冷轧设备生产线及相关设备汇总(PPT 67页)
《冷轧专业培训》课件
THANKS
冷轧技术的发展历程
总结词
冷轧技术的发展经历了从初期的简单轧制到现代的多 辊轧制和精密轧制的过程。
详细描述
冷轧技术的发展历程可以追溯到19世纪初,当时人们 开始尝试使用简单的轧机对金属进行加工。随着工业技 术的不断进步,人们逐渐开发出了多辊轧机和精密轧机 等更先进的设备,使得冷轧技术得到了迅速的发展。在 现代工业中,冷轧技术已经成为一种成熟的金属加工技 术,被广泛应用于各种领域。同时,随着科技的不断进 步和应用需求的不断提高,冷轧技术也在不断地发展和 完善。
03
冷轧设备与操作
冷轧设备介绍
冷轧设备种类
介绍冷轧设备的种类,如冷轧机 、矫直机、剪切机等,以及它们 在生产线中的作用和位置。
冷轧设备结构
详细描述冷轧设备的结构特点, 包括主要部件和工作原理,以便 学员更好地理解其运行机制。
冷轧设备操作规程
操作前准备
介绍操作冷轧设备前的准备工作,如 检查设备状态、准备工具和材料等。
退火温度
根据不同金属的特性选择 合适的退火温度。
退火时间与气氛
控制退火时间和气氛,以 确保金属的晶格结构得到 充分调整。
精整
精整目的
对冷轧后的金属进行表面处理和质量 控制,以满足产品要求。
表面处理
尺寸检测与质量控制
对产品的尺寸、厚度、平直度等进行 检测和控制,确保产品质量符合标准 。
进行抛光、涂层等表面处理,提高产 品的外观和耐腐蚀性。
详细描述
冷轧技术因其能够获得高质量、高性能的金属制品,因 此在许多领域都有广泛的应用。例如,汽车制造业中, 冷轧钢板广泛应用于车身面板、结构件和加强件等方面 ;在家电领域,冷轧钢板被用于制造洗衣机、冰箱和空 调等产品的外壳和内部结构件;在建筑领域,冷轧钢板 可以用于制造钢结构、建筑模板和装饰材料等;在航空 航天领域,冷轧钛合金和不锈钢等高强度材料被用于制 造飞机和卫星的结构件。
冷轧机械设备.pptx
3
新型轧机
从传动侧看
4
新型轧机
从操作侧看
1.1轧辊种类及构成
锻钢工作辊
锻钢工作辊
锻钢支承辊
多辊轧机,比如六辊轧 机,轧辊分为工作辊、 中间辊和支承辊。工作 辊直接与轧件接触。支 承辊支撑着工作辊,通 过工作辊接触轧件可以 减小工作辊直径、增强 工作辊刚度。
8
冷轧辊是冷轧机的主要部件。轧辊由辊身、辊颈和轴头3部分组成。 辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。轴 头和连接轴相连,传递轧制力矩。此外,还有制造、安装所需的某些 辅助表面,如中心孔、紧固吊装用沟槽、螺孔以及轧机试运转前盘动 轧辊用的带槽轴伸等。
(2)轧辊的预热
从换辊后开始轧制到热凸度稳定前,轧制板形的质量是不稳定的。 因此,在轧制前预先给个设想的热凸度,进行轧辊预热。有的仅以
14
最后一架工作辊进行预热,但也有所有机架上的轧辊都进行预热的。加热 有用蒸汽、煤气、电加热器和热风循环加热等方法,可以离线, 也可以在线进行。
