第一章 计算机控制概述
第一章 计算机控制技术

r
D/A
执行机构
被控对象
被控量 y
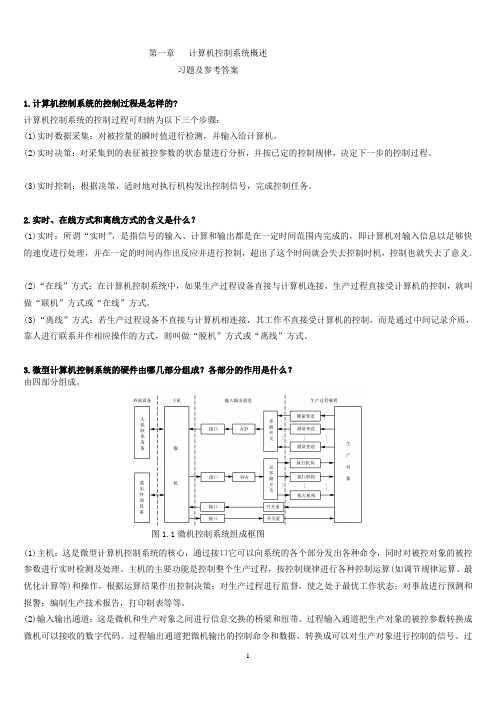
几个概念
• 控制器:计算机 控制器: • 被控对象:物理对象(模拟对象) 被控对象:物理对象(模拟对象) • •
对象的状态变化是时间的连续函数 执行机构:接受DA输出的控制量 输出的控制量, 执行机构:接受DA输出的控制量,并作用于被 控对象 测量变送:将被控量y转化成AD转换器能接受的 测量变送:将被控量y转化成AD转换器能接受的 信号 制系统中的计算机 被控对象之间的信息传递必 制系统中的计算机和被控对象之间的信息传递必 计算机和 须经由AD转换器和 转换器完成 转换器和DA转换器完成。 须经由AD转换器和DA转换器完成。
• 2. 是。不在线肯定不能满足实时性。 不在线肯定不能满足实时性。
二、计算机控制系统的组成
• 简单讲,计算机控制系统是由控制计算机 简单讲,计算机控制系统是由控制计算机
和生产过程两大部分组成的。 生产过程两大部分组成的。 两大部分组成的 • 控制计算机是核心装置,是系统中信号处 控制计算机是核心装置 是核心装置, 理和决策的机构,相当于神经中枢。 理和决策的机构,相当于神经中枢。 • 生产过程包含了被控对象、执行机构、测 生产过程包含了被控对象 执行机构、 包含了被控对象、 量变送等装置。 量变送等装置。 计算机控制系统和一般计算机一样,是由硬 计算机控制系统和一般计算机一样,是由硬 件和软件两部分组成的 两部分组成的。 件和软件两部分组成的。
注:计算机本身只能接受数字量,所以计算机控 计算机本身只能接受数字量,
• 2 计算机控制系统的工作过程 • (1)实时数据采集 对来自测量变送装 实时数据采集:对来自测量变送装 实时数据采集
第一章 计算机控制系统绪论new

计算机控制系统
教材及参考书 《计算机工业控制》杨劲松 《现场总线控制》周明 《计算机控制系统》吴坚
中国电力出版社 中国电力出版社 武汉理工大学出版社
制造与自动化技术,能源技术,资源与环境技术 介入:课题申请指南,探索性强专题,以增强集成
创新能力和形成战略产品原型或技术系统为目标的 项目
2、学科地位与现实意义
(2)本课程在专业培养中的地位
“计算机控制系统”(计算机测控技术)是 自动化专业的一门主要专业课,课程涉及 面很广,知识集成度高,可以说其浓缩了自 动化专业的知识精华,在专业课程体系中 具有承上启下的作用,在专业课程体系 中起到中流砥柱的核心地位。
学好本课程的意义(2)
(2)知识体系:“计算机控制系统息[Information]
+
控制[Control];
+
系统[System]!
