自动分拣项目方案案例智能生产线非标设计课件
自动分拣项目方案案例智能生产线非标设计课件
双击视频演示 双击视频演示
步骤四
当物料输送至分拣口,通过分拣单元实现自动分拣及暂存。
双击视频演示
步骤五
分拣线末端设置漏检物料区,可根据需求设置自动投料或剔除功能。
漏检物料区域 分拣暂存区
分拣暂存区
三、自动分拣系统的组成
1、物料调整装置。 2、识别装置。 3、控制装置。 4、分类装置。 5、输送装置。 6、分拣道口。
ቤተ መጻሕፍቲ ባይዱ
顺颂商祺
智能控制设备有限公司
SUCCESS
THANK YOU
2019/9/17
1
一、方案整体示意图
方案展示
工作流程概述
人工上料
自动排布物料
自动识别
自动分拣
漏检处理 物料存取
二、动作描述
步骤一
分拣线上料为人工上料,可以满足随意平铺摆放。
步骤二
通过分拣线本身进行物料的排序、调整间距、 摆正物料的动作。
步骤三
物料通过步骤一将物料布置后,经过第一处检测段进行扫描识别,然后进入 90°弯转变向机构,随后物料经过第二处检测段进行扫描识别。
第一处检测,通过扫描点1和扫描点2,检测物料两侧面。 第二处检测,通过扫描点3和扫描点4,检测物料两侧面。
扫描点1
扫描点2
扫描点3
扫描标签实物图片
标签
扫描点4
SUCCESS
THANK YOU
2019/9/17
90°转弯输送机描述
同类产品图片
产品特点: 皮带本身集成直角转弯功能,实现物料
的转向动作。
概述: 人工将物料铺放在输送线上,通过物料调整装
置将杂乱无章的物料按期望的排列形式排列并有 序的经过识别装置;识别装置将识别的分拣要求 传送给分拣控制装置;控制装置可以识别、接收、 处理分拣信号,通过信号,指示分类装置和输送 装置进行相应的作业;最后将物料送到分拣道口 脱离主输送线滑向集货区域。
智慧物流中的自动化分拣系统设计
智慧物流中的自动化分拣系统设计随着电商行业的蓬勃发展,物流行业也面临着越来越大的挑战。
为了提高物流效率和降低成本,智慧物流中的自动化分拣系统成为了解决方案之一、本文将从系统架构、功能模块和关键技术等方面对智慧物流中的自动化分拣系统进行详细设计。
一、系统架构1.输入模块:该模块主要用于接受分拣指令和传感器数据的输入。
分拣指令来自于物流管理系统,传感器数据则用于感知货物信息,如尺寸、重量和形状等。
2.控制模块:该模块用于分拣任务的调度和控制。
它通过与输入模块和执行模块的数据交互,实现分拣过程的自动化。
3.执行模块:该模块是整个自动化分拣系统的核心部分,它主要包括机械臂、传送带和仓库货架等设备。
机械臂用于将货物从传送带上取下,并根据分拣指令将其放入相应货架上。
4.输出模块:该模块用于输出已完成的分拣任务的信息,如分拣完成的货物数量、分拣准确率等。
二、功能模块1.分拣任务调度:根据物流管理系统的指令,将需要分拣的货物进行合理的调度,使得分拣过程高效、准确。
2.识别和分类:通过传感器和视觉系统,对货物进行识别和分类。
可以利用机器视觉技术进行图像处理,提取货物的特征,如尺寸、重量和形状等。
3.分拣执行:根据分拣指令和货物的特征,控制机械臂将货物从传送带上取下,并将其放入相应的货架上。
4.异常处理:处理分拣过程中可能发生的异常情况,如货物丢失、堵塞等问题,及时进行处理和修复。
5.数据统计和分析:对分拣过程中的数据进行统计和分析,如分拣准确率、效率等,为物流管理系统提供数据支持。
三、关键技术1.机器视觉技术:通过摄像头和图像处理算法,对货物的特征进行识别和提取,实现自动化分拣。
2.传感器技术:利用激光传感器、红外线传感器等设备,对货物的位置、尺寸、重量等信息进行感知。
3.控制算法:使用合适的控制算法,对机械臂进行精确的控制,使其能够准确地进行分拣操作。
4.通信技术:通过与物流管理系统的通信,实现分拣指令和数据的传输,确保系统的高效运行。
