光固化快速成型工艺对模具成型零件精度的影响
快速成型技术原理及成型精度分析

机技术 的快速发展和三维 C A D 软 件 应 用 的 不 断 推 广, 越 来越 多 的产 品基 于三 维 C A D设 计 开发 , 使得 快
J I NG Hu i
( X i a n J i a o t o n g U n i v e r s i t y , X i a l z S h a a n x i 7 1 0 0 4 9 ,C h i n a )
Ab s t r a c t :B a s i c p i r n c i p l e s o f r a p i d p r o t o t y p i n g a r e i n t r o d u c e d P in r c i p l e s ,ma t e i r a l s a n d f a c t o r s a f f e c t i n g p r e c i s i o n o f f o u r r a p i d
研 机 构和 大学 都 在进 行 相 关 方 面 的研 究 。 随着 计 算
模型近似 处理 为 S T L格 式 文 件 , 根据 工艺要 求 , 把
S T L格式 的三维模 型 按一 定厚 度进 行 分层 处 理 , 得 到 零 件 的二 维截 面数 据 ; ( 3 )根据 每 一层 的截 面数 据 , 以特定 的成 型方法 生成 与该 层截 面形 状一 致 的薄 片 , 反复进 行 这一 过程 并 逐 层 累加 , 直 到完成 整个 零件 ; ( 4 )后处 理 , 如去 除 支撑部 分 、 表 面抛光 、 光 固化 成型 的后 固化 等 。 快速 成 型技术 体 系如 图 1 所示。
快速成型技术的心得心得:如何提高成型效率和质量
快速成型技术的心得心得:如何提高成型效率和质量快速成型技术的心得:如何提高成型效率和质量随着科技的不断进步,各种新型加工技术层出不穷。
其中快速成型技术因其快速、高效、精准等优点,在工业设计、医疗、航空航天等领域得到广泛应用。
然而,快速成型技术对成型效率和质量的要求很高,如何提高成型效率和质量成为了制约其应用的主要因素。
本文将从优化设计、材料选择、后处理等多个方面阐述如何提高成型效率和质量。
一、优化设计设计是成型的关键因素。
一个优秀的设计可以在一定程度上缩短成型周期,提高成型质量。
优化设计的具体操作有以下几个方面:1、简化构型。
设计简单的构型可以减少连接点、支撑点,降低成型难度。
如在SLA快速成型技术中,简单的构型可以降低生成的悬空部分,避免出现变形或断裂。
2、优化结构。
结构设计的优化可以经过预测、模拟和试验三个阶段完成。
预测阶段可以使用有限元方法对部件进行静态或动态分析,计算应力和变形。
模拟阶段可以将数字模型导入软件中进行仿真。
试验阶段可以将优化后的设计进行制作和测试。
3、合理放置支撑结构。
在使用部分快速成型技术时,支撑结构的设置至关重要。
任何快速成型技术都需要一定的支撑结构,以保证成型构型的稳定性。
但是,支撑结构太多、太大、太密集会直接影响成型效率和质量。
因此,在设计过程中,合理放置支撑结构是提高成型效率和质量的关键之一。
二、材料选择快速成型技术的材料也是影响成型效率和质量的重要因素。
每种材料都有各自的特点,对成型性能、机械性能、化学性能等指标都有不同的要求。
其中,选择合适的材料是非常关键的。
如果选择了质量低劣的材料,将直接影响成型效率和成型质量。
在选择材料时,应注意以下几点:1、优先考虑适用性。
在原材料不同的情况下,适用于具体快速成型技术的材料不同。
因此,在选材时,首先应考虑应用的快速成型技术。
2、考虑机械性能和化学性能。
材料的机械性能和化学性能是直接影响成型效率和质量的因素。