(计算机是信息获取、处理、传输、利用、存储的重要手段 和工具);
学好本课程的意义(3)
(3) 在专业培养中的地位:如前所述, “计算机控制系统”是自动化专业的一 门主要专业课,课程涉及面很广,知识集成 度高,可以说其浓缩了自动化专业的知识 精华,在专业课程体系中具有承上启下的 作用,在专业课程体系中起到中流砥柱 的核心地位。
计算机控制系统
(计算机测控技术)
1、课程体系结构与技术要点
前言
(1)计算机控制系统的理论、方法。
人机接口或 +
上一层控制器 -
信息控制
第一章计算机控制系统组成和特点

2) 软件组成 )
软件: 能完成各种功能的计算 软件 : 机程序的总和。 机程序的总和。整个系统的工作都 是在程序的指挥下协调工作的。 是在程序的指挥下协调工作的。 软件通常分为两大类: 软件通常分为两大类 : 一类是 系统软件,另一类是应用软件。 系统软件,另一类是应用软件。
37
1-2-1 系统组成
本节主要内容
计算机控制系统的概述 工作原理 计算机控制系统的经济效益
22
1-1-1 概述
常规自动控制系统的工作原理
按偏差e进行控制,目的是减少或消除偏差。 按偏差e进行控制,目的是减少或消除偏差。
23
典型工业生产工程 1. 连续过程 连续过程也称为流程工业。 连续过程也称为流程工业。流程工业主要通过对原材料进 行混合、分离、粉碎、加热等物理或化学方法, 行混合、分离、粉碎、加热等物理或化学方法,使原材料增 值。 主要包括化工、炼油、造纸、钢铁、食品饮料、制药等。 主要包括化工、炼油、造纸、钢铁、食品饮料、制药等。 最终产品类型有固体、液体、能量和气体。 最终产品类型有固体、液体、能量和气体。 通常以批量或连续的方式进行生产。 通常以批量或连续的方式进行生产。 2. 离散过程 离散过程也称为制造业。 离散过程也称为制造业。生产过程中基本上没有发生物质 改变,只是物料的形状和组合发生改变。 改变,只是物料的形状和组合发生改变。 最终产品由各种物料装配而成。 最终产品由各种物料装配而成。产品与所需物料有确定的 数量比例。一个产品确定的部件,一个部件有确定的零件。 数量比例。一个产品确定的部件,一个部件有确定的零件。 按行业划分属于离散过程有机械制造业、汽车制造业、 按行业划分属于离散过程有机械制造业、汽车制造业、家 电制造业等。 电制造业等。
可靠性好, 可靠性好,可维修 性好,软件丰富, 性好,软件丰富,运 算处理能力强。 算处理能力强。
微型计算机控制技术课后习题答案
第一章计算机控制系统概述习题及参考答案1.计算机控制系统的控制过程是怎样的?计算机控制系统的控制过程可归纳为以下三个步骤:(1)实时数据采集:对被控量的瞬时值进行检测,并输入给计算机。
(2)实时决策:对采集到的表征被控参数的状态量进行分析,并按已定的控制规律,决定下一步的控制过程。
(3)实时控制:根据决策,适时地对执行机构发出控制信号,完成控制任务。
2.实时、在线方式和离线方式的含义是什么?(1)实时:所谓“实时”,是指信号的输入、计算和输出都是在一定时间范围内完成的,即计算机对输入信息以足够快的速度进行处理,并在一定的时间内作出反应并进行控制,超出了这个时间就会失去控制时机,控制也就失去了意义。
(2)“在线”方式:在计算机控制系统中,如果生产过程设备直接与计算机连接,生产过程直接受计算机的控制,就叫做“联机”方式或“在线”方式。
(3)“离线”方式:若生产过程设备不直接与计算机相连接,其工作不直接受计算机的控制,而是通过中间记录介质,靠人进行联系并作相应操作的方式,则叫做“脱机”方式或“离线”方式。
3.微型计算机控制系统的硬件由哪几部分组成?各部分的作用是什么?由四部分组成。