分拣技术与设备PPT课件

输拣选指令到操作者面前的显示屏上,导引操作者完
成规定的作业。
原理:
能弹性地在控每制一拣个货货流位程安,装并数对字现显场示的器拣,货利状用况计进算行机即的时控性制的将监控, 而且能降订低单拣信货息错传误输率到,数加字快显检示货器速内度,,拣免货除人表员单根作据业数的字不显便与浪 费,并节示拣省器货部所工份显作的示,人的也力数叫资字做源拣电,货子使,标您拣签物完拣畅货货其之。流后,按乐确在认拣钮货即。完成
(1)按单拣选作业
1. 拣选式(摘果式、摘取式)
优点:
缺点:
作业方法单纯
商品品项多时,拣货行
前置时间短
走路径加长,拣取效率降
导入容易且弹性大
低
作业员责任明确,派工
拣货区域大时,搬运系
容易、公平
统设计困难
拣货后不用再进行分类
少量多次拣取时,造成拣
作业,适用於大量订单的 处理 2019/10/24
2019/10/24
17
货架安装示意图
电子标签介绍:一对一使用
ACC18030G ACC18030Tr
数量显示:出库数量显示
ACC18030R
取消键:在发生缺货等异常情况 时所做的作业取消动作。
2019/10/24
确认按键:货品取出前闪烁,有蜂 鸣声,取出后按下闪烁熄灭静音
18
电子标签拣货系统 应用:.
分拣机输送机的速度
间距
商品之间保持一定间距,有利于保证分拣精度。 当前的微型计算机和程序控制器已能将这间距减小
到只有几英寸
2019/10/24
39
工作过程
自动分拣机系统
分拣识别
商品接受激光扫描器对其条形码标签的扫描,或者通过其 他自动识别方式,将商品分拣信息输入计算机。
非标设备设计实例 ppt课件
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
机械部分
非标设备
功能
逻辑流程
电器部分
示例:压力机
设备名称
压力机
功能 压入轴承
逻辑流程
感应工件 油缸下压 检测压力
油缸回位
工装夹具:1、用于安装工件的夹具(如托盘) 2、用于安装夹具的夹具(如专用卡爪)
工作台面设计:非标设备实现功能的工作台面 按照特定要求设计非标基准面(尽量设计便于调整和测量的方式) 例:旋转平台对平面度的要求 旋转平台对垂直度的要求 压头与定位夹具的中心
按照机械设计出图后,设备的基本模样就确定下来了,设备 动作方式基本可以模拟出来。 例:移载机
参数2 D2 D0=3,将D1-D49的值赋给R101-R149
参数3 D3 D0=4,将D1-D49的值赋给R151-R199
参数4 D4
通常可以使用一个变址寄存器Z Z=(D0-1)*50 例如:R51=R[Z+1]
=R[(D0-1)*50+1] =R[(2-1)*50+1] =R[50+1] =R51 文件寄存器的优点:直接将数据记录在ROM中,重新导入程序 时不会影响原ROM中的数据。
A1S68TD是热电导温度数字变换模块,除了使用FROM、TO语句 声明通讯协议外,还需要一些软元件进行标识。
第三节 设备制作 设备制作主要包括制作和调试两个方面 1、设备制作是将各机械机体和电器元件组装起来
这里主要有几点注意事项:(主要细节请参考公司的相关 规定) 机械安装方面: 1)螺丝紧固后用记号笔标记 2)需要加油的油嘴口一定要装在容易操作处 3)精密设备一定要先调整水平后再用地脚螺钉固定 4)有冷却水的地方最好远离动力线 电器方面: 1)比较危险的部分一定要从一次配电处直接接地 2)大电流通过的地方一定要检查绝缘性 3)通讯线和动力线一定要注意抗干扰的问题
物流-自动分拣系统ppt课件
