齿轮断齿修复用焊丝
什么是焊丝?
什么是焊丝?焊丝是焊接工艺中常用的一种辅助材料,通常由金属线材制成。
焊丝在焊接过程中起着导电、传热和填充材料的作用,广泛应用于各个行业的焊接工艺中。
下面将从材料成分、种类、应用以及选购等方面来介绍焊丝。
一、焊丝的材料成分1. 主要成分焊丝的主要材料成分通常包括金属元素、合金元素以及一些其他添加剂。
常见的金属元素有铜、铝、镍等,合金元素包括锡合金、镍合金、铬合金等。
这些成分的选择将直接影响焊丝的物理性能和化学性能。
2. 添加剂的作用添加剂在焊丝中起着改善焊接性能、稳定电弧、降低焊接过程中的气体产生以及提高焊缝质量等作用。
常用的添加剂有除氧剂、凝固剂、稀释剂等。
通过合理选择添加剂,可以有效提高焊丝的性能和可靠性。
二、焊丝的种类1. 按材料分类根据焊丝的材料不同,可以将焊丝分为铝焊丝、铜焊丝、镍焊丝和钢焊丝等。
每种材料的焊丝都具有不同的物理性能和化学性能,适用于不同的焊接工艺和需求。
2. 按焊接方式分类根据焊接方式的不同,焊丝可分为手工焊丝、自动焊丝和半自动焊丝等。
手工焊丝通常由焊工进行操作,适用于小批量焊接和维修工作。
自动焊丝和半自动焊丝适用于大批量的生产焊接。
三、焊丝的应用领域焊丝广泛应用于金属结构、汽车制造、机械制造、造船、航空航天等行业的焊接工艺中。
在金属结构领域,焊丝常用于焊接钢结构、焊接铝合金、焊接镍合金等。
在汽车制造和机械制造等行业,焊丝常用于焊接零部件、装配件以及焊接修复。
焊丝在电子、电气等高科技领域也有广泛应用。
四、选择和购买焊丝的要点1. 根据具体需求选择在选择焊丝时,应根据具体的焊接工艺、焊接材料和焊缝要求等因素来确定。
不同的焊接任务需要选择具有适当化学成分和性能的焊丝。
2. 了解焊丝的规格焊丝的规格包括直径、长度等,应根据实际需求进行选择。
直径较小的焊丝适用于细小焊缝的焊接,而直径较大的焊丝适用于较大焊缝的填充。
此外,还应注意焊丝的质量标准和持久性能。
3. 注意存储和保养焊丝在存储和使用过程中需要注意保持干燥、避免受潮和受热。
17CrNiMo6钢锥齿轮轴焊接修复

。
中容 易 产 生 冷 裂 纹 热 裂 纹 和 再 热 裂 纹 等 缺 陷 为 了
。
1
1 7 C r N iM
17 C r N i M 0 6
、
0
6 钢焊接性分析
, ,
防止 这 些 缺 陷 的 产 生 保证 锥 齿 轮轴焊后 表 面 具 有
,
一
钢 为 德 国牌 号 属 于 低 合金 高 强 钢
1
、
定 的 耐 磨 性 能 应 当采 取 严 格 的工 艺 措 施 和 正 确
,
其化学 成分 机 械性 能如表
表 1
w
表 2 所示
w
。
的工 艺 规 范
%
。
从 保 证 较 低 的稀 释 率 降低 成 本 以 及
、
17 C r N iM
w
0
6 钢 化 学成 分
锥 齿 轮 轴 的结 构 和 堆 焊厚 度 等方 面 综合考虑 选 用
cq _C+ Cr M o +
—
能 也会 随之 下 降 , 因此 , 过 控制 线 能 量 来 降 低稀 通 释率 十分必 要 。 此外 ,7 r i 6钢 的焊接在 预热状 1 C NMo
态下 进 行 , 接 线 能 量不 宜 过 高 , 则 焊 缝金 属冷 焊 否
e
e x
pe rim
,
e n
t t ic
to
a
r e
p a ir
-
th e
s
ha ft
w e
o
f
a
ge
a r
o
c o a
s e
l
.