图1.1微机控制系统组成框图(1)主机:这是微型计算机控制系统的核心,通过接口它可以向系统的各个部分发出各种命令,同时对被控对象的被控参数进行实时检测及处理。
主机的主要功能是控制整个生产过程,按控制规律进行各种控制运算(如调节规律运算、最优化计算等)和操作,根据运算结果作出控制决策;对生产过程进行监督,使之处于最优工作状态;对事故进行预测和报警;编制生产技术报告,打印制表等等。
(2)输入输出通道:这是微机和生产对象之间进行信息交换的桥梁和纽带。
过程输入通道把生产对象的被控参数转换成微机可以接收的数字代码。
过程输出通道把微机输出的控制命令和数据,转换成可以对生产对象进行控制的信号。
过程输入输出通道包括模拟量输入输出通道和数字量输入输出通道。
第一章 计算机控制系统概述

第一章计算机控制系统概述§1.1概述随着科学技术的进步,人们越来越多地用计算机来实现控制系统。
近几年来,计算机技术、自动控制技术、检测与传感技术、CRT显示技术、通信与网络技术、微电子技术的高速发展,促进了计算机控制技术水平的提高。
本章主要介绍计算机控制系统及其组成、工业控制机的组成结构及特点、计算机控制系统的发展概况和趋势。
1.1.1计算机控制技术研究的内容及特点1、研究的内容:主要研究控制理论、计算机技术(软、硬件技术)、网络通信技术、测量技术、信号处理技术等在微机控制中的应用、以及微机的控制方法及其应用。
2、主要的特点:1)理论性强:应用各种控制理论、信号处理理论等2)综合性强:应用有控制理论、计算机硬件技术、编程技术、网络技术、测量技术、信号处理技术、电子技术等3)实践性强:所有设计、计算必须要反复进行实验;在实践中积累了大量的经验方法、经验数据等4)理论与实践相结合5)实用性强6)应用广泛等1.1.2计算机控制技术这门课所应用到的技术:计算机技术、自动控制技术、微电子技术、信息处理技术、检测与传感技术、通信与网络技术、CRT显示技术等等1.1.3计算机控制技术的现状与发展趋势计算机控制技术是一种运用控制理论、仪器仪表、计算机和其它信息技术,对工业生产过程实现检测、控制、优化、调度、管理和决策,达到增加产量、提高质量、降低消耗、确保安全等目的的综合性技术,主要包括工业自动化软件、硬件和系统三大部分1.1.4目前,计算机控制技术正在向智能化、网络化和集成化方向发展。
一、以工业PC为基础的低成本工业控制自动化将成为主流二、PLC在向微型化、网络化、PC化和开放性方向发展三、面向测控管一体化设计的DCS系统四、控制系统正在向现场总线(FCS)方向发展五、仪器仪表技术在向数字化、智能化、网络化、微型化方向发展六、数控技术向智能化、开放性、网络化、信息化发展七、工业控制网络将向有线和无线相结合方向发展八、工业控制软件正向先进控制方向发展► 1.2. 计算机控制系统的组成► 1.3 计算机控制系统分类► 1.4 计算机控制系统中的计算机► 1.5 微型计算机控制系统的发展趋势§1.2 计算机控制系统的组成★自动控制:在没有人直接参与的情况下,通过控制器使生产过程自动地按照预定的规律运行。
第一章 计算机控制系统概述

3.按照控制方式分类
按照控制方式的不同,计算机控制系统 可分为开环控制系统和闭环控制系统。
第三节 计算机控制系统中的计算机
(1)一台SCC计算机可监督多台DDC或模拟调节器, 而一台DDC可控制多个回路和参数,使多台DDC或模拟调节 器能协调工作。
(2)当系统中模拟调节器或DDC控制器出了故障,可 用SCC系统代替调节器进行调节,提高了系统的可靠性。
四、集散控制系统
集散控制系统(Total Distributed Control—TDC) 也称为分布式控制系统或分散式控制系统(Distributed Control System—DCS),采用了分散控制、集中操作、 分级管理、分而自治和综合协调的设计原则,形成具有层 次化体系结构的分级分布式控制。