其中,机械性能受材料在力学中的表现影响,而化学性能则受其在化学中的表现影响。
典型RP第2章 光固化快速成型(SLA)工艺PPT课件
2-1 光固化快速成型工艺的基本原理和特点
❖ 2.1 光固化成型的基本原理
图2-1 光固化快速成型工艺原理
液槽中盛满液态光敏树脂,氦-镉激 光器或氩离子激光器发出的紫外激光 束在控制系统的控制下按零件的各分 层截面信息在光敏树脂表面进行逐点 扫描,使被扫描区域的树脂薄层产生 光聚合反应而固化,形成零件的一个 薄层。一层固化完毕后,工作台下移 一个层厚的距离,以使在原先固化好 的树脂表面再敷上一层新的液态树脂, 刮板将粘度较大的树脂液面刮平,然 后进行下一层的扫描加工,新固化的 一层牢固地粘结在前一层上,如此重 复直至整个零件制造完毕,得到一个 三维实体原型。
4
2-1 光固化快速成型工艺的基本原理和特点
图2-2 光固化成型制造过程中残留的多余树脂
因为树脂材料的高粘性,在每层固化之后,液面很难在短时间内 迅速流平,这将会影响实体的精度。采用刮板刮切后,所需数量 的树脂便会被十分均匀地凃敷在上一叠层上,这样经过激光固化 后可以得到较好的精度,使产品表面更加光滑和平整。
12
2-2 光固化快速成型材料及设备
(3)混杂型光固化树脂
目前的趋势是使用混杂型光固化树脂。其优点主要有: 1)环状聚合物进行阳离子开环聚合时,体积收缩很小甚至
产生膨胀,而自由基体系总有明显的收缩。混杂型体系可以设计 成无收缩的聚合物。
2)当系统中有碱性杂质时,阳离子聚合的诱导期较长,而 自由基聚合的诱导期较短,混杂型体系可以提供诱导期短而聚合 速度稳定的聚合系统。
20
2-2 光固化快速成型材料及设备
21
2-2 光固化快速成型材料及设备
(4)DSM公司的SOMOS系列
DSM公司的SOMOS系列环氧树脂主要是面向光固化快速成型开发的系列材料, 部分型号的性能及主要指标如下表所示。
光固化成型的原理与应用
光固化成型的原理与应用1. 引言光固化成型是一种广泛应用于制造业的先进技术,它通过利用光的能量将液态物质固化为固体物质。
光固化成型在多个领域都有着重要的应用,如三维打印、光刻、涂料涂覆等。
本文将详细介绍光固化成型的原理和一些典型的应用。
2. 光固化成型的原理光固化成型的原理基于光敏材料的特性。
当光敏材料受到适当波长的光照射时,会发生化学反应导致材料固化。
这种光敏材料通常包含光聚合剂、光引发剂和助剂等成分。
在光固化成型过程中,光聚合剂会通过光引发剂的作用将液态物质聚合成固体物质。
3. 光固化成型的应用3.1 三维打印光固化成型在三维打印领域有着广泛的应用。
传统的三维打印技术需要逐层叠加打印材料,而光固化成型技术可以直接将液体材料通过光固化成为固体,大大缩短了打印时间。
同时,光固化成型还能够实现更高精度和更复杂的结构,使得三维打印技术具备更广阔的应用前景。
3.2 光刻光刻是集成电路制造过程中的一项重要工艺。
光固化成型技术可以用于制作光刻胶模板,通过控制光的照射来实现对光刻胶的固化,从而在制造集成电路时得到精密细致的图案和结构。
光固化成型在光刻领域的应用使得集成电路的制造变得更加高效和精确。
3.3 涂料涂覆光固化成型技术在涂料涂覆领域也有广泛的应用。
通过将光固化剂添加到涂料中,在光的照射下使涂料迅速固化,能够大大缩短涂料固化时间,提高生产效率。
同时,光固化成型还可以实现涂料的高度均匀分布和表面光滑度的提高,使得涂料涂覆更加均匀和美观。
4. 光固化成型的优势光固化成型技术相比传统制造方法具有以下几个显著的优势:•快速:光固化成型能够实现快速成型,节约时间和成本。
•精度高:光固化成型可以实现高精度和复杂结构的制造,满足不同需求。
•环保:光固化成型过程中无需使用化学药剂,对环境污染较小。