(3)轧辊轴承座的更换 在轧制过程中,轴承烧伤的原因有润滑不良、润滑部分混进杂物、轴 承寿命、轧机的水平度不好及压下率太大等,但最多的是往轧辊装卸时碰 伤和由于轴承的内圈与辊轴外面的配
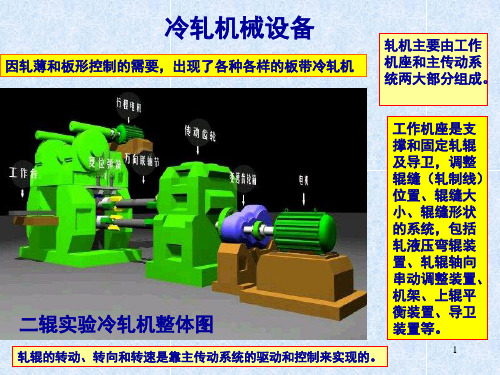
冷轧机械设备
因轧薄和板形控制的需要,出现了各种各样的板带冷轧机
轧机主要由工作 机座和主传动系 统两大部分组成。
二辊实验冷轧机整体图
工作机座是支 撑和固定轧辊 及导卫,调整 辊缝(轧制线) 位置、辊缝大 小、辊缝形状 的系统,包括 轧液压弯辊装 置、轧辊轴向 串动调整装置、 机架、上辊平 衡装置、导卫 装置等。
轧机支撑辊的表面肖氏硬度一般为HS45左右。目前为提高板 厚精度与延长轧辊的寿命,支撑辊硬度有提高的趋势。支撑辊常 用钢号有9Cr2Mo、9CrV及60CrMnMo等。
冷轧设备及工艺介绍 ppt课件
2004-3-1
page
13
•LYSTEEL•COLD ROLLING
PLANT•
• 冷轧各生产机组基本情况
•三菱闪光焊机
三菱闪光焊机:
焊接周期短, 运行成本低,维护简单但频繁 需要防火和除尘
2004-3-1
page
14
•LYSTEEL•COLD ROLLING
PLANT•
• 冷轧各生产机组基本情况
• 如果老师最后没有总结一节课的重点的难点,你 是否会认为老师的教学方法需要改进?
• 你所经历的课堂,是讲座式还是讨论式?
• 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
•LYSTEEL•COLD ROLLING
•
• 一期生产规模150万吨
•
• 其中:冷轧产品65万吨
•
• 热镀锌产品30万吨
•
• 冷硬卷55万吨
•
•
• 二期 年生产规模150万吨 •
• 其中:冷轧产品80万吨
•
• 热镀锌产品55万吨
•
• 彩涂产品15万吨
•
1.1.2 产品方案
冷轧产品:
规格:0.25~2.5mm*800~1570
品种:CQ、DQ、DDQ、EDDQ、HSS
热镀锌产品: 规格:0.25~2.5mm*800~1570 品种:CQ、DQ、DDQ、EDDQ、HSS 冷硬产品: 规格:0.25~2.5mm*800~1570 品种:CQDQDDQEDDQHSS
2004-3-1
page
2
精品资料
•LYSTEEL•COLD ROLLING PLANT•
轧机详细介绍ppt课件
(2)连续退火
20世纪70年代后期,日本开发了能生产深冲板的连续退火 技术,迅速推广,到1995年全世界达54套。连续退火技术 不断发展,带钢在炉内一次冷却技术、带钢炉内控制技术、 板形控制技术、在线检测技术都达到了一个新水平。
编辑课件
67
(3)全氢罩式退火