组成:主要由吊挂小车、输 送轨道、驱动装置、张紧装 置、编码装置、夹钳等组成。 (固定悬挂式)。 工作过程:分拣时,货物吊 夹在吊挂小车的夹钳中,通 过编码装置控制,由夹钳释 放机构将货物卸落到指定的 搬运小车或分拣滑道上。 适用范围:适合于分拣箱类、 袋类货物,对包装物形状要 求不高,分拣货物重量大, 一般可达 100kg 以上,但该 机需要专用场地。
2018/11/25
xw-02
油类灌装机
主要用于汽水,可乐,汽酒等含气液体的等压灌装机
封口机是指在包装容器内盛装产品后对容 器进行封口的机械。
不同的包装容器有不同的封口方式,如塑料袋 多采用接触式加热加压封口或非接触式的超声 波熔焊封口;麻袋、布袋、编织袋多采用缝合 的方式封口;瓶类容器多采用压盖或旋盖封口; 罐类容器多采用卷边式港口;箱类容器多采用 钉封或胶带粘封。
2018/11/25
xw-02
⒌分拣道口
是已分拣货物脱离主输送机(或主传送带)进 入集货区域的通道,一般由钢带、皮带、滚筒 等组成滑道,使货物从主输送装置滑向集货站 台,在那里工作人员将该道口的所有货物集中 后,或是入库储存,或是组配装车并进行配送 作业。
2018/11/25
xw-02
平钢带分拣机 托盘式分拣机 翻板式分拣机 浮出式分拣机 悬挂式分拣机 滚柱式分拣机
2018/11/25
xw-02
激光扫描器自动识别条形码
⒉控制装置
其作用是识别、接收和处理分拣信号,根据分 拣信号的要求指示自动分拣装置对货物进行分 拣。分拣信号通过磁头识别、光电识别和激光 识别等多种方式输入到分拣控制系统中去,分 拣控制系统根据对这些分拣信号的判断,决定 某一种商品该进入哪一个分拣道口。
项目二任务自动分拣系统PLC程序设计及运行概要PPT课件
第9页/共11页
小结
1.程序编写注意不要超出PLC的扫描周期; 2.编程时双电控电磁阀线圈信号不能同时为“1”; 3.编写子程序; 4.下载电缆要断电连接。
第4页/共11页
项目设计
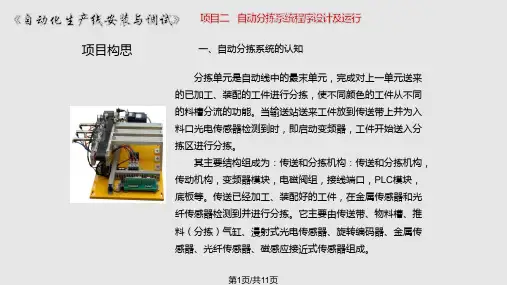
一、分拣单元控制要求
如果工件组合外壳为金属件,则该工件组合到达1号滑槽中间, 传送带停止,工件组合被推到1号槽中;如果工件组合芯体为白色 芯塑料,则该工件组合到达2号滑槽中间,传送带停止,工件组合 被推到2号槽中;如果工件组合芯体为黑色芯,则该工件组合到达3 号滑槽中间,传送带停止,工件组合被推到3号槽中。工件组合被 推出滑槽后,该工作站的一个工作周期结束。仅当工件被推出滑槽 后,才能再次向传送带下料。如果在运行期间按下停止按钮,该工 作站在本工作周期结束后停止运行。
第1页/共11页
项目构思
二、自动分拣单元的动作过程
本站的功能是完成从装配站送来的装配好的工件进行分拣。当输送站送来工 件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通 过PLC的程序启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果 进入分拣区工件为金属,则检测金属物料的接近开关动作,作为1号槽推料气缸 启动信号,将金属料推到1号槽里;如果进入分拣区工件为白色,则检测白色物 料的光纤传感器动作,作为2号槽推料气缸启动信号,将白色料推到2号槽里;如 果进入分拣区工件为黑色,检测黑色的光纤传感器作为3号槽推料气缸启动信号, 将黑色料推到3号槽里。自动生产线的加工结束。
分拣系统规划与设计 ppt课件
一、系统组成
电子辅助分拣系统
是一套安装在储位上的
电子装置,由电脑上安
插的一片界面卡连接并
控制这些装置,借由灯
号与数字显示作为辅助
工具,引导拣货人员正
确、快速、轻松地完成
ቤተ መጻሕፍቲ ባይዱ拣货工作。
ppt课件
25
电子标签:一对一使用
货架安装示意图
数量显示:出库数量显示
取消键:在发生缺货等异常情况 确认按键:货品取出前闪烁,有蜂
“线条符号”转变成“数字号码”。
ppt课件
6
二、分拣作业