•工艺稳定性好:光固化成型技术成熟稳定,生产过程可控性强。
5. 结论光固化成型作为一种先进的制造技术,在多个领域都得到了广泛的应用。
快速成型技术-第六章

6.1 快速成型技术前期处理精度
1、三维建模的形体表达方法 随着计算机辅助设计技术的飞速发展,出现了许多三维建模的形体表达方 法,目前常见的有以下几种: (1) B-Rep法(Boundary Representation,边界表达法), B-Rep法是根据顶 点、边和面所构成的表面来精确地描述三维实体模型的,其优点是能快速 地绘制出立体或线框模型;缺点是由于其数据是以表格的形式出现的,因 此空间的占用量较大,描述不一定是唯一的,所得到的实体有时不很精确, 有可能会出现错误的孔洞和颠倒现象。 (2) CSG法(Constructive Solid Geometry,构造实体几何法),CSG法又称 为 BBG (Building-Block Geometry,积木块几何法),这种方法采用的是布 尔运算法则,将一些较简单的如立方体、圆柱体等体元进行组合,得到复 杂形状的三维实体模型。其最大优点是数据结构简单,无冗余的几何信息, 实体模型也较真实有效,且可以随时修改;缺点是该实体算法很有限,构成 图形的计算量较大而且费时。
(Solid Modeling)和表面造型(Surface Modeling)功能,后者对构造复杂的自由曲面有 着重要的作用。常用三维建模软件种类及特点已在第五章详细论述,目前用得最多 的是Pro/E软件,由于此软件具有强大的实体造型和表面造型功能,可以构造任意复 杂的模·型,因此被广泛使用。
(1) Pro/E软件。Pro/E是美国参数技术公司(Parametric Technology Corporation, PTC)研发的一个非常成功的建模软件。Pro/E软件彻底改变了机械CAD, CAM等传 统观念,采用参数化、数字化特征进行产品的三维建模,目前它已成为当今世界机械 领域的新标准。利用Pro/E软件进行产品的建模设计,能将设计至生产全过程进行有 机地集成,让所有用户都同时参与进行同一产品的设计与制造工作。
3D打印成形技术
感谢聆听
学习单元一
四、光固化快速成型技术的最新进展
当前SLA 技术的进展主要体现在以下几个方面: 1. 软件技术 随着越来越多的原型要在快速成型机上加工,RP 软件的性能在提高工作效 率、保证加工精度等方面变得越来越重要。因为虽然快速成型机的加工过程 是自动进行的,不需要人工干预,但RP 的数据处理却要由人来完成,特别 是由于目前通行的STL 文件总存在这样那样的问题。当操作员手中有大量的 原型要在短时间内加工出来时,数据处理就成了瓶颈,并且稍有疏漏,可能 导致一批零件的加工失败。
学习单元一
二、光固化快速成型的工作原理
将原型从树脂中取出后,进行最终固化,再经打光、电镀、喷漆或着色处 理即得到满足要求的产品。 具体的工作步骤如下: (1)将液态的光敏树脂材料注满打印池。 (2)打印平台升起,直到距离液体表面一个层厚的位置时停下。 (3)水平刮板沿固定方向移动,将液体表面刮成水平面。 (4)激光器生成激光束,通过透镜进行聚焦后照射在偏振镜上,此时偏振 镜根据切片截面路径自动产生偏移,这样光束就会持续地依照模型数据有选 择性地扫描在液面,由于树脂的光敏特性,被照射到的液态树脂逐渐固化。 (5)在固化完成后,打印平板自动降低一个固定的高度,水平刮板再次将 液面刮平,激光再次照射固化,如此反复,直至整个模型打印完成。
学习单元一
三ቤተ መጻሕፍቲ ባይዱ光固化快速成型的特点
