1420镀锡2#镀锡线7号张力辊断带--2016.06.16
镀锡生产线工艺流程配图

生产线工艺流程:开卷——焊接——电解清洗——电镀——软溶——钝化——静电涂油——检测剪切——卷取钢卷经开卷机开卷后由搭接式自动缝焊机焊接使电镀生产持续化。
清洗槽为立式浸渍型, 由电解清洗槽和电解酸洗槽构成。
电解清洗液一般采用碱性磷酸盐或硅酸盐加氢氧化钠和表面活性剂配成旳复合清洗液, 温度为60~90℃ , 电流密度为5~lO A/din , 碱洗后带钢在喷淋槽中将其表面旳碱液洗净。
电解酸洗液一般采用25~40℃旳硫酸溶液, 一般浓度为40~80 g/l, 电流密度为5N 30A/dm , 酸洗液中铁含量不超过25g/1, 酸洗后带钢经喷淋槽除去残留酸液oF型电镀段由立式浸入型电镀槽和废液回收槽构成电镀液一般采用二阶锡苯酚磺酸溶液加添加剂, 以防止二价锡氧化成四价锡而增长电流量。
电镀液旳工作温度保持在40~50~C。
电镀槽数由电镀锡作业线速度和电流密度而定阳极一般采用宽76IT'LI~,、厚50ram、长l。
8m旳锡条, 阴极为通过槽顶导电辊旳带钢, 电镀度液通过挤干辊在废液回收槽得到回收。
带钢经带V型喷嘴旳热风干燥器干燥。
电镀锡线最高速度可达600 m/m~n。
软融装置由导电辊, 马弗炉和水淬槽构成。
带钢加热措施有电阻加热法和感应加热法2种。
F型大部分采用电阻加热法, 带钢在2个导电辊之间加热, 镀锡层被瞬时熔化, 在钢基板表面生成一层很薄旳铁锡台金, 形成光亮旳表面。
软熔时间仅需几秒钟, 温度只需稍微超过锡旳熔点, 锡层软熔后立即在50~8O℃水淬槽中冷却。
钝化处理有浸溃法和电解钝化法两种。
电解钝化处理采用旳钝化液一般是重铬酸钠或铬酸水溶液, 将带钢作为阴极, 在浓度为约aog/l旳重铬酸钠溶液内进行钝化处理, pH值为3~5, 温度为45~85℃, 阴极电流密度为4~1OA/din 。
钝化膜能防止镀锡板在运送和储存期间旳腐蚀, 能改善漆层旳结台力及对亚硫酸盐腐蚀旳耐久性, 并且不会阻碍焊接操作。
镀锡板性能影响因素的分析
镀锡板性能的因素的分析摘要:影响镀锡板性能的因素较多,如板材的晶粒度、析出物、固溶元素、板厚等。
生产过程中,炼钢的化学成分、热轧的加热与卷取温度及连续退火的工艺条件都会对镀锡板的性能产生影响。
文章结合宝钢镀锡板的生产和实物质量,对影响镀锡板性能的上述各种因素进行了分析,提出了提高宝钢镀锡板性能的有效途径1 前言镀锡板的规格较薄,一般以硬度作为材料强度的评价基准。
连续退火后的镀锡原板硬度在很大程度上取决于材料的晶粒度,而晶粒的大小受化学成分、热轧温度、退火温度及速度等综合影响。
从退火后到用户使用的过程中,镀锡板在经过平整、镀锡软熔、仓储、印刷烘烤等环节时,硬度也会产生变化。
这是由于镀锡板使用的是低碳铝镇静钢,连续退火过程虽然有急冷、过时效处理等措施,但因退火时间短,很难生产出非时效性钢板,材料内部总会有固溶C、N的残留,存在时效总之,镀锡板性能的影响因素较多,包括晶粒度、析出物、固溶元素、板厚等。
在生产过程中,炼钢的化学成分、热轧加热与卷取温度及连续退火的工艺条件都会对镀锡板的性能产生影响。
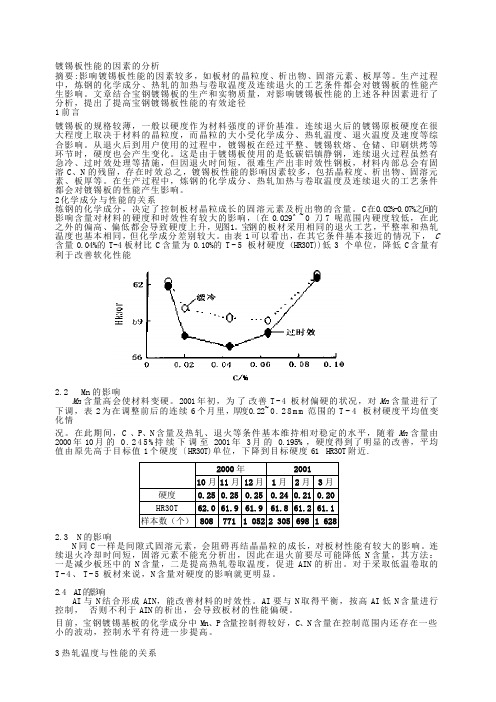
2化学成分与性能的关系炼钢的化学成分,决定了控制板材晶粒成长的固溶元素及析出物的含量。
C在0.02%-0.07%之间的影响含量对材料的硬度和时效性有较大的影响,〔在0.029^ ~0刀7呢范围内硬度较低,在此之外的偏高、偏低都会导致硬度上升,见图1。
宝钢的板材采用相同的退火工艺,平整率和热轧温度也基本相同,但化学成分差别较大。