m
il l f o
w e
齿轮失效常见的形式及预防措施
1.5 塑性变形齿⾯塑性变形主要出现在低速重载、频繁启动和过载的场合。
当齿⾯的⼯作应⼒超过材料的屈服极限时,齿⾯产⽣塑性流动,从⽽引起主动轮齿⾯节线处产⽣凹槽,从动轮出现凸脊。
此失效多发⽣在⾮硬⾯轮齿上,齿轮的齿形严重变形,特别是左右不对称时应更换新件。
上⾯阐述的⼏种主要轮齿失效形式,在⼀般情况下,不仅可以修复,且在不能改变齿轮材料、加⼯⼯艺的条件下通过提前预防来延迟齿轮失效不利情况的发⽣,提⾼齿轮使⽤寿命。
2、预防齿轮失效措施2.1 提⾼齿轮安装精度2.2 合理选材齿轮材料的选择,要根据强度、韧性和⼯艺性能要求,综合考虑。
结合我国实际,宜选⽤低碳合⾦渗碳钢。
对于承受重载和冲击载荷的齿轮,采⽤以Ni-Cr和Ni-Cr-Mo合⾦渗碳钢为主的钢材;对于负载⽐较稳定或功率较⼩,模数较⼩的齿轮,亦可选⽤⽆Ni的Ni-Mn钢。
⽤这种钢材制造的齿轮与普通电炉钢制造的齿轮相⽐,其接触和弯曲疲劳寿命可提⾼3-5倍,齿轮极限载荷可提⾼15%-20%。
2.3 热处理通过热处理⼯艺,可以改善齿轮材质,适当提⾼硬度,消除或减轻齿⾯的局部过载,提⾼齿⾯的抗剥落能⼒。
例,对煤矿机械中的齿轮,深层渗碳淬⽕,可减⼩齿轮硬化,提⾼芯部硬度,较⼩的过渡区残余拉应⼒和充⾜的硬化层深度。
2.4 根据实际情况选择齿轮油据资料显⽰,机械故障的34.4%源于润滑不⾜,19.6%源于润滑不当,换句话说,以54%的机械故障是由于润滑问题所致。
因此,选择好的齿轮油对提⾼齿轮使⽤寿命有重要的意义。
2.5 修复为了确保齿轮的强度和硬度,决定采⽤氩弧焊合⾦焊丝堆焊修复,后⽤磨光机整形处理⽅案,这样焊后的齿轮轮齿少不经热处理达到较⾼的硬度和强度。
通过对齿轮失效形式的分析,可提⾼准确判别设备故障的能⼒,及时解除故障,提⾼经济效益。
刮板机齿轨及采煤机滑靴磨损修复技术的探讨及应用
角度的倾角,使得滑靴受力不均匀,造成导向滑靴磨损加 生热裂纹,需要采用低碳钢焊丝铺焊提高韧性 ;导轨表面
快,以焦煤赵固一矿为例,使用的 G750/1840-WD 采煤机 需采用高强度铬镍合金焊条堆焊,来提高导轨表面硬度。
在使用过程中,由于各种因素造成采煤机导向滑靴损坏磨
导 轨 面 焊 接 后 钢 淬 硬 倾 向 性 大, 材 料 组 织 发 生 变
2.3 导向滑靴的修复工艺流程
采煤机依靠左右行走箱上的两只导向滑靴和煤壁侧的 两组滑靴组件(支撑腿)骑在工作面刮板输送机的销轨和 铲煤板上。煤壁侧滑靴组件(支撑腿),它是由支撑腿、滑 靴、定位销、紧固螺钉、压板等组成。由于本机没有底托 架,两组滑靴组件分别直接安装在左右牵引减速箱靠煤壁 侧的箱体上。采煤机的行走主要依靠滑靴来支撑,由此可 见滑靴的重要性。
名称 :导向滑靴 ; 图号 :SM224JZ1-0310-1 ; 材质 :不确定 ; 调质硬度 :240-280 ; 化学成分 :碳 c:0.22-0.28%; 硅 Si:31%; 硫 S :0.014%
(a)焊前准备 :先清理磨损表面油污及煤灰,检查导 轨面是否存在裂纹,用角磨砂轮把焊接部位打磨光滑。
(b)对需焊接的导轨面进行焊前探伤检测,检测无裂 纹后方可进行焊接。
(c) 预 热 :对 打 磨 好 的 滑 靴 需 焊 接 表 面 用 火 焰 进 行 预 热, 除 去 焊 接 区 周 围 的 水 汽, 焊 接 表 面 升 温 至 250℃ ~300℃,用红外线测温仪检测表面温度。
(d)焊接:将加热好的滑靴放置在准备好的保温棉上进 行焊接,做好焊接保温措施;滑靴导轨面采用多层多焊接法 进行连续焊接,先用 SJD-60 焊丝堆焊至原有高度(-5mm) 后,打磨平滑,然后用事先准备好的样板校检,合格后方 可进行下一道工序;导轨表层用 MG600 铬镍焊条堆焊 5mm
药芯焊丝牌号对照表
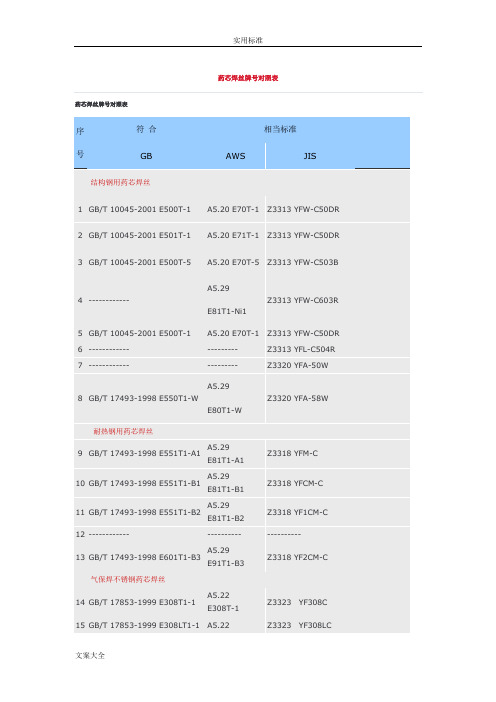