光固化快速成型的优势在于成型速度快、原型精度高,非常适合制作 精度要求高、结构复杂的小尺寸工件。在使用光固化快速成型的工业 级3D 打印机领域,比较著名的是Object 公司。该公司为SLA 3D 打印 机提供100 种以上的感光材料,是目前支持材料最多的3D 打印设备。 同时,Object 系列打印机支持的最小层厚已达16 μm在所有3D 打印 技术中,SLA 打印成品具备最高的精度、最好的表面光洁度等优势。
立体光固化成型技术
立体光固化成型技术立体光固化成型技术(Stereolithography,简称SLA)是一种利用紫外光定向聚合特定光敏树脂,通过分层处理,逐层堆叠完成三维实体模型制造的一种先进制造技术。
SLA 技术在工业,医疗,建筑,消费品等领域得到了广泛的应用。
SLA技术的过程可以简单地概括为:先通过CAD软件设计出所需物品的数字模型,然后将数字模型导入到SLA成型机,机器将数字模型分解成很多薄层,逐层固化树脂,形成三维实体,最后再通过后处理工艺如清洗、喷涂涂料等工艺进行加工。
1. 高精度和高质量SLA技术具有非常高的制作精度,其平均加工精度能够达到0.1mm级别,使得最终制作的产品质量稳定可靠。
2. 制造速度快相较于传统的制造技术,如铸造、加工等,SLA技术具有制造速度快的优势,可大大节约制造时间成本,节约企业的生产成本。
3. 成品表面平整SLA技术通过逐层极其平整的成型,使得成品表面非常平整,不需要额外研磨和喷涂等后续工艺处理。
4. 生产效率高SLA技术可以通过分层处理,用较短的时间生产出细节丰富、形状各异的产品,使得生产效率大大提高,降低了生产成本。
5. 应用广泛SLA技术广泛应用于制造行业和工业领域,如汽车、医疗、消费品、航空等工业和医疗领域。
SLA技术虽然具有许多优点,但仍然存在一些问题需要解决,如最终成品均匀性、清洗和处理等。
尽管如此,SLA技术以其高质量、高效率和广泛的应用领域,仍然是一种非常有前途的制造技术。
近年来,随着3D打印技术的发展,SLA技术也在技术和应用方面得到了不断的优化和拓展。
新材料的研发和新的工艺流程的创新,使得SLA技术应用的范围不断扩大,并在制造领域取得了重大突破。
SLA技术应用于汽车领域,可以大幅度缩短车型的设计和开发周期,提高试车效率,及时发现设计上的问题,从而大幅度降低成本。
SLA技术也可以用于制造特殊材料的复杂零件,使得汽车在性能、外观和安全等方面得到提高。
医疗领域也是SLA技术的重要应用领域,SLA技术可以制造出三维的仿真器官或人体组织模型,便于医生更好地分析、诊断和治疗病患。
激光快速成型技术

在可持续发展理念的推动下,激光快速成型技术 将更加注重环保和资源循环利用,降低能耗和减 少废弃物排放。
创新与发展
未来,激光快速成型技术将继续创新和发展,与 其他先进制造技术相结合,推动制造业的转型升 级和高质量发展。
05
激光快速成型技术的实 际应用案例
产品原型制作
快速原型制作
01
通过激光快速成型技术,可以在短时间内制作出产品原型,缩
快速性
与传统加工方法相比,激光快速 成型技术能够大大缩短制造周期, 提高生产效率。
灵活性
激光快速成型技术能够制造出各 种形状和结构的零件,适用于复 杂零件的制造。
定义
激光快速成型技术是一种基于数 字模型文件和激光束的高效、高 精度制造技术,能够快速制造出 复杂的三维实体。
材料广泛性
激光快速成型技术可以应用于各 种材料,包括塑料、金属、陶瓷 等。
短了产品开发周期,降低了开发成本。
优化设计流程
02
通过制作原型,设计师可以在早期阶段发现设计中的问题并进
行改进,提高了设计效率。
降低生产风险
03
在产品正式生产前制作原型,可以减少因设计错误导致的生产
风险和成本损失。
定制化产品生产
01
02
03
个性化定制
激光快速成型技术可以根 据客户需求定制个性化产 品,满足消费者对个性化 的需求。
小批量生产