由表1可以看出,在其它条件基本接近的情况下,C 含量0.04%的T-4板材比C含量为0.10%的T-5板材硬度(HR30T))低3个单位,降低C含量有利于改善软化性能图1 C对板材硬度的影响2.2 Mn的影响Mn含量高会使材料变硬。
2001年初,为了改善T-4板材偏硬的状况,对Mn含量进行了下调,表2为在调整前后的连续6个月里,厚度0.22~0.28m m范围的T-4板材硬度平均值变化情况。
宝钢冷轧厂各机组代码

宝钢冷轧各机组代码作业线名称机组名称厂别备注C401 新酸洗2030冷轧C101 老酸洗2030冷轧C102 酸轧2030冷轧C104 重卷2030冷轧C108 镀锌2030冷轧C109 彩涂2030冷轧C111 电镀锌2030冷轧C112 连退2030冷轧C311 电镀锌2030冷轧C129 酸再生2030冷轧C202 酸轧1420冷轧C212 连退1420冷轧C117 1#镀锡1420冷轧C217 2#镀锡1420冷轧C211 电镀锌1550冷轧C312 连退1550冷轧C208 镀锌1550冷轧C209 彩涂1550冷轧C308 镀锌1550冷轧C309 彩涂1550冷轧C502 酸轧1730冷轧C512 连退1730冷轧C608 镀锌1730冷轧C708 镀锌1730冷轧C402 酸轧1800冷轧C412 连退1800冷轧C408 镀锌1800冷轧C508 镀锌1800冷轧C808 镀锌1800冷轧C302 硅钢酸轧1550硅钢Q118 硅钢连退1550硅钢Q218 硅钢连退1550硅钢Q318 硅钢连退1550硅钢Q101 硅钢酸洗硅钢Q102 硅钢酸轧硅钢Q202 硅钢酸轧硅钢Q302 硅钢酸轧硅钢Q418 硅钢连退硅钢Q112 DCL 硅钢Q212 DCL 硅钢Q312 DCL 硅钢Q114 ECL(镀铬硅钢Q214 ECL 硅钢Q402 酸轧硅钢Q502 酸轧硅钢Q518 硅钢连退硅钢Q412 DCL 硅钢Q314 ECL 硅钢C633 新酸洗1220冷轧C602 酸轧1220冷轧C608 1#电镀锡1220冷轧C612 连退1220冷轧C6317 2#电镀锡1220冷轧C6217 TFS 1220冷轧。
镀锡板使用技术

镀锡板的表面特性
表面的金属锡层中有孔隙存在,合金 层形貌的照片更反映出柱状的锡-铁合金并 不能把钢基板完全覆盖住
镀锡板的表面特性
从横截面看上去,在这二层中都存在孔隙和不连续处。 在每一层的孔隙处多数是并不相互对齐的,即合金层的孔隙 常被锡层覆盖,而锡层中的孔隙又常处于合金层基体上。但 是,某些孔隙处则或多或少地相互对齐。通过这些孔隙,钢 基体就暴露在与镀锡板接触的介质之中。很明显,各层越不 连续,其孔隙处相互对齐的情况就越多,随之,钢基体暴露 的数量也越多。
镀锡板的表面特性
扫描电镜下的未钝化镀锡板表面
未钝化(×1000)
未钝化(×2500)
镀锡板的表面特性
扫描电镜下重铬酸钠钝化后的镀锡板表面成膜明显
重铬酸钠钝化(×1000)
重铬酸钠钝化(×2500)
镀锡板的表面特性
钝化膜的影响因素 阴极钝化处理时,铬的氧化物析出于 镀锡板的表面上,因而随着处理电量的变 化,钝化膜中的铬含量也会变化。同时析 出的铬量还受pH、温度和电流密度的影响。
镀锡板的表面特性
影响氧化膜的因素
镀锡板上的氧化膜是其表面的锡与空气中的氧气发 生反应的产物,因此影响锡的氧化的因素如温度、氧压 和时间等都影响镀锡板表面氧化膜的生成。 锡的氧化产物有两种,一种是氧化亚锡(SnO), 另外一种是氧化锡(SnO2),在不同的条件下生成不 同的产物。一般来说,在低于100℃时,生成的是SnO2, 而在高于100℃的环境中生成的SnO。因而在软熔处理 (镀锡板加热到锡的熔点232℃以上再淬入水中)过程 中,镀锡板表面与氧气反应形成了SnO;而在镀锡板的 长期存放过程中缓慢生成的是SnO2,这些都经电子衍 射对其进行了确定 。 在测量氧化膜时,由于锡的两种氧化产物的电位不 同,因而它们的阴极还原曲线也有所不同
