刮沫机PLC控制系统设计
基于PLC的除尘设备控制系统设计
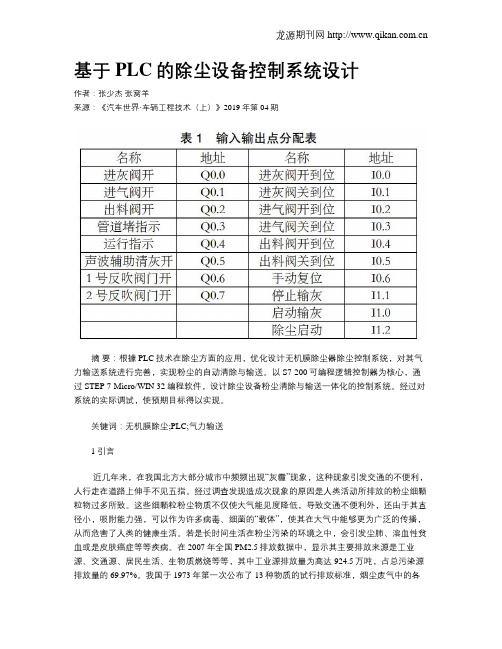
基于PLC的除尘设备控制系统设计作者:张少杰张窝羊来源:《汽车世界·车辆工程技术(上)》2019年第04期摘要:根據PLC技术在除尘方面的应用,优化设计无机膜除尘器除尘控制系统,对其气力输送系统进行完善,实现粉尘的自动清除与输送。
以S7-200可编程逻辑控制器为核心,通过STEP 7-Micro/WIN 32编程软件,设计除尘设备粉尘清除与输送一体化的控制系统。
经过对系统的实际调试,使预期目标得以实现。
关键词:无机膜除尘;PLC;气力输送1 引言近几年来,在我国北方大部分城市中频频出现“灰霾”现象,这种现象引发交通的不便利,人行走在道路上伸手不见五指。
经过调查发现造成次现象的原因是人类活动所排放的粉尘细颗粒物过多所致。
这些细颗粒粉尘物质不仅使大气能见度降低,导致交通不便利外,还由于其直径小,吸附能力强,可以作为许多病毒、细菌的“载体”,使其在大气中能够更为广泛的传播,从而危害了人类的健康生活。
若是长时间生活在粉尘污染的环境之中,会引发尘肺、溶血性贫血或是皮肤癌症等等疾病。
在2007年全国PM2.5排放数据中,显示其主要排放来源是工业源、交通源、居民生活、生物质燃烧等等,其中工业源排放量为高达924.5万吨,占总污染源排放量的69.97%。
我国于1973年第一次公布了13种物质的试行排放标准,烟尘废气中的各物质含量也受到了严格制约,在工业高速发展的今天,除尘设备如何高效环保的处理工业生产中的产生的“烟尘”已经成为了一个热点性的问题。
2 控制要求及工艺流程2.1 除尘设备简介无机陶瓷膜除尘器是目前最具潜力的新型除尘设备,因为无机膜本身由无机高分子或是一些耐性优秀的分子构成,所以相比较于其他除尘设备,无机膜本身就具有耐高温耐腐蚀性能优秀的特点,所以无机膜除尘器能更有效的应用于高温烟气的除尘之中。
本文所设计的控制系统的设备主体主要由无机陶瓷膜管,引射器,空压机等等器件构成。
本设备建设在贵州遵义一纸箱厂用于处理该厂内4t/h燃煤锅炉所排放的烟尘气体。
自动泡沫成型机控制系统设计

自动泡沫成型机控制系统设计编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(自动泡沫成型机控制系统设计)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为自动泡沫成型机控制系统设计的全部内容。
自动泡沫成型机控制系统设计研发摘要可发性聚苯乙烯(Expandable Polystyrene,EPS),化学名称为聚苯乙烯和苯乙烯系共聚物,它一种是由树脂、物理发泡剂以及其他添加剂以一定比例混合而成的物质.其被大量应用于如建筑领域的屋面隔热、墙体保温、EPS夹芯板、简易活动板房等方面.类似的泡沫塑料制品主要由EPS成型机加工制造而成,EPS颗粒原料在其内部经过预发机发泡,再经干燥、熟化等相关处理后被送入成型模腔内,后续还要通入蒸汽加热并维持模腔内蒸汽压力以使加热工程顺利完成,再经过发泡与保温熔结过程,此时的EPS泡沫已经初步成型,再经过排污冷却定型后即可制成相应的板材制品[1]。
关键字:EPS 应用成型机Automatic Foam Molding Machine Control System Design andDevelopmentABSTRACTPolystyrene (Expandable Polystyrene, EPS), its chemical name is Polystyrene and styrene copolymer, it is a kind of material mixed by the resin,the physical foaming agent and other additives to mixed with certain proportion。