对于一些小批量、高附加 值的产品,激光快速成型 技术可以快速实现生产, 降低生产成本。
定制化服务
在服务行业,激光快速成 型技术可以用于定制化服 务,例如为客户定制饰品、 模型等。
生物医学领域应用
生物材料研究
激光快速成型技术可用于生物材料的 研究,例如用于制作生物组织的模型, 以便更好地了解其结构和功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第35卷第8期 2017年8月 坎倾县蕾否
MACHINERY&ELECTRONICS V01.35 NO.8
Aug.2017
光固化快速成型工艺对模具成型零件精度的影响 崔庚彦,宋艳芳 (河南工业职业技术学院,河南南阳473009)
摘 要:以光固化快速成型技术和模具零件的制造精度为基础,利用SPS350B快速成型机固化成型模 具零件,研究固化成型中提高模具零件成型精度的方法。主要研究了模具零件在光固化成型中的变形特 性。采用理论推理和实验成型,验证光固化快速成型模具零件中工艺参数、支撑设置、成型方向选择和成型 深度设定对模具零件精度的影响。 关键词:光固化快速成型;模具零件;成型精度 中图分类号:TH16 文献标识码:A 文章编号:1001—2257(2017)08一Oa13一O4
On the Influence of Light——Curing Rapid Prototyping Process on Mold Parts Precision CUI Gengyan,SONG Yanfang (Henan Polytechnic Institute,Nanyang 473009,China)
Abstract:Based on the light—curing rapid prototyping technology and the manufacturing precision of mold parts,this paper mainly studies the method of improving mold parts precision in curing molding by u— sing SPS350B rapid prototyping device,and the deformation characteristics of mold parts in light curing. In the research,the influence of process parameters,support settings,forming direction selection,and forming depth settings on the mold parts precision was verified through theoretical deduction and experi— menting. Key words:ITO laminated obj ect manufacturing;mold parts;precision molding
0 引言 之一。 随着科学技术的不断进步和发展,上世纪的80 年代中后期美国科学家提出集机械加工技术、 CAD/CAM/CAE、光学精密加工技术、计算机技 术、高分子材料等先进技术于一体的快速成型RP (rapid prototyping)技术,是采用三维造型软件对需 要的实体零件进行三维造型,然后通过激光等手段 照射光敏液态树脂材料使其层层固化成型获得零 件实体,最后经过抛光等精加工手段进行后期处理 获得高精度零件的快速精确材料加工技术[1]。应用 快速成型方法制造模具或模具零件的新技术称为 快速模具技术,其已成为模具制造技术的研究方向 1 光固化成型模具零件形状精度的 实验研究 1.1 实验设备调试 根据实验设备的特点,从成型精度来看, SPS350B快速成型机具有较高的实验性能,其实验 误差通常控制在0.1 之内。 a.实验环境。实验前观察SPS350B快速成型 机的放置位置,确保整体机身保持水平,防止出现 机身倾斜等因素影响成型精度。 b.光源调试。实验前应保持光源(激光头)镜 面干净,若发现污物可用酒精进行擦拭,并调节机