电镀锡或锡合金质量要求内容
目录1.电镀工艺或外购件鉴定要求 (7)1.1总则 (7)1.2工艺设计要求 (7)1.3工艺鉴定程序 (7)1.4试验及试样要求 (7)1.4.1 试样要求 (7)1.4.2 试验项目及试样数量 (7)1.5试验方法及质量指标 (8)1.5.1 外观 (8)1.5.2 镀层成份 (8)1.5.3 镀层厚度 (8)1.5.4 结合强度 (9)1.5.5 耐蚀性 (9)1.5.6 可焊性及润湿性测试 (9)1.6鉴定状态的保持 (13)2.电镀批生产中产品质量控制要求 (13)2.1镀前表面质量要求 (13)2.2镀后包装要求 (13)2.3电镀零件质量要求 (13)2.3.1.外观 (13)2.3.2.镀层厚度 (14)2.3.3.结合强度 (14)2.3.4.耐蚀性 (14)2.3.5.可焊性及润湿性 (14)3.参考文献 (14)表目录表1 鉴定试验项目及试样数量 (7)图目录图1.功放基板上功率管器件开槽焊接位置图纸位置示例 (5)图2.功率管开槽详细设计信息示例 (5)图3.功放基板上功率管器件凸台焊接位置图纸位置示例 (6)图4.功率管凸台详细设计信息示例 (6)图5.外观要求图 (8)图6.润湿性测试钢网设计要求 (10)图7.润湿性测试锡膏印刷要求 (10)图8.润湿性测试后铺展直径测试方法 (11)图9.润湿性满足要求功放基板 (11)图10.润湿性满足要求功放基板 (12)图11.润湿性不满足要求功放基板 (12)图12.润湿性不满足要求功放基板 (13)错误!未找到引用源。
围:本规规定了在铜、铝基体表面电镀纯锡(或锡合金)和在钢基材表面电镀“高温锡”的工艺要求及其质量要求。
本规适用于华为技术各种产品(包括定制加工件、外购件)上的电镀锡和电镀“高温锡”的工艺鉴定或产品鉴定、以及电镀批生产中的质量控制和检验。
本规所要求的电镀层只适用于一般环境,其目的主要是保证表面的可焊性。
本规不适用于马口铁(镀锡钢板)材料的检验。
镀锡产品简要介绍_林永增

– 金属资源丰富、品种多,作为包装材料能较好地满足卫生和安全 的要求,加之现代金属包装制品的生产工艺越来越先进,生产效 率明显提高,生产成本大大降低,所以金属包装材料的应用越来 越广泛,是近代主要包装材料之一。
– 目前,在我国、日本和欧洲等国,金属包装材料占第三位,美国 占第二位。
3、国内金属包装市场概况
u国内金属包装市场现状与预测
– 我国金属包装业已形成包括印涂铁、制罐、制盖、制桶等产品的完整金属包装工 业体系,主要产品可分为:印涂铁、饮料罐(包括铝制两片饮料罐、钢制两片饮料 罐、马口铁三片饮料罐)、食品罐(普通食品罐和奶粉罐)、气雾罐(马口铁制成的 杀虫剂罐、化妆品罐、工业和家居护理罐等)、化工罐、200升以上钢桶和金属盖 产品(皇冠盖、旋开盖、易开盖等)。金属容器广泛应用在食品、饮料、日化用品 和家庭用品等行业,其中食品和饮料业是金属包装的最大市场,化工品、化妆品 和药品行业均为金属包装的重要市场。
2、金属包装容器概况
v通用罐是指不包括罐头在内的包 装点心、紫菜、茶叶等食品的金属 罐以及包装药品与化妆品等的金属 罐。这些罐也可以是密封的,但不 需灭菌处理。 v通用罐的外表面一般都经过精美 印刷,故亦称“美术罐”。使用的 原材料是多种多样的,除金属材料 外,还有一部分使用塑料和纸板等。
2、金属包装容器概况
镀锡产品培训提纲(一)
主要内容
• 金属包装材料与镀锡板概况 • 镀锡板市场和镀锡用户
1、金属包装材料概况
• 包装材料分类
– 玻璃、陶瓷:古老的包装材料,硅 酸盐,化学稳定性高