20世纪70年代后期,奥地利艾伯纳公司开发出强对流全氢 退火炉,80年代初德国罗意公司开发出高频率全氢退火炉。 优点:生产效率提高约1倍,产品深冲性能良好,表面光洁, 特别适合生产规模不大,品种多、批量小的冷轧带卷。迅 速推广,90年代,建成1000多座。
1.2.2. 组成:主要设备和辅助设备
主要设备:主机列。包括工作机座(机架、轴承、调整装置、导
卫)、传动装置(齿轮、减速机、连轴节)和主电机。
辅助设备:主机列之外的其它设备。车间的自动化程度越高,重量
所占的比例越大。(是主要设备重量的3~4倍)
编辑课件
5
编辑课件
6
编辑课件
7
1.3 轧钢机分类
1.3.1 轧钢机按用途分类:可直观显现轧机的主要性能参数 和所生产的产品形状、尺寸。
(7)卷板箱和保温罩
卷板箱(热卷箱):设在热带轧机粗轧与精轧之间,将 粗轧轧出的带坯卷成卷,减少了带坯散热面积,调换了带坯 头尾。从而减少温降,头尾温差,在20度左右,无须升速轧 制,从而精轧机组电机功率减少,能耗下降。
编辑课件
64
保温罩:在中间 辊道设置,作用 同上,广泛采用。
(8)卷取机:改进有助卷辊、液压伸缩等控制,卷筒多级 涨缩,以避免头尾压痕和迅速建立稳定的卷取张力和方便 卸卷。
(4)板形控制技术
1)普遍使用液压弯辊技术
2)改善了工艺润滑剂性能及其控制手段,润滑剂能沿辊身 长度分成几十个段并分别控制流量喷撒。
冷轧机设备介绍

常用于精整设备开卷机
随偏 EPC
常用于精整设备卷取机
闭环控制
偏差信号
Controller
控制器
Actuator Speed
设定点 Detector
探测器
运行偏差
Web
带材
Guide
纠偏装置
Correction (Velocity)
伺服阀站液压原理图
SERVO VALVE
DIRECTIONAL VALVE SOL “A”
3.可采用大铸锭,大压下率轧制。提高了 生产率。
冷轧优点
1.产品的组织与性能均匀,有良好的机械 性能和再加工性能。
2.产品尺寸精度高,表面质量和板形好。
3.通过控制加工率或配合热处理,可获得 各种状态的产品。
4.能生产比热轧﹑铸轧更薄的产品。
铸轧优点
1.不需要铸锭锯切,铣面,加热等工序, 缩短了生产工艺流程。 2.节省能耗(比热轧节能30-50%) 3.成品率高。几何损失和工艺废品少。 4.设备简单,占地面积小,投资小。
板厚自动控制原理
板厚控制系统方块图
比较元件 给定量
-
调节元件
放大元件
执行元件
测量元件
扰 动
控制对象
被控量
液压辊缝自动控制(AGC)
AGC系统 (auto gauge control)
借助于轧机刚度可调原理,以辊缝位置(位置 传感器)和轧制压力(压力传感器)作为主反馈 信号,以入口测厚仪作为预控,出口测厚仪作 为监控.通过伺服阀调节压下(压上)液压缸的 油量和压力,控制轧辊的位置.
轧机刚度的改善
轧机的刚度越大,消除纵向厚度偏差的 能力越强.
• 方法
• 改善轧辊和机架材质,改进其结构和尺寸. • 采用液压压下实现板厚自动控制. • 采用预应力轧制.