收稿日期:2017一O5—08 基金项目:河南省南阳市科技发展计划项目(2009GG024) 作者简介:崔庚彦(1985一),男,河南南阳人,硕士,助教,研究方向为机械加工技术及工程材料。
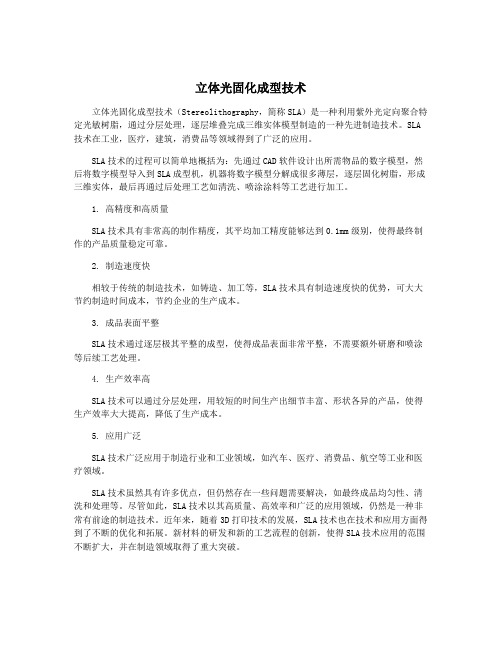
・ 13 ・ 破{躐 室各 头化 至忖脂液} CI]I处,然后打开光源凋节激 .至使光源最亮、光斑最小为止,此时光束密集、 能h}最大。 。 c.树脂材料循环系统。液态光敏树脂材料是固 化成型主体材料.其性能对制件的精度具有较高的 响。由于 芯等模具零件在工作时需要承受高 温、高压、成型冲压等。儿使用周期比较长,因此需 要其具有高的强度和韧性、良好的力学性能来保证 常的乍产。通过试验比较和借鉴,树脂材料选取 主要成分为环氧和丙烯酸的混杂树脂CV6651。在 主液槽JJl】液态树脂材料时,主液面应高出刮板底面 l/3 F{‘滚轮完全浸入液面.既能防止刮板工作时引 起较大震荡又能保证成型树脂的补充 。 d.软件凋试。SPS350B快速成型机采用Rp一 [)ata .0软件.实验前对其常规程序进行相关调 试.软硬件调试完成后"始固化成型加工。 1 2光固化成型模具零件形状精度的实验研究 光同化成型过程中.由于同层树脂固化时受光 源移动速度的影响造成固化速度不一,层与层之间 1 能同时 化而产生内应力,同层和不同层面问的 内j}J乃 :均匀等从而使工件产生翘曲变形。在成 过程中.如何减小成 模具零件各层间的内应力 足减小1:件翘曲变形主要途径。 1.2.1 翘曲变形的影响因素及分析 不同工艺参数对翘曲变形影响的实验研究,本 实验通过SI ¥350B快速成型机设置不同的工艺参 数 化成型一个简单T型模具零件,T型模具零件 如图1.此型芯零件结构简单,上层表面为平面.下 层表面有一凸起。根据,J学分析得,在工件下层表 面由于受表面凸起的影响在交叉部位易产生应力 集[}l】,从而引起j二件的翘曲变形。采用Pro/E进行 维造型并对实体造型进行相应格式转化,如图2, 最后 化成型.得到零件实体,如图3,成型后观察 零件形状并通过三坐标测量仪对零件上相同点进 行翘曲测量.然后对测量数据进行对比 。 】j 1 O s I 、 4
一 . l 实验工件
固化成型实验前.允设置 1组成型工艺参数(如 表1)分别制成4组工件,观察4组工件的不同翘曲 变形情况.结合翘曲变形的理论分析得出固化成型
・1 i・
工艺参数的不同设置对模具零件翘曲变形的影响. 从而指导生产过程减少固化成型过程中模具零件 的翘曲变形,提高成型精度。
2快速成 前的I PS格式文件模型 图3 光崮化快速成型完成后的实验工件 表1参数设置
实验结果分析。通过观察4组成型结果可以发 现.4组工件的顶面翘曲量相同,基本无翘曲变形。 由于工件表面为平面,在固化过程中工件表面能够 均匀收缩,不产生臆力集中或应力均匀,不易产生 表面翘曲。通过观察4组成型结果可以发现.4组 工件底部均出现不同程度的翘曲变形。现对4组工 件的翘曲变形情况进行相关量化分析,如图l所示. 分别在制件左右两侧选取A 、B 、C…A。、B。、(、・6 个点用三坐标测量仪对其进行翘曲量分析,结果见 表2。。 。 由图3可以看出。依据工件结构,从工件两端至 中心变形量依次减小.