– 塑料 – 纸包装 – 复合材料:广义来说包括一切双组
分以上的结构体,分为混合型和层 合型两种,主要指后者 – 金属
宝钢1420冷轧

冷轧厂概况酸洗线X2全连续冷连轧X1酸洗一冷连轧联合机组X2罩式退火X1连续退火X3脱脂线X1热镀锌生产线X3电镀锌生产线X2电镀锡生产线X2彩涂板生产线X3电工钢生产线X3精整线X182030单元投产时间:1989年主要品种:以钢种分有:低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF钢等。
以产品分有:普冷、热镀锌、电镀锌、彩涂、热轧酸洗等汽车、家电、建筑用材等。
酸洗机组设计年产量:210万吨/年产品规格:1.8-6.0X900-1850 mm最大卷重:45t钢卷内径:6760 mm钢卷外径:6 2150 mm工艺段最大速度:360m/min入口活套:720m出口活套:450m拉矫最大延伸率:2.0%工艺特点:浅槽酸洗新酸洗设计年产量:75万吨/年产品品种:低碳钢、结构钢、汽车结构钢、压力容器钢等产品规格:1.0-6.0X800-1650 mm最大卷重:38.6t;钢卷内径:6760 mm钢卷外径:6 2150 mm;工艺段最大速度:120m/min人口活套:340m;出口活套:216m拉矫最大延伸率:3.0%工艺特点:浅槽酸洗2030mm 冷连轧机组设计年产量:210万吨——仅供参考产品品种:以钢种分有低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF 钢等。
产品规格:0.3-3.5 X 900-1850mm机列布置:五机架全连续机型:G1-G5四辐轧机,G5为CVC或DSR脱脂机组设计年产量:98万吨产品规格:0.3-1.5 X 900-1870mm工艺段速度:600m/min h = 0.3-1.0 mm500m/min h > 1.0mm工艺特点:采用极对极缠绕式高电流密度电极清洗技术2030罩式炉机组设计年产量:100万吨产品规格:0.3-3.5 X 900-1800mm品种:CQ、DQ、DDQ、EDDQ、结构钢炉台数量:全氢炉60座,其中大炉台36座,小炉台24座氮氢炉104座,其中大炉台64座,小炉台40座最大装炉量150t。
镀锡板产品手册

主要工艺技术参数
年产量 机组速度 电镀能力 最大小时产量 414,610 t/Y Max. 480 mpm 189 KA 80 t/h
宝钢镀锡板产品手册
9
二次冷轧机组 1420冷轧精整机组
机组主要工艺设备参数
入口 0.15-0.80*700-1050mm 带钢规格 出口 0.10-0.36*700-1050mm (二次冷扎) 0.17-0.80*700-1050mm (平整) 钢卷外径 钢卷内径 卷重 年处理量 轧制速度 最大压下率 干平整最大延伸率 湿平整最大延伸率 入口/出口 max 1750mm 入口 出口 入口/出口 max 16t 卷芯带钢套筒 卷芯带钢套筒
6
是从NSC引进的高速专用的镀锡原板连续退火生产线, 其作用是将清洗、退火、平整几个工序连接起来并采 用“再加热-过时效”工艺,能高效的向镀锡线提供 T2.5-T5及T2.5(DI)-T4(DI)优质镀锡原板。
主要工艺技术参数
调质度 带钢规格 钢卷内径 钢卷外径 T-2.5, T-3, T-4, T-5, T-2.5 (DI), T-3 (DI), T-4 (DI) 厚度 宽度 入口 出口 入口 出口 入口段 机组速度 年产量 炉子段 出口段 429,650吨 0.18-0.55毫米 730-1230毫米 508毫米 420毫米 1250-2020毫米 1200-2000毫米 1060米/分钟 880米/分钟 1070米/分钟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为什么停车