冷轧生产工艺及设备
冷轧生产工艺及设备热轧卷坯(铸轧卷坯)一冷轧一中间退火一箔轧一精整剪切一成品退火的生产工艺。
主要生产过程如下:(1)冷轧热轧卷或铸轧卷先在冷轧机上进行多道次单向轧制,冷轧道次压下率20%~50%之间,轧制速度在150m∕min~800m∕min之间。
其间为防止裂边,在l~2mm厚度时要进行一次切边,需要中间退火的还要在退火炉中进行一次中间退火;采用激光测厚。
(2)中间退火轧制过程中根据产品的加工性能以及最终性能的要求,有些产品需要进行再结晶退火,然后再继续轧制。
退火温度一般在300~500团之间,退火时间约10-15ho (3)箔轧铝箔产品在冷轧机上轧至0.6Omm厚度左右,经过中间退火后,送至铝箔粗轧机上经过数道次轧制到成品厚度;其中需要叠轧的铝箔产品在最后一道次箔轧之前,先要在合卷机上切边、合卷,然后进行叠轧。
箔轧道次压下率30%~60%之间,轧制速度在600m∕min~1200m∕min之间。
(4)精整剪切轧至成品厚度的产品根据供货规格,经过横切、拉矫(清洗)、分切等精整剪切工序,达到用户要求的尺寸规格、精度。
(5)成品退火对软状态供货的产品,根据性能要求和产品规格采取不同的退火制度,在退火炉内进行成品退火,获得用户要求的强度、延伸率等指标。
退火温度一般在150~450团之间,退火时间约20~60h0(6)检查及包装入库冷轧主要设备(1)185Omm冷轧机1台(AGC、AFC引进)合金品种:铝及铝合金lxxx、3×××>5×××>8χχχ系来料规格:卷材厚度:铸轧卷6~8mm、热轧卷最大IOmm最大重量:15t成品卷材尺寸:卷材厚度:Min0.15mm卷材规格:①2200∕665χ750~1650mm(切边)最大卷重:15t套筒规格:①665/605x190Omm(暂定)轧制速度:MaxlOOOm/min该轧机为具有国内先进水平的全油润滑高速冷轧机,装备有引进的自动厚度控制系统(AGC)和自动板形控制系统(AFC),配有轧制油在线过滤、油雾净化系统,以及完善的C02自动/手动灭火系统。
冷轧厂产线(7条)流程图

• • • • • • • • • • •
热 轧 退 火 酸 洗 线(HAPL)流程图 流程图
钢 帯 加 热 温 度 :1120 ℃
电焊机 入口解卷 机 入口钢帯积料区 层钢带) (4层钢带) 层钢带
硫酸酸洗区 混酸酸洗区
退火炉区
硫酸浓度: 150~300 g/l 溫度: 70~85 ℃
硝酸浓度: 100~160 g/l 氢氟酸浓度.: 0~60 g/l 溫度: 45~60 ℃
• 联众公司冷轧厂建设的连续冷轧线(WRAP)是世界上第一条以热轧白皮钢卷为 原材料的全连续式不锈钢冷轧生产线,其生产设备和工艺技术均达到世界先进水 准。它集传统的轧延线、冷轧退火酸洗线、调质轧延线和张力整平线于一体,全 长超过600米,由钢卷进料焊接上线区、“Z high”型冷轧设备区、退火酸洗连续作 业区、调质整平区及钢卷包装下线区等五个区域组成,是目前世界上最具竞争力 的不锈钢冷轧生产线。该产线的主要产品为2B、2D冷轧不锈钢钢卷。 该产线具有如下主要特点: 入口区设置有shear arc型和mash seam型焊接机,以保证产线的连续生产,提高生 产效率和拓宽钢带的焊接范围。 3座串行式Z –High型冷轧机允许快速的厚度改变,可一次性轧制不同厚度的不锈 钢带。 退火炉区设置有空气回流换热器,可充分利用排放气体的热量,既节约能源又减 少对环境的影响。 产线特别设计的酸液自动配方程式可自动根据钢卷的重量、钢带宽度、厚度和钢 种等进行酸液配备,达到最佳的酸洗效果。 调质轧延机2-high型设计并具有油压式自动厚度控制系统,其工辊可以弯曲和在 线清洁,并可实现2支工辊的同时更换。 