基于PLC的火电厂除尘控制系统设计

基于PLC的火电厂除尘控制系统设计摘要:随着经济的发展,人们对美好生活的需求越来越强烈。
这包括环境的要求。
燃煤电厂的粉尘污染是最严重的。
原因是烟雾或燃料中的灰尘不好。
有效控制。
因此,为了降低火电厂特别是输煤系统空气中的粉尘浓度,各电厂都采取了相应的措施,如控制粉尘来源、安装各种类型的收尘器等。
关键词:火电厂;除尘系统;PLC;组态软件1 PLC控制技术概述1.1 PLC控制原理PLC是一种具备内部存储器、I/O接口、编码器、CPU、电源等功能的智能控制装置。
它也被称作可编译器掌控逻辑装置,这使得PLC装置可通过剧情的接口接纳。
实现工业生产所需的控制逻辑的外部程序。
1.2 PLC控制的流程在于整个控制之中,编码器通过I/O口接管传送的信息,展开编译之后传送给CPU展开处理操作,依据制造需输入掌控命令。
1.3 PLC控制的特点和传统的继电器控制电路相对,PLC掌控具备可靠性高、抗干扰能力强、设施齐备、功能完善、适用性强、易学易用、设计工程工作量小、修理方便、易形变、体积小、重量轻、能耗低等特点。
2火电厂除尘控制系统设计2.1除灰系统总体设计燃煤机组气动除灰系统当作电厂辅助系统之一,于电厂之中起着举足轻重的作用。
除灰系统的工作过程是将静电除尘器搜集到的粉煤灰通过气力输送运送到灰库,然后装车运输或是采用搅拌机将其打湿。
整个过程作为密封管道运送。
电除尘搜集的积尘通过阀门转入流化下方罐,再次转入罐泵,通过运送空气压缩机。
其中,空压机使用正在压法把烟尘运送到灰仓,灰化过程完结。
灰从灰桶转入压力罐,接着转入灰仓。
如图1所示的单料斗与压力罐系统示意图,单压力罐有三条线。
第一条管道是加热管道,自灰斗到压力罐。
其作用是把灰斗之内的灰汽化到压力罐内,避免灰堆积阻塞管道;第二条管道是压力罐气化。
在管道之中,通过空压机送出的空气充份流化压力罐的灰粉;第三条管道是输灰管道,如果压力罐的出料阀开启之后,流化之后的煤灰流入压力罐,最终转入灰渣仓。
基于PLC的除尘清洁设备的设计

基于PLC的除尘清洁设备的设计摘要除尘清洁设备是一种为清洁加工工件设计的专用机床,随着制造业的不断发展,各种不同种类的除尘清洁设备在不同的行业内得到了广泛的应用,大幅度提高了生产效率。
20世纪末期,PLC与交流伺服技术飞速发展,基于PLC和交流伺服的运动控制系统开始被广泛的应用于各种数控机床中,同样,在除尘清洁专用机床中应用也是相当广泛。
专用机床除尘清洁装置一般主要由工作台与清洁气源组成,这台除尘清洁设备的设计主要用于轮胎模具的表面清洁,轮胎模具放在圆形回转工作台上,由变频器驱动回转工作台旋转并进行调速,交流伺服控制清洁气源做精确地进给运动。
PLC(可编程控制器)是除尘清洁设备的核心部分,对设备的运动系统以及逻辑开关综合控制。
关键词除尘清洁设备交流伺服PLC运动控制The Design of Dust CleaningEquipment Based on PLCAbstractThe dust cleaning equipment is a kind of special machine that is designed to clean the work piece. With the continuous development of the manufacturing sector, a variety of different types of dust cleaning equipment has been widely used in different industries, it has greatly improved production efficiency.Late 20th century, PLC and AC servo technology has developed