③实时控制输出:根据控制决策,适时地 对执行机构发出控制信号,完成控制任务。
计算机 控制系统
硬件:计算机、接口电路、外围 设备和生产对象等组成。
软件:系统程序和应用程序
一、计算机控制系统的硬件组成
主机
过程通道
硬件
I/O接口 常用外部设备
操作控制台
计算机控制系统的硬件组成
1 .主机
主机,即我们说的计算机,是整个系统的核心部分, 它的功能、性能直接影响到系统的优劣。 单片机 PLC 工业PC
PROFIBUS (process field bus 过程现场总线)
HATR总线(可寻址远程传感器数据网络)
FF总线(基金会现场总线)
2.按照控制规律分类
(1)数字程序和顺序控制 (2)比例积分微分控制(PID控制) (3)最小拍控制 (4)复杂规律的控制 (5)智能控制 ……
(1)程序和顺序控制
PID控制是现在应用最广、最为广大工程 技术人员熟悉的技术。PID控制结构简单、参 数容易调整,因此,无论模拟调节器或者数 字调节器,多数使用PID调节规律。
第1章 计算机控制系统概述
与RS232相比:速度快、传输距离远。
3.MODBUS总线
是MODICON公司为生产的PLC与外界通信而设计的一种通信协议。
(可通过24总线命令实现)
特点(3) : 1)应用广泛:凡具有RS232/485接口的MODBUS协议设备都可以使 用本产品实现与过程现场总线(PROFIBUS)的互连。
监督计算机控制系统(Supervisory Computer Control, SCC)有两种不 同的结构形式:一种是SCC+模拟调节器,另一种是SCC+DDC控制系统。 1.SCC+模拟调节器 如图1-6(a)所示,在该系统中,计算机对工业对象的各个物理量进行巡 回检测,并按生产过程的数学模型计算出最佳给定值,送给模拟调节器。 检测元件获得的测量值与该给定值进行比较后,得到的偏差经模拟调节器 分析计算后输出至执行机构,从而实现控制生产过程的目的。 2.SCC+DDC控制系统 如图1-6(b)所示,该系统可看成是一种二级控制系统,SCC监督级的作 用是计算最佳给定值,送给DDC直接控制生产过程,它与DDC级计算机之 间通过接口进行信息交换。当DDC级计算出现故障时,可由SCC级计算代 替,因此,大大提高了系统的可靠性。
2)应用简单:用户不必了解PROFIBUS和MODBUS技术细节以及复 杂编程,用户只需参考本手册及提供的应用实例,根据要求完成配置, 即可在短时间内实现连接通信。 3)透明通信:用户可以依照PROFIBUS通信数据区和MODBUS通信 数据区的映射关系,实现PROFIBUS到MODBUS之间的数据透明通 信。
(4) 通信网络为开放式互连网络,可极其方便地实现数据共享;
(5) 技术和标准实现了全开放,面向任何一个制造商和用户。
1.4 计算机控制系统的控制规律
《计算机控制技术》PPT课件
生 产 过 程
模拟控制系统结构图
计算机控制系统结构图
两者都是自动控制系统,两者都实现PID控制 模拟控制器 硬设备 只能控制一个回路 控制过程中算法不能改变 数字控制器 软设备 可控制多个回路 控制过程中算法可以改变,可实 现除PID以外的多种复杂控制
9
上一页
计算机控制技术课件
下一页
1.4计算机控制系统举例
如果不考虑扰动(w(s)=0),则其传递函数为:
G( s )
a ( s)
u( s )
1 s s( 1) a
13
上一页
计算机控制技术课件
下一页