张力整平机的最大延伸率可达2%,“湿式”设计可保证钢带表面的清洁。 全线智慧化控制,可使钢带穿行各区的张力大小合适,并使钢带始终在产线的中 心。 成熟的产线速度控制保证各种产品在轧延和处理时都可达到最佳效果,产线最大 生产速度达125米/分钟,冷轧机最大轧制速度达180米/分钟,最大产能1吨/分钟。 冷轧机配备的自动厚度控制(AGC)系统和板型控制系统(AFC)可随时侦测不 锈钢带的厚度和板型,便于控制产品品质。 全线共设有4个积料区,不锈钢带积料长度近3000米,确保产线在更换钢卷或换辊 时能继续运作。
冷轧生产线主要设备

冷轧机作为一种专门轧制带肋钢筋的机器设备,但是要想得到合格的钢筋还需要其他的设备来辅助,这样才能完成冷轧作业,那么一条完整的生产线都需要配备哪些设备,来一起了解一下。
根据不同的钢筋线相关的设备信息如下:1、两肋冷轧机生产线的配套设备在整个两肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、两肋冷轧机、调直机、高频热处理设备、飞剪切断机、翻转料架、操作台等。
2、三肋冷轧机生产线的配套设备在整个三肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、三肋冷轧机、拉盘机、钢筋应力机、调直机、飞剪切断机、对焊机等。
从冷轧机的配套设备中,我们就能发现,冷轧机生产不同的带肋钢筋,其配套设备各有不同。
因此,由冷轧机及配套设备构成的冷轧带肋钢筋生产线的销售价格也不同。
除锈机:通过除锈减径机经过变形,使钢筋表面的氧化皮脱落,提高产品的性能和外观质量。
除锈减径机全封闭生产,环保设计,减少粉尘。
调直机:采用多轮直进式调直方法,调制钢筋的规格φ6一φ14,适合规模化钢筋调直加工厂,钢材市场调直三级钢、盘圆、螺纹钢。
任意定尺,速度快,不扭曲、不伤肋,切断性能稳定,调制精度高,电脑自动化控制系统,大大提高了钢筋调直切断的工作效率。
飞剪切断机:是一种能快速切断钢筋、圆钢等线材的加工设备。
该机在切断以上产品时具有效率高、操作简单,使用寿命长等诸多优点,而且该机切断误差在全国同类产品中最小。
该机是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
针对高延性冷轧带肋钢筋生产线有这几种配置可以选择:◆LZ228型:即简配经济型,可生产φ6~12mm直条高延性冷轧带肋钢筋,轧制速度60~100m/min,平均产能1.35万吨/年。
◆LZ250型:即标配标准型,可生产φ6~12mm直条与盘螺高延性冷轧带肋钢筋,轧制速度100~180m/min,平均产能2.3万吨/年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•西南不锈引带矫直机组
名称:引带矫直机组 带钢厚度:2.0~6.0mm 带钢宽度:650~1350mm 机组最大速度:20m/min
•硅钢退火酸洗机组
名称:硅钢退火酸洗机组 带钢厚度:1.8~2.7mm 带钢宽度:Max.1000mm 机组最大速度:8m/min
•硅钢拉伸涂层平整机组
名称:硅钢拉伸涂层平整机组 带钢厚度:0.2~0.35mm 带钢宽度:Max.1050mm 机组最大速度:40m/min
•洛阳鑫友镁材温轧机组 名称:洛阳鑫友镁材温轧机组
•宁波宝新引带焊接机组
名称:引带焊接机组 带钢厚度:2.0~6.0mm 带钢宽度:650~1350mm 机组最大速度:40m/min
•西南不锈引带焊接机组
名称:引带焊接机组 带钢厚度:2.0~6.0mm 带钢宽度:650~1350mm 机组最大速度:80m/min 穿带速度:25m/min
•单机设备
翻板机