rapidly, the motion control system based on PLC and AC servo began to be widely used in a variety of CNC machine tools, similarly, the application in special machine cleaning dust is quite extensive.Dust cleaning machine tools are generally composed of the table and cleaning gas source. This dust cleaning equipment is designed primarily for cleaning the surface of the tire mold, Tire mold is placed on the circular rotary table, and the rotary table is driven by the inverter, AC servo controlls clean air supply to make precise feed motion. PLC (Programmable Logic Controller) is the core of the dust cleaning equipment, responsible for controlling the movement of the device as well as logic switching system.Keywords Dust Cleaning Equipment AC servo PLC Motion control目录Abstract (II)第1章绪论 (1)1.1 PLC与交流伺服的发展概况 (1)1.1.1 PLC的发展与应用 (1)1.1.2 交流伺服的发展概况 (2)1.2 PLC概述 (2)1.2.1 PLC的基本概念 (2)1.2.2 PLC的特点及应用领域 (3)1.3 基于PLC控制的伺服系统概述 (3)1.4 本章小结 (4)第2章除尘设备的主要功能及其实现方案 (5)2.1 除尘设备的主要功能解析 (5)2.2 除尘清洁设备控制系统的组成 (6)2.3 除尘清洁设备相关功能的实现方案 (6)2.3.1 关于工作台限定圈数的实现方案 (6)2.3.2气源开启时工作台恒线速要求的实现方案 (9)2.3.3 气源定位精度需确保在±1mm内的可行性分析 (9)2.3.4 运动机构自动回零的实现方案 (11)2.3.5 自动工作时间限定20分钟的可行性分析 (12)2.4 本章小结 (13)第3章PLC伺服驱动器、变频器在除尘设备中的应用 (14)3.1 PLC在控制系统中的应用 (14)3.1.1 PLC的I / O口分配 (14)3.1.2 PLC在控制系统中的功能 (15)3.1.3 系统涉及的相关指令及PLC的编程 (16)3.2 伺服驱动器及其伺服电机的应用 (21)3.2.1 伺服电机工作方式的选择以及相关功能阐述 (21)3.2.2 伺服驱动器的接线方法 (22)3.2.3 伺服驱动器的参数设置 (24)3.3 变频器对旋转工作台的控制 (26)3.3.1 变频器的接线 (26)3.3.2变频器参数设置 (27)3.4 变频器对旋转工作台的控制 (29)3.5 本章小结 (29)第4章除尘清洁设备综合设计 (30)4.1 除尘清洁设备相关元件的选型 (30)4.1.1 PLC的选型 (30)4.1.2 伺服驱动器及伺服电机的选型 (30)4.1.3 变频器的选择 (31)4.2 电器元件布置图 (31)4.3 除尘清洁设备综合设计 (32)4.3.1 电气连线及电气原理图 (32)4.3.2 PLC编程 (33)4.4 本章小结 (33)结论 (34)致谢 (35)参考文献 (36)附录 (37)第1章绪论随着工业水平的不断提高,数控机床被广泛的应用于工业的各个领域,各种专用、通用机床在机械制造等各个行业发挥着不可替代的作用。