其中工件中心不发生翘曲变 形;当激光功率与扫描速度的比值(P ,/V )增大时. 即平面扫描固化深度的增加时.实验工件的翘曲变 形量也随之变大。当激光功率与扫描速度的比值 (P,/V )为0.025时,即P 一90 mW,V 一3 60O m/s时,翘曲变形量较小,能够满足零件成型要求。 由此实验表明。对平面于=_1描固化深度进行调节是减 小翘曲变形量的一种有效方法,但平面扫描深度必 庚彦等:光固化快速成型工艺对模具成型零件精度的影响 设计与研究 人r分J £ .小j:或等J 分』 £度则会f J{现 能 , 或骼体分离现象 、
表2 沿悬臂长度方向6处测量点的翘曲变形量测量值m【11
1.2.2 支撑对模具零件翘曲变形的影响 【州化成删 .为r模儿稳定成型需先对工件 没 支撑体.…:l:支撑体的 将改变工件的结 构.从 会影响1 什的成肜特性 引起 r:什的翘曲 变形,史撑化 确定 支撑的密度将刈‘变形址有一 定影响。此实验将通过改变支撑的密度从 寻找其 埘I 什变形的影响及改簿翘…1变形的办法 。实验 1 件的制作.制作 一1所,J 的模具 芯零件,并根 抓零什的形状干¨ 化成 要添7儿1盘[1 支撑。支 撑没 .从 约材料的角度 虑.ur以对零件的支 撑改汁为网格状.网格状的支撑形状规则,从成力 收缩情况米行,横纵两个 均收缩均匀,从而网 格状支撑r】身的收缩变形 况刈‘零件整体的翘曲 变形 响/f 人;”愀据模具岑件的局部 寸优化处
. 件 邴币n』 部均没 3.5 nlnl×3.5 Illn]网 中}}状惭 的支撑.fnJ 5; r验 不同密度的支撑 对零件趟}}{J变形的影响,从m 置参考对比工件支 撑没 支撑密度为3.5 I11Ill×3.5 mFil,局部加 惭支撑2. rnIll×2.5 lnvll, 6。
6实验I:什(J¨)部Dil 是撑) 通过St ¥350B快速成, 机刈 5、 6小M密 度支撑的模具零件进行 化成, 扶得卡Ij应零件,fH1 冈7。
盈盛
(a)底咖均?li史撑制件 (b)J Ifll 惭化 撑 " (:j 5 n1n1×:;5 mm) (2 5 mm 2 5 兀]rf1)
7 ,f 川戈撑翘}I}1悄况刈比 通过对成 制件的观察 Jr6部惭化支撑2.5 rnm×2.5 n1111的成 岑件的 f{{1情况f JJ】 优于底 面均布支撑3.5 rllIii×3.5 i]l[n的制件,通过洲hf底 lji『均布支撑3.5 mrn×3. inn1制什的翘IIl】艟 0.0l 6 m n1, 通过哳 部惭化支撑2.5 n1n1×2.5 nlrll的成犁零件的翘曲 ti t为0.()()8 lnnl。这址 乃 对成型制件的底而进行 部是撑』JfJ .能够洲祭 材料任被凝结时受的力的分 情况,殳f】 JJ』l . tf 以使制成件底部结构更稳【州。 凝结过 ・t,,』JIJ 工材料收缩产 一定的托』、 /J造成成删1 什下 面出现翘曲变形。但足 此 时JJ【l r的支撑结构 对底面也产生某种力度的m卜的牲扯力,J} 【{】f1I r部分翘曲力,改浮了形变状况的灯坏。
2 光固化成型对模具零件成型尺寸 精度的研究 通过理论研究发现, 化深度埘 A j:的 尺寸的准确性影响较大。 此, 成 数 处j !过 程中,需要对 垂直方m I:进i 成的数据补偿, }{={于激光功率、手1描速度、¨描宽度等卡l】火【』:】索的 影响,使固化深度的数fcf变得 确定。 光崮化成型过程 tt. 化深度 受激光{|I捕 速度、树脂性能等疗 的影响 成为・个 确定的 数值。m于受此 多【大I索的影响,所以 进行 轴 进行补偿时应首先确定补偿ff[的火小,使成, 制件 在成型方向}:的尺寸精度得yij保障。…丁水次 ・ 1 ・