
: AL-24
主轴放大器之间通讯错误 : AL-66
各AMP模块通讯错误 : AL-b0
通讯数据报警
: AL-C0,C1,C2
2020/8/11
TRAINING-LZW
10
PSM上显示4, SPM上显示51, 系统上显示433
注意) CT: 电流传感器 *MCON:MCC ON *DRDY:驱动(Amp.)准 备 *PWM:脉冲宽度调制 IU,IV:电流反馈 TH:温度传感器 BATT:伺服脉冲编码器 电池
1
2020/8/11
TRAINING-LZW
2
变换器
逆变器
注意) CT: 电流传感器 IU,IV:电流反馈 HV:高电压 LV:低电压 HC:高电流 IPM:集成功率模块
含义:主回路的DC电压过低.
原因和故障跟踪: 1.出现瞬间的停电,检查电源. 433报警,主轴9051报警,电网电压不稳,电网电压低。 2.输入电源电压过低,确认电源的规格. 433报警,将CX19B的A1,B1,A2,B2都接上+24V,0V 就不报警了。 3.解除急停状态下,切断主回路电源时,有时也会发生该报警. 检查操作顺序.
433报警:PSM DC link电压降低,或者α,β系列SVU的 DC link电压降低
2020/8/11
TRAINING-LZW
11
1号报警:
报警内容:电机过热. 处理方法: 电机温度较高 1.切削条件 (吃刀量,刀具,材料等) 2.频繁的加减速 3.环境温度 4.主轴冷却风扇
电机温度低 1.主轴参数的设定 2.反馈电缆 3.主轴温控开关 4.主轴单元