除尘室PLC控制系统的设计说明

除尘室PLC控制系统的设计【摘要】PLC由于具有结构简单、编程方便、功能完善、可靠性高、体积小、维护方使等特点,近年来被广泛地应用于各种控制。
本文介绍了某无污染、无尘车间进门时对人或物进行除尘的过程。
在所设计的系统中,人或物进入无污染、无尘车间前,首先需在除尘室严格进行指定时间的除尘才能进入车间。
文中确定了CPU主机模块及其扩展模块的选择,以及文中所用到的器件的选型并给出实物图及其与主机相连接的总体连接图。
完成了I/O分配、梯形图的逻辑编程。
能够达到毕业设计中所要求的用PLC完成除尘室各个器件的动作。
通过调试该系统可以应用于实际生产中去。
关键词:PLC 除尘室控制Abstract:PLC has been widely used in a variety of control in recent years because of its simple structure;easy programming, perfect functions and high reliability,small size,easy to maintain. Introduced process of removal.In this system,people must be dusted before enter the workshop. This paper defines the CPU host module and the expansion module selection, and selection device used in this article and the physical map and its population is connected to a mainframe connection diagram. The logic programming I/O distribution, ladder diagram. To achieve the curriculum design the requirements of dust all indoor device with a PLC action. Can be applied to actual production.Key words:PLC Dusting rooms Control目录1 PLC知识简介.............................................. 错误!未定义书签。
基于PLC静电除尘控制系统的设计
闭合运行 开关 , 系统先进行预加 热 ,之后 电机 的振 打 ,保 温箱的加热 ,灰斗的加 热和卸灰 ,消防警报 等都会按 照 系统
控 制要 求 自动运行 ,进行较 高效率的除尘工作。
算 8 】 程周 . 可 编 程 序 控 制 器 原
理 与应 用【 M】 . 北京 : 高等教 育 出版
社, 2 0 0 3 : 1 5 9 - 2 0 3 .
E L E C T R O N I C S WO R L D・ 技 术 交 流
基于P L C 静 电除 尘控 制 系统 的设 计
滨 州学院航 空工程 学院 高 坤
【 摘 要 】伴 随着我 国经济和 工业的现代化 快速发展 ,粉 尘污染对人 们的健康及 其赖 以生存的环境 构成 巨大威胁 。本文
2 0 1 0 , 2 0: 9 1 .
[ 4 】 陈鹏 . 静 电除尘 器 除尘 效 率
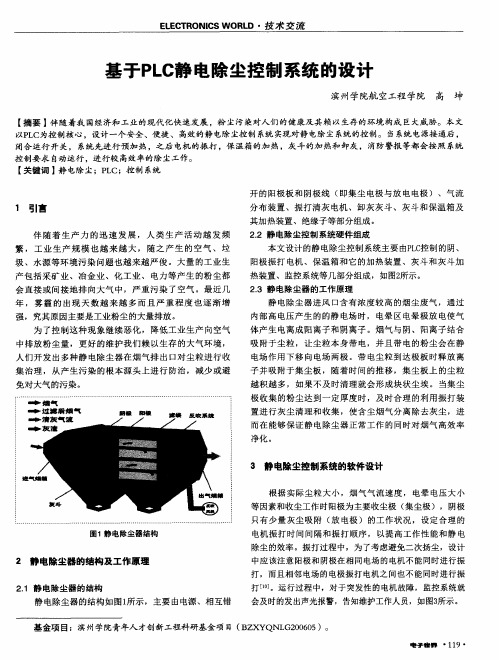
图2 静 电除尘控制系统硬 件组成
影响 因素的研 究[ D】 . 东北 大学, 2 0 0 9 .