人工分拣作业包括四个基本环节:
行走
拣取
搬运
分类
分拣方法
1、“人到货”分拣方法 2、“货到人”分拣方法
ppt课件
7
(1)“人到货”分拣方法
这是一种传统的分拣方法。这 种方法是分拣货架不动,即货 物不运动,通过人力拣取货物。 在这种情况下,分拣货架是静 止的,而分拣人员带着流动的 集货货架或容器到分拣货架, 即拣货区拣货,然后将货物送 到静止的集货点。
(3)工艺难度高、计划性强 容易发生分货的错误。
(4)可合理调配车辆、使用和规划配送路线 因集中用户需求后才开始分货,工艺计划性强,故配
送时可合理调配、使用车辆和规划配送路线。
ppt课件
21
适用领域
(1)用户稳定、数量较多。 (2)用户需求共同性很强、差异较小,需求数量可有差 异但种类相同。
(3)用户需求种类有限、统计容易、分货时间不长。 (4)用户配送时间无严格限制。 (5)力求追求效率,降低成本。 (6)专业性强的配送中心、形成了稳定用户和需求, 货物种类有限。
ppt课件
5
分拣信息的载体可以是:
自动化生产线机械手及分拣单元设计(含全套CAD图纸)
摘要机电一体化技术是将机械技术、电工电子技术、微电子技术、信息技术、传感器技术、接口技术信号变换技术等多种技术的有机地结合,并运用到实际当中去的技术。
本次设计的是基于自动化生产线中的机械手及分拣单元模块,系统在生产线中完成的是工件的工位转移及按需分拣的过程。
整个系统采用PLC进行控制,机械手模块将工件搬运到分拣单元指定位置,有升降和左右横移两个自由度。
在分拣单元中,利用输送带输送工件,通过使用光电传感器和电感传感器完成对材质、颜色的检测,区分出金属工件以及黑色的非金属工件,在气缸的作用下,利用分拣器达到分拣目的。
关键词:自动化,PLC,气动系统设计,传感测试技术ABSTRACTThe integration of machinery technology is the mechanical skill,the electrician electronic technology,the microelectronic technology,the information technology, the sensor technology,the conection technology signal translation technology and many kinds of technologies organically unifies,and apply to the practice of techniques.What this design is based on automatic production line's in manipulator and the sort unit module,what the system completes in the production line is the work piece location shift and on demand sort process.The overall system uses PLC to carry on the control,the manipulator module transports the work piece to the sort unit assigns the position,has the fluctuation and about moves to two degrees-of-freedom horizontally.In the sort unit,transports the work piece using the conveyor belt, completes through the use