挡液帘卷入 5# 导电辊与 5#导 电辊压辊中刮 伤带钢
吊运阳极过程中阳极剐蹭挡 液帘致使挡液帘卷入
为 何 1420 镀 锡 停车。
工艺段 报快停。 下次检修对所 有挡液帘上部 和下部的铁棒 为什么事故 处理时间过 长? 是否有 措施? ? 进行加长、固 定。
带钢规格为 0.16mm DR 材,硬度较高穿带爬行 过程中易断裂。
2/5
首钢京唐公司
调 运 阳 极 时
事 故 过 程 图 示
挡 液 帘 卷 入 辊 子 中 间 带 钢 造 成 边 损
序号
措施 1、对阳极吊运路线进行规范,编写为制度, 下发四班作业区执行。 2、加强管理,严格执行阳极更换操必须 2
星级 ★★
责任人 郝金强
验证人 李永新
验证时间 6 月 25 日
对 断 裂 带 钢 进 行 粘 合 为 启 车 做 相 应 准 备 产 线 启 车
段宗灿
张广龙
6 月 25 日
总 结
吊运阳极作业时勤观察,保证两人以上作业。对阳极吊运路线进行规范,对所有挡液帘上部和下 部的铁棒进行加长、固定。
3/5
首钢京唐公司
教 训
4/5
首钢京唐公司
要求更换阳极 时有专人监 为什么断 带? 为什么报快停 护。
?
带钢 7#张力 辊处断带。
为什么带钢会刮伤? ? 是否有 措施? ? 对阳极吊运路 线高度进行规 范。
历史原因同类时间回顾 2015.09.24
次事故的直接原因。 2、挡液帘两端固定接头设计有缺陷,稳定性差,是导致本次事故的次要原
2016 年 6 月 16 号甲班夜班,带钢卷号: 16C37016331002,带钢规格:0.16*875mm,钢
经 过 及 处 理 过 程
案 例 原 因 分 析
种 MR DR-8CA,产线速度 300m/min。 7:50 左右阳极调整工吴双龙在电镀段 4#槽 进行在线更换阳极条操作,在将旧阳极条吊起 过程中,旧阳极条晃动导致挡液帘卷入 5#导电 辊与 5#导电辊压辊中导致带钢边损。如下图所 示:
因。
1/5
首钢京唐公司
8:00 工艺掉张报断带信号,经现场查验带 钢因边损断裂在 7#张力辊前端, 并缠绕在 7#张 力辊 2#辊处。 8:00—9:00 操作人员处理缠绕在 7#张力辊 2#辊上地带钢。 9:00—9:20 对断裂处进行重新穿带。 9:20—9:50 对带钢断口进行粘合。 9:50—10:20 带钢爬行过程中在 4#漂洗处 带钢再次断裂。 10:20—10:50 再次粘合后爬行至出口飞剪 处切除接口。 10:50-- 11:10 工艺循环启动, 11:10—13:30 爬行消除带钢表面铬坑。 13:30 工艺起车生产。
首钢京唐公司
冷轧部事故典型案例报告书
作业线
1420 镀锡 2#镀锡线 7 号张力辊 1420 电镀锡
事故名称 发生时间
2016.06.16
后果
停车 3 小时
原料 其它
名称 类型 标注 小事故 一般事故
断带
重大事故 其它
8:00-11:00
原因 标注 人为 设备 制度
★
事故分析:
★
Hale Waihona Puke 1、电镀段 4#槽挡液帘卷入 5#导电辊与 5#压辊中致使带钢撕裂,是导致本
对 策 及 标 准 化 4 3 2 1
剐 蹭 挡 液 帘
人进行的要求, 操作人员互相监督。 负责人: ★★★ 段宗灿,完成期限:长期。 3、下次检修对所有挡液帘上部和下部的铁 棒进行加长、固定。 将本次事故宣贯四班作业区学习,引以为 ★ 戒,举一反三。 ★★
郝金强
段宗灿
6 月 25 日
段宗灿
李永新
7 月 15 日
对事故进行四班宣贯, 对此类突发事件 制度应急措施及时控制事态发展。
5/5