[ 5 】 李 文 国, 郭瑜 , 董 为 民, 许 立 梓. P L C 在静 电除尘监控 系统 中的应
会 直接或 间接 地排 向大气 中,严重污 染 了空气 。最近 几 年 ,雾 霾 的 出 现 天数 越 来 越 多 而 且严 重 程 度 也 逐 渐 增
分布 装置 、振打 清灰 电机 、卸灰灰 斗 、灰 斗和 保温箱及
其加热装置 、绝缘子等部分组成 。 2 . 2 静电除尘控制 系统硬件组成 本文设计 的静 电除尘控制 系统主要 由P L C 控制 的阴、 阳极振打 电机 、保温 箱和它 的加 热装置 、灰斗 和灰 斗加 热装置 、监控 系统等几部分组成 ,如图2 所示 。
基于PLC的摩擦压力机自动控制系统设计

Design of Automatic Control System of Friction Press Based on PLC
YUAN Jin - quan
( Department of Electrical Engineering, Jiangsu Maritime Institute, Nanjing 211170 , China) Abstract: Through analysis on the current working situation of the friction press, it was put forward that PLC ( programmable logic controller) could be used to design the automatic control system instead of the manual control. The design of the automatic control system was divided into three parts, they were “hardware design ” , “software design ” and“temporary control interface system ” . The hardware design builded the control system by taking Siemens S7 - 200 as acore. The software design was mainly in the work process of the friction press. The monitoring interface design emphasized the use of the Wincc flesible HMI software, and the connection options of the touch screes corresponding to PLC connection address etc. Key Words: PLC ; friction press; control system
一种基于PLC智能化的全自动粉碎控制系统设计
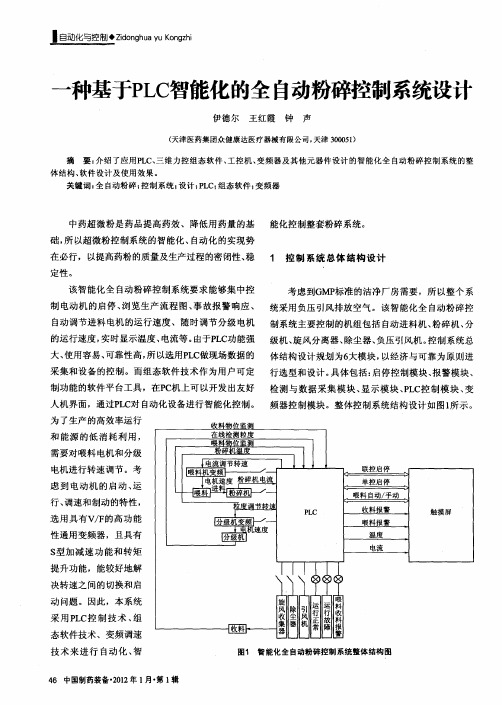
体结 构、 软件设计 及使用 效果 。 关键 词: 自动粉 碎 ; 全 控制 系统 ; 设计 ; L 组 态软件 ; 频器 P C; 变
中药超 微粉 是药 品提 高药 效 、降低用 药 量 的基 能化控 制整套粉碎 系统 。
础 , 以超 微粉控 制系 统 的智 能化 、 所 自动化 的实现势 在必行 , 以提高药粉 的质量及 生产过程 的密 闭性 、 稳 1 控 制 系统 总体 结构 设计
报警 模 块主 要 为报 警指 示灯 及触 摸 屏 组态 软件 变 频 调速 是通过 改变 电动 机 定子供 电频率 来改变 同 报 警模 块 及记 录 , 体 为各个 机 组故 障报 警 、 料仓 步 转速 实现 的 ,所 以在调 速过 程 中从 高速 到低 速都 具 喂 因此 , 具有 高效率 、 宽范 围 、 接 近 空报警 、 收料仓 接近 满报 警 、 电流 报警 等 。实 可 保 持有 限的转 差功 率 。 过 现 了在 无 人看 守情 况下 的 自动报 警功 能 。
13 检 测 与数 据 采集模 块 .