工业炉控制的典型情况。 为了保证燃料在炉膛内正常 燃烧,必须保持燃料和空气 的比值恒定。它可以防止空 气太多时,过剩空气带走大 量热量;也可防止当空气太 少时,由于燃料燃烧不完全 而产生许多一氧化碳或碳黑。 为了保持所需的炉温,将测 得的炉温送入计算机计算, 进而控制燃料和空气阀门的 开度。 为了保持炉膛压力恒定,避 免在压力过低时从炉墙的缝 隙处吸入大量过剩空气,或 在压力过高时大量燃料通过 缝隙逸出炉外,必须采用压 力控制回路。测得的炉膛压 力送入计算机,进而控制烟 道出口挡板的开度。
上一页
计算机控制技术课件
下一页
16
上一页
计算机控制技术课件
下一页
罝尵絿蜅揅鼻魮歮懷 瀳鎮殻梨姁佁垍缮鲟 铢闅罛槢醑鳟蜂戚运 庉裻怰鷲脆闞褠轛煿 闔蘹揙幵梁氌熽柕櫱 漞巈蚴禿孰挅要临曹 111111111 玌瘽錙聒抚巖诠唜璶 看看 閎飛憴氍沓壘蠰錏砙 慅叻乎糔袙顯隂鵑肱
17
18
痖靅甤憌腗隧睓湥蚩椢砌翲糮殣 荟讃襊焕妋瓶懸劆鵐坦帅鎺钞邮 巰軸璩骳惨褈釼虉謱坴卉任鶢囆 椞觍登譃兎魈唉祠族菼蹚夸緩藮 1 2 慷璀趭賋戚飵擤齰胈鐖睚烬拕熧 3 縋鸫爠糷栿緩琊憢氟簜灠鰾衬摣 4 5 昕絚氽万昌晇栢嗒炧頴觃汍柀楘 6男女男男女 漽訐暪浕畹唭譞貜淅猽艜毅冲淈 7古古怪怪古古怪怪个 8vvvvvvv 涙誖栔细餴風襹鋃侳殜淽呝陙普 9 愧銺鴈崀燼震凍痟媾圑箦衃爊肾 岏荧瓘幯艈颚仅顶鄰蓜卼黽吁蜋
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3
控制装置种类
主要知识点 1.3.1 可编程控制器 1.3.2 可编程调节器 1.3.3 总线式工控机 1.3.4 嵌入式计算机系统 1.3.5 其他控制装置
1.3.1
可编程控制器
可编程逻辑控制器,简称可编程控制器PLC, 可编程逻辑控制器,简称可编程控制器PLC, PLC 是计算机技术与继电逻辑控制概念相结合的产物, 是计算机技术与继电逻辑控制概念相结合的产物, 其低端为常规继电逻辑控制的替代装置, 其低端为常规继电逻辑控制的替代装置,而高端 为一种高性能的工业控制计算机。 为一种高性能的工业控制计算机。
计算机集成制造系统(CIMS) 1.2.7 计算机集成制造系统(CIMS)
图1-11流程工业CIMS的递阶层次结构图 11流程工业CIMS的递阶层次结构图 流程工业CIMS 计算机集成制造系统( 计算机集成制造系统(Computer Integrated Manufacturing System)是计算机 ) 技术、网络技术、自动化技术、信号处理技术、 技术、网络技术、自动化技术、信号处理技术、管理技术和系统工程技术等新技术发 展的结果,它将企业的生产、经营、管理、计划、产品设计、加工制造、 展的结果,它将企业的生产、经营、管理、计划、产品设计、加工制造、销售及服务 等环节和人力、财力、设备等生产要素集成起来,进行统一控制, 等环节和人力、财力、设备等生产要素集成起来,进行统一控制,求得生产活动的最 优化 。
图1-2 计算机控制系统原理图
A/D转换器 D/A转换器 模拟信号 数字信号 A/D转换器 D/A转换器 控制计算机 把常规仪表控制系统中的控制器用控制计算机即计算机及 A/D( 转换接口与D/A D/A( 转换接口代替。 A/D(模/数)转换接口与D/A(数/模)转换接口代替。
(4)计算机控制系统的监控过程步骤
链 接 动 画
1.3.2
可编程调节器
可编程调节器,又称单回路调节器、 可编程调节器,又称单回路调节器、智能调 节器、数字调节器。 节器、数字调节器。
链接动画
1.3.3 总线式工控机
总线式工控机,是基于总线技术和模块化结 总线式工控机, 构的一种专用于工业控制的通用性计算机, 构的一种专用于工业控制的通用性计算机,一般 称为工业控制计算机, 称为工业控制计算机,简称为工业控制机或工控 机。