photoelectric sensor and the inductive transceiver to the material quality,the color examination,differentiates the metal work piece as well as the black nonmetallic work piece,under air cylinder's function,serves the sort purpose using the time sorter.Key words:Automation,PLC,pneumatic system design,sensor testing technology目录1绪论 (1)1.1本论文的背景和意义 (1)1.2机械手国内外研究现状和趋势 (1)1.3分拣系统国内外发展现状和趋势 (2)1.4设计原则 (4)2自动化生产线机械手及分拣单元的方案设计 (5)2.1总体规格与相关参数 (5)2.2驱动方式的分析与选择 (5)2.3自动化生产线机械手及分拣系统的组成 (6)2.4总体建模效果 (8)3机械手方案设计 (9)3.1机械手坐标形式的选择 (9)3.2手部的选择 (9)3.3气缸等关键部分的设计 (12)4分拣单元结构设计 (22)4.1分拣单元的主要组成部分及各自功能 (22)4.2输送部分的设计与计算 (22)4.3传感检测部分 (25)4.4导向部分 (29)4.5滑槽部分 (34)5控制系统的设计 (35)5.1方案简述 (35)5.2机械手气动控制系统的设计 (36)5.3分拣系统控制系统的设计 (43)6总结 (48)7参考文献 (50)致谢 (51)1绪论1.1本论文的背景和意义自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
自动分拣系统课程PPT
LOGO
新型智能输送装置
LOGO
新型智能输送装置
万向传送 由垂直的两个直 齿轮组成,两个 直齿轮分别由蜗 轮蜗杆驱动,两 个蜗杆分别有两 个电机单独驱动, 可以无极调节各 蜗杆的转速。
掀起面板看个清楚
再取出其中一个小单元
LOGO
新型智能输送装置
水平移动时,只需要开启水平 蜗杆电机,驱动水平侧的直齿 轮转动即可
LOGO
分拣系统的特点
缺点
1、一次性投资巨大,先期投入回收慢。 系统的设备复杂,投资和运营成本相当高,需要可靠的货源作保证,也许只有大型生产企业 或专业物流公司才有能力投资,小企业则无能为力。 2、系统对商品外包装要求高。 为使大部分商品都能用机械进行自动分拣,需要采取诸如推行标准化包装、根据分拣商品统 一的包装特性定制分拣机等二次措施。但要让所有商品的供应商都执行国家的包装标准是很困难 的,定制分拣机又会使硬件成本上升,且越是特别的通用性就越差。
分拣系统的输送装置
其主要作用是使待分拣货物通过控制装置和分拣装置。在输送 装置的两侧,一般要连接若干分拣道口,使分好类的货物滑下主输 送机,以便进行后续作业。
LOGO
系统的分拣道口
主要作用是使待分拣货物通过控制装置和分拣装置。在输送 装置的两侧,一般要连接若干分拣道口,使分好类的货物滑下主 输送机,以便进行后续作业。
同理,竖直移动
举一反三,斜向移动 时,同时控制好直齿 轮转速,即可实现。
LOGO
新型智能输送装置效果图
LOGO
4.分拣系统的分类
LOGO
分拣系统的分类
LOGO
5.分拣系统的应用
建立一个先进的、自动
化的分拣系统,对配送中心 来说是至关重要的,不仅可 大大提高工作效率、而且可 以显著降低工人的劳动强度。 该系统目前已经成为发达国 家大中型物流中心不可缺少
《自动化设备与生产线》课件05YL-335B自动化生产线分拣单元实训