•单机设备
钢板取样机组
•单机设备
摆臂式剪切机
•单机设备
钢卷输送步进梁
•单机设备
前处理清洗机
•单机设备
钢卷小车
•单机设备
卷纸机
•单机设备
纠偏辊
•单机设备
喷涂机
•单机设备
三辊测张辊
•单机设备
锌锅内的三辊六臂 装置
•单机设备
双刀头圆盘剪
•单机设备
无动力活套
•单机设备
•
2、人们走过的每一个足迹,都是自己 生命的 留言; 留给今 天翻过 的日历 ,留给 未来永 久的历 史。
•
3、人生是一座可以采掘开拓的金矿, 但总是 因为人 们的勤 奋程度 不同, 给予人 们的回 报也不 相同。
•
4、理想之风扯满人生的帆;奋斗之杆 举起理 想之旗 。
•
5、人应该学会走自己的路,但更应该 掌握手 中的罗 盘。
•连续退火生产线
名称:750退火生产机组 带钢厚度:0.15~1.5mm 带钢宽度:Max.750mm 机组最大速度:40m/min 穿带速度:15m/min
•连续退火生产线
名称:1280不锈钢连续退火生产机组 带钢厚度:0. 5~1.5mm 带钢宽度:Max.1280mm 机组最大速度:25m/min 穿带速度:10m/min
•
16、人生的途程是遥远的,只要双脚 不息地 前行, 道路就 会向远 方延伸 。
•
17、理想是人生的坚实支柱,如果失 去了生 活的理 想,精 神也就 会随之 而瘫痪 。
•
18、目标不是都能达到的,但它可以 作为瞄 准点。
•
28、我学习了一生,现在我还在学习 ,而将 来,只 要我还 有精力 ,我还 要学习 下去。 ——别 林斯基
名称:印度孟买1500涂板生产机组 带钢厚度:0.18~0.6mm 带钢宽度:700~1500mm 机组最大速度:100m/min 穿带速度:30m/min
•连续退火生产线
名称:650连续退火生产机组 带钢厚度:0.18~1.2mm 带钢宽度:Max.650mm 机组最大速度:40m/min 穿带速度:15m/min
•连续退火生产线
名称:1450不锈钢退火生产机组 带钢厚度:0.20~1.2mm 带钢宽度:Max.1250mm 机组最大速度:40m/min 穿带速度:20m/min
•纵切机组生产线
名称:纵切机组生产线 带钢厚度: 带钢宽度: 机组最大速度: 穿带速度:
•横切机组生产线
名称:横切机组生产线 带钢厚度: 带钢宽度: 机组最大速度: 穿带速度:
•
33、别裁伪体亲风雅,转益多师是汝师。 ——杜 甫
•
28、我学习了一生,现在我还在学习 ,而将 来,只 要我还 有精力 ,我还 要学习 下去。 ——别 林斯基
•
29、任何时候我也不会满足,越是读书 ,就越 是深刻 的感到 不满足 ,越是 感到自 己的知 识贫乏 。—— 马克思
•
30、外国语是人生斗争的一种武器。— —马克 思
名称:彩涂板生产机组 带钢厚度:0.2~1.2mm 带钢宽度:Max.300mm 机组最大速度:20m/min 穿带速度:10m/min
•彩涂板生产线
名称:650涂板生产机组 带钢厚度:0.18~1.2mm 带钢宽度:Max.650mm 机组最大速度:100m/min 穿带速度:35m/min
•彩涂板生产线
•
6、不能因为人生的道路坎坷,就使自 己的身 躯变得 弯曲; 不能因 为生活 的历程 漫长, 就使求 索的脚 步迟缓 。
•
7、人生的意义在理想的光辉中闪烁; 生命的 价值在 创造的 生活中 闪现。
•
8、只有走完平凡的路程,才能达到伟 大的目 标。
•
9、奋斗目标是人生的精神支柱。
•
10、共同的事业,共同的斗争,可以 使人们 产生忍 受一切 的力量 。—— 奥斯特 洛夫斯 基
冷轧设备生产线及相关设备汇总
产品介绍
酸洗生产线