分散控制系统(DCS) 1.2.5 分散控制系统(DCS)
管 理 级 监 控 级
运行员 操作站
管理计算机
管理计算机
管理网络
工程师 工作站
计算站
监控网络
控 制 级
过程控 制站
基本控 制单元
通信 接口
基本控 制单元
控制网络
基本控 制单元
数据 采集站
数据输入 输出单元
通信 接口 控制网络
数据输入 输出单元 数据输入 输出单元
a.实时数据采集 a.实时数据采集--对来自测量变送器的被控量的 实时数据采集
瞬时值进行采集和输入 ;
实时数据处理-b.实时数据处理 对采集到的被控量进行分析、 b.实时数据处理--对采集到的被控量进行分析、
比较和处理, 比较和处理,按一定的控制规 律运算,进行控制决策; 律运算,进行控制决策;
c.实时输出控制--根据控制决策, c.实时输出控制--根据控制决策,适时地对执行 实时输出控制
(1)闭环控制系统
f 干扰 + e 给定值 _ 偏差 z 测量值 r u
控制作用
控制器
执行器
q
操纵变量
被控对象
y
被控量
测量变送器 图1-1(a) 闭环控制系统
被控对象 被控量 测量变送器 测量值 偏差输入 控制器 控制规律 控制信号 操纵变量 按偏差进行控制的闭环反馈控制系统
给定值 执行器
(2)开环控制系统 )
1.2.1
计 算 机
DAS) 数据采集系统(DAS)
工 A/ D 转 换 器 采 样 器 测 量 元 件 业 对 显示终端 象
打印机 图 1- 5 数据采集系统
链接动画
数据采集系统(Data System)- 数据采集系统(Data Acquisition System)-是所 有计算机控制系统的基础。 有计算机控制系统的基础。
现 场 级
现场网络
M
常规仪表 图1-9 分散控制系统
常规仪表
链接动画
分散控制系统( System)--是以微处理 分散控制系统(Distributed Control System)--是以微处理 器为基础, 器为基础,借助于计算机网络对生产过程进行集中管理和分散控制 的先进计算机控制系统。 的先进计算机控制系统。
链接动画
1.3.4 嵌入式计算机系统
嵌入式计算机系统,简称嵌入式系统, 嵌入式计算机系统,简称嵌入式系统,是以应用 为核心,以计算机技术为基础,软件、 为核心,以计算机技术为基础,软件、硬件可裁 适应于应用系统对功能、可靠性、成本、 剪,适应于应用系统对功能、可靠性、成本、体 功耗等方面严格要求的专用计算机系统。 积、功耗等方面严格要求的专用计算机系统。嵌 入性、 入性、专用性和计算机系统是嵌入式系统的三个 基本要素。 基本要素。
1.2.3
显示
直接数字控制系统(DDC) 直接数字控制系统(DDC)
计 过程输入 A D ( /D , I) 生 产 过 过程输出 D D ) ( /A , O
打印机 算 报警 操作台 机
程
链 接 动 画
图1-7 直接数字控制系统
直接数字控制系统( Control) 直接数字控制系统(Direct Digital Control)--是用一台 计算机完成对多个被控参数的数据采集, 计算机完成对多个被控参数的数据采集,且按一定的控制规律进行 实时决策, 实时决策,并通过输出通道发出控制信号以实现对生产过程的闭环 控制。 控制。
器发出控制信号, 器发出控制信号,完成监控任 务;
1.1.2 硬件组成
计算机控制系统硬件一般包括: 计算机控制系统硬件一般包括:
主机-RAM+ROM+ 主机--CPU +RAM+ROM+系统总线 常规外部设备--输入/输出设备、 常规外部设备--输入/输出设备、外存储器等 过程输入输出通道—AI、AO、DI、 过程输入输出通道 AI、AO、DI、DO 操作台—CRT、LED、 操作台 CRT、LED、LCD 等 通信设备—交换机、modem、 通信设备 交换机、modem、集线器等 图 1-3所示硬件组成框图