高精度 的调速性 能 。 在本 控制系 统 中 , 通过 调节进 料
机 的频率来 控 制进料 速度 ,从 而控 制粉 碎机 达 到高
主要 由喂料 仓和 收 料仓 的 光 电传 感 器检 测 物料 负荷稳 定运 行 ,通过 调 节分级 机 的频 率来 控制粉 碎
行 、 速和制 动 的特性 , 调
选用 具 有V F 高功 能 /的
性通 用变频器 ,且 具有 S 加 减速 功 能和 转 矩 型 提升 功能 ,能较好地 解 决转 速之 间的切换 和启 动 问题 。因此 ,本 系统 采 用 P C控 制 技 术 、 L 组 态 软件技术 、变频 调速 技 术 来 进 行 自动 化 、 智
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刮沫机PLC控制系统设计
天津石化公司阎高斌
刮沫机是污水处理系统中的重要设施之一,炼油过程所产生的含油污水只有通过刮沫机将其表层的污油刮掉,实现油水分离后,才能进入后序的曝气处理。
现介绍用P比控制我公司炼油厂污水处理场的六台刮沫机的控制系统。
1.工艺过程
图1为刮沫机工作过程示意图。
起动后刮板翻上,经短暂停车后刮沫机开始回车(若起动前刮板已翻上,则“翻板”及“停车”工序省略),刮板上翻的目的是避免回车过程中出现油泥倒刮现象。
“回车”
到位后,刮板下翻,作刮泥准备。
2.系统设计
我们用PLC上对六台刮沫机进行集中控制,工序变换由原来的检测切换变为完全的定时控制,使控制系统完全脱离现场。
(1)硬件设计
系统选用NBl一P40型PLC,其I/O点可自由组合,采用继电器节点独立输出,为硬件设计提供了方便。
电动机拖动用接触器(010——10)线圈由PLC输出继电器节点驱动,实际需占用输出点12点。
考虑到今后扩充可能,我们将I/O组合成26/24点,地址分配见附表。
(2)系统软件设计
由于刮沫机起动是通过一个按纽控制的,起动后刮车运行方向判断与确定则是软件设计首先要考虑的问题,也就是说刮车运行方向必须与刮板的状态相对应。
如果刮板翻下,而起动后刮沫机作“回车”运行,就会产生污水倒刮现象;同样,如果利板翻上,而起动时刮板作“刮泥”运行,就会形成一次无效循环过程。
要使小车起动后运行方向与刮板状态相对应,PLC 就必须对刮车起动前刮板的实际位置具备记忆功能。
事实上,当刮沫机正常工作时,工序状态与刮板的位置具有对应关系,即在刮泥状态刮板翻下,回车状态刮板翻上。
由此可见,记住了“上一次”停车前工序状态,也就记住了刮板的位置。
如图2为状态记忆梯形图。
回车时Y014吸合,使M0009吸合并保持。
当某工序被人为停止,即停车时,M0009仍保持吸合状态,表明停车前刮板处于下翻位置,这为下一次起动时确定运行方向提供了依据。
同理,M000A是刮板上翻的重要标志。
每台刮沫机我们都选用
两个定时器,分别对其
进行定时。
暂停时间也
是通过另外的定时器来
控制。
PLC的C/T本身
不具有记忆功能,小车
运行过程中若被人为停
车,定时器自动回零,
当再起动时,定时器只
能从零开始计时。
Array因此,如果对有关的定时器数
据不作记录处理,就会产生这
样的后果,即当刮车停在中间
某一位置,而被再行起动时,
在第一个工序(“回车”或“刮
泥”)行程中,电动机会产生一
定时间的堵转,而PLC拥有
丰富的数据寄存器D,它们具
有断电后数据保持功能。
如果
将运行中T的动态数据不断
传送到D中,停车后,T的
数据就被完整地保存在D中,
当下次起动时,再将D中的数
据回传给T,就能很好地解决
计时连续性问题。
如图3是实
现连续计时功能的框图。
我们对六台刮沫机分别设定了计数器,其参数设定为6,即刮沫机运行6个循环后自动停车。
《电气时代》2000年第2期。