(1)完成传送机构的装配,装配传送带装置及其支座,然后将其安 装到底板上,如图5-4所示。
图5-4 传送机构组件安装
学习单元一 分拣单元的组成与安装
1. 机械部分的装配
(2)完成驱动电动机组 件装配,进一步装配联轴器, 把驱动电动机组件与传送机 构相连并固定在底板上,如 图5-5所示。
学习单元二 分拣单元PLC的编程与调试
图5-29 工件为金属时停止传送带运行并将工件推入金属分拣槽中 图5-30 推料成功后推料缸返回并转换到初始步
学习单元二 分拣单元PLC的编程与调试
图5-31 结束S0.2步 图5-32 执行S1.0步
学习单元二 分拣单元PLC的编程与调试
图5-33 工件为白料时停止传送带运行并将工件推进白料分拣槽中 图5-34 推料成功后推料缸返回并转换到初始步
图5-23 时间到开始起动传送带运行,高速计数器开始计数并转换到S0.1步 图5-24 结束初始步
学习单元二 分拣单元PLC的编程与调试
图5-25 执行S0.1步 图5-26 判断工件的属性(金属、白料、黑料)并转换到对应的步
学习单元二 分拣单元PLC的编程与调试
图5-27 结束S0.1步 图5-28 执行S0.2步
图5-2 传动机构
学习单元一 分拣单元的组成与安装
3. 电磁阀组和气动控制回路
分拣单元的电磁阀组使用了 三个由二位五通的带手控开关的单 电控电磁阀,它们安装在汇流板上。 这三个阀分别对金属、白料和黑料 推动气缸的气路进行控制,以改变 各自的动作状态。
图5-3 分拣单元气动控制回路 的工作原理
学习单元一 分拣单元的组成与安装
图5-42 使用数据块对V存储器赋值
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双击视频演示
步骤五
分拣线末端设置漏检物料区,可根据需求设置自动投料或剔除功能。
漏检物料区域 分拣暂存区
分拣暂存区
三、自动分拣系统的组成
1、物料调整装置。 2、识别装置。 3、控制装置。 4、分类装置。 5、输送装置。 6、分拣道口。
概述: 人工将物料铺放在输送线上,通过物料调整装
置将杂乱无章的物料按期望的排列形式排列并有 序的经过识别装置;识别装置将识别的分拣要求 传送给分拣控制装置;控制装置可以识别、接收、 处理分拣信号,通过信号,指示分类装置和输送 装置进行相应的作业;最后将物料送到分拣道口 脱离主输送线滑向集货区域。
四、公司项目案例
顺颂商祺
智能控制设备有限公司
SUCCESS
THANK YOU
2019/9/17
智能控制设备有限公司
技术方案
版本时间 2018年4月24日
更改记录 第一版
制作者 设计部
为您解决技术难题是我们的职责!
为您享受可靠的产品是我们的根基!
自动分拣线技术方案
项目背景
关于贵公司配备该设备的意愿: 1、物料分拣工作由人工操作改为输送线自动分拣; 2、分拣线要满足尽量简化机械结构,集成90°直角 转弯、物料有序输送、调整物料间距、视觉检测、跟 踪、物料分拣和漏检物料剔除工作。
第一处检测,通过扫描点1和扫描点2,检测物料两侧面。 第二处检测,通过扫描点3和扫描点4,检测物料两侧面。
扫描点1
扫描点2
扫描点3
扫描标签实物图片
标签
扫描点4
SUCCESS
THANK YOU
2019/9/17
90°转弯输送机描述
同类产品图片
产品特点: 皮带本身集成直角转弯功能,实现物料
的转向动作。
1
一、方案整体示意图
方案展示
工作流程概述
人工上料
自动排布物料
自动识别
自动分拣
漏检处理 物料存取
二、动作描述
步骤一
分拣线上料为人工上料,可以满足随意平铺摆放。
步骤二
通过分拣线本身进行物料的排序、调整间距、 摆正物料的动作。
步骤三
物料通过步骤一将物料布置后,经过第一处检测段进行扫描识别,然后进入 90°弯转变向机构,随后物料经过第二处检测段进行扫描识别。