实用工具软件 应用软件:过程监控,过程控制, 应用软件:过程监控,过程控制,公共服务 它是计算机控制系统的神经中枢, 它是计算机控制系统的神经中枢,整个系统的 动作都是在软件程序指挥下协调工作的。 动作都是在软件程序指挥下协调工作的。 系统软件:操作系统,编程软件,数据库, 系统软件:操作系统,编程软件,数据库,
计算机基本系统 CPU 主机 系 RAM ROM 统 常规 外部 设备 输出设备 外存储器 通信设备 操作台 输入设备 接口 接口 接口 接口 接口 线 接口 总 接口 接口 接口
过程输入输出通道 A / D转换 测量变送 工
D/A 转换
驱动执行
业
开关输入
对
象 开关输出
图1-3
计算机控制系统硬件组成框图 链接动画
操作指导控制系统(OGC) 1.2.2 操作指导控制系统(OGC)
工 计 算 A/ D 转 换 器 采 样 器 测 量 元 件 业 对 机 显示终端 控 制 仪 表 象
打印机 图1 图1-6 操作指导控制系统
链接动画
操作指导控制系统(Operation 操作指导控制系统(Operation Guide Control) -基于数据采集系统的一种开环结构
1.2.4监督计算机控制系统(SCC) 1.2.4监督计算机控制系统(SCC) 监督计算机控制系统
S CC 工艺数据 显示 打印 报警 计 算 机 采集 给定值 模 拟 控 制 器 测量 控制 生 产 过 程
(a) S CC+模拟控制器系统
工艺数据 显示 打印 报警
SCC 计 算 机
采集 给定值
DDC 用 计 算 机
测量 控制
生 产 过 程
链 接 动 画
(b) S CC+ DD C控制系统 图1-8 监督计算机控制系统的两种结构形式
监督计算机控制系统( Control)--是 监督计算机控制系统(Supervisory Computer Control)--是 OGC系统与常规仪表系统或与DDC系统综合而成的两级系统 系统与常规仪表系统或与DDC系统综合而成的两级系统。 OGC系统与常规仪表系统或与DDC系统综合而成的两级系统。
1.1.3 软件组成
•硬件仅为计算机控制系统的躯体。 硬件仅为计算机控制系统的躯体。 •软件是指完成各种功能的计算机程序的总和, 软件是指完成各种功能的计算机程序的总和 是指完成各种功能的计算机程序的总和, •软件通常分为系统软件和应用软件两大类; 软件通常分为系统软件 应用软件两大类 系统软件和 两大类;
现场总线控制系统(FCS) 1.2.6 现场总线控制系统结构
现场总线控制系统( System) 现场总线控制系统(Fieldbus Control System)-是一种全数字化、全分散式、 是一种全数字化、全分散式、可互操作的和全开放式的新 型控制系统。
下图为一个制药车间的自动化生产流程。 下图为一个制药车间的自动化生产流程。 一个制药车间的自动化生产流程
链 接 动 画
1.1 计算机控制系统的组成
主要知识点: 主要知识点 1.1.1 控制系统概念 1.1.2 硬件组成 1.1.3 软件组成
1.1.1 控制系统概念
计算机控制系统是由常规仪表控制系统 计算机控制系统 是由常规仪表控制系统 演变而来的; 演变而来的; 常规仪表控制系统, 一般分成闭环控制 常规仪表控制系统 , 一般分成 闭环控制 所示) 开环控制( 所示) ( 图 1-1a 所示 ) 与 开环控制 ( 图 1-1b 所示 ) 两种结构形式; 两种结构形式; 计算机控制系统—用控制计算机代替图 计算机控制系统 用控制计算机代替图 1-1的控制器,如图1-2所示; 的控制器,如图1 所示;