名称:700推拉式浅槽紊流酸洗机组 带钢厚度:1.5~4.0mm 带钢宽度:Max.700mm 机组最大速度:120m/min 穿带速度:50m/min
酸洗生产线
名称:30万吨热轧不锈钢退火酸洗机组 带钢厚度:2.0~6.0mm 带钢宽度:Max.800mm 机组最大速度:50m/min 穿带速度:20m/min
检查平台 废料小车
悬臂吊
•单机设备
引带输送辊道
引带存放台架
•单机设备
引带吸盘吊装置
深弯辊
•单机设备
二十辊轧机
•单机设备
蒸发器倾翻装置
•单机设备
20辊轧机背衬辊拉辊小车
•单机设备
20辊轧机全自动换辊小车
•单机设备
20辊轧机用除油机
•单机设备
助卷器
•
1、有事业的峰峦上,有汗水的溪流飞 淌;在 智慧的 珍珠里 ,有勤 奋的心 血闪光 。
•硅钢氧化镁机组
名称:硅钢氧化镁机组 带钢厚度:0.2~0.3mm 带钢宽度:Max.1050mm 机组最大速度:40m/min
•硅钢生产工艺布置图
•单机设备
开卷机
卷取机
•单机设备
11辊热轧矫直机
5辊矫直机
•单机设备
夹送辊
•单机设备
夹送辊
夹送剪切机
•单机设备
钢板对中装置
•单机设备
翻钢机
•酸洗连轧机组生产线
名称:酸洗连轧机组生产线 带钢厚度: 带钢宽度: 机组最大速度: 穿带速度:
•电镀铬、电镀锡机组生产线
名称:电镀铬、电镀锡机组生产线 带钢厚度: 带钢宽度: 机组最大速度: 穿带速度:
•1450电解清洗机组
名称:1450电解清洗机组 带钢厚度:0.2~1.2mm 带钢宽度:Max.1250
•连续退火生产线
名称:越南不锈钢连续退火生产机组 带钢厚度:0.15~1.5mm 带钢宽度:Max.1360mm 机组最大速度:40m/min 穿带速度:15m/min
•连续退火生产线
名称:1350光亮连续退火生产机组 带钢厚度:0.10~0.8mm 带钢宽度:Max.1300mm 机组最大速度:20m/min 穿带速度:10m/min
•
11、属于每个人的道路,都在每个人 的足下 ;属于 每个人 的历史 ,都在 每个人 的身后 。
•
12、终于有一天,海水和泪都是甜的 。
•
13、有志者自有千方百计,无志者只 有千难 万难。
•
14、贫不足羞,可羞是贫而无志。— —吕坤
•
15、人,只要有一种信念,有所追求 ,什么 艰苦都 能忍受 ,什么 环境也 都能适 应。— —丁玲
酸洗生产线
名称:钛板退火酸洗机组 带钢厚度:2.0~4.0mm 带钢宽度:850~1250mm 机组最大速度:4m/min
•热镀铝锌生产线
名称:160m热镀铝锌生产机组 带钢厚度:0.35~2.0mm 带钢宽度:800~1300mm 机组最大速度:160m/min 穿带速度:30m/min
•彩涂板生产线
•
29、任何时候我也不会满足,越是读书 ,就越 是深刻 的感到 不满足 ,越是 感到自 己的知 识贫乏 。—— 马克思
•
30、外国语是人生斗争的一种武器。— —马克 思
•
31、学习这件事不在乎有没有人教你, 最重要 的是在 于你自 己有没 有觉悟 பைடு நூலகம்恒心 。—— 法布尔
•
32、笔落惊风雨,诗成泣鬼神。——杜甫
•
31、学习这件事不在乎有没有人教你, 最重要 的是在 于你自 己有没 有觉悟 和恒心 。—— 法布尔
•
32、笔落惊风雨,诗成泣鬼神。——杜甫
•
33、别裁伪体亲风雅,转益多师是汝师。 ——杜 甫
压平机
•单机设备
液压剪
•单机设备
张紧机
•单机设备
覆膜机
•单机设备
覆膜机组换卷装置
•单机设备
辊涂机
•单机设备
洛阳鑫友镁材温轧机组 开卷段
•单机设备
洛阳鑫友镁材温轧机组 卷取段
•单机设备
洛阳鑫友镁材温轧机组 轧机
•单机设备
750清洗段
挤干辊
•单机设备
辊道
辊道
输送翻转辊道
转向辊
•单机设备