药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC序中国钢廉日本神户韩国现代号1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W 耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------ MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34 GL-YD450(Q) DWH-450 ------------35 ------------ DWH-600 ------------36 ------------ DWH-800 ------------37 ------------------------------------埋弧焊用耐磨堆焊药芯焊丝38 ------------G-50/USH-250N ------------39 ------------ G-50/USH-350N ------------40 ------------ G-50/USH-450N ------------41 ------------ G-50/USH-500N ------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝使用说明:碳钢药芯焊丝,执行GB/T10045-2001标准;低合金钢药芯焊丝,执行GB/T17493-1998标准;不锈钢药芯焊丝,执行GB/T17853-1999标准药芯焊丝是上世纪70年代逐步发展起来的,由于它效率高、节能、工艺性能好、质量高、综合成本低(只有手工焊条的1/2,埋弧焊丝的1/3,CO2实芯焊丝的90%)、飞溅少,已成为21世纪新一代焊材。
42CrMo齿轮轴焊补工艺

轧钢车间通过对作业转换时间原理的学习和应用,认真分析轧机在换辊时的内部作业转换和外部作业转换的工作内容和使用时间,在作业分析的基础上,尽可能将内部作业转换的内容,转化为外部作业转换。
线材生产线成品辊的换辊时间由原60m in 缩短到25m in ,仅此一项,全年就增加线材产量2000t ,多创经济效益40万元以上。
小型材生产线在注重转换作业时间的同时,对工艺路线进行了改造,使停机换辊时间由原11h 缩短到4h ,全年增加作业时间84h ,增加产量2500t ,增加经济效益50万元。
电炉炼钢生产线根据电炉炉体的寿命周期,充分做好更换前的准备工作,使更换炉体的时间由原来的8h 缩短到6h ,全年增加钢产量6520t ,增加经济效益93175万元。
外部作业转换时间在其它设备的大中修中也收到了显著的效果。
四是多能工培训收到显著效果。
多能工培训为企业员工培训工作指明了工作方向和工作重点,使员工培训更能贴近企业的实际,增强了企业职工培训的针对性和实用性;职工通过多工种技能培训,开阔了知识面,提高了适应能力和择业能力,使在岗员工能够大幅度提高工作效率,下岗员工也有了更大的选择余地,对企业与员工双方都有好处。
参考文献:〔1〕 门田安弘著Κ王瑞珠译1新丰田生产方式[M ]1石家庄Π河北大学出版社120011收稿日期:2002211215作者简介:马延恒(19552),男,山东滕州人。
1980年毕业于沈阳冶金机械专科学校锻压专业。
现为山东冶金机械厂助理工程师,从事焊接工艺技术的开发工作。
42C r M o 齿轮轴焊补工艺马延恒(山东冶金机械厂,山东淄博255064)摘 要:针对中碳调质高强钢42C r M o 可焊性较差和齿轮轴的工作特点,选用力学性能低于母材的J 507焊条,焊前整体预热至400℃以减缓焊接接头的冷却速度,施焊过程中控制层间温度保持在(350±20)℃,焊后采用去应力退火处理,保证了42C r M o 齿轮轴锻件的堆焊表面无裂纹。
大型轧钢设备开卷机直齿圆柱齿轮的焊接修复性研究

良的综合力学性能 。有时在生产 中 ,因锻 造质量 问题或 加工失误 ,需要通过焊接恢复其尺寸和使用性 能。
0. 4~ 1 0. 7~ 0. 0~ 1 4 0. 5— 1. 2 50~ 1. 0~ 4 ≤ ≤
材特性和技术要求,结合缺陷类型,我们采用低强度匹 配,适当降低焊缝强度,保证 良好的冲击韧度和塑性是
较合理的选择 。 焊材选择 了 比母 材 强度 略低 的 E 6— 1 I.m R 9 、j 2 m 1
齿轮缺陷示意图
焊接材料 ,其成分和化学性能见 表 3 表 4 、 。
枢撼l 伽 旺— — —
9 0~ 1 7 8 20
69 0
8
3 5
由表 1 可以看出,母材的合金元素含量较高。根据
国际焊接 学会 推 荐 的碳 当量 公 式 计算 ,材 料 的碳 当量 Cq 06% ~ . % 。当低合 金渗碳 淬火钢 的碳 当量 e为 . 5 08 2
地解决了 1 C2 iM 焊接修复的技术关键问题。其 7 rN2 o 修复质量经检验达到产品技术要求,确保了产品的生
O.5 .0 o O 3
于减小焊缝对母材的熔合比。 ()由于齿轮已加工到位,因此必须严格控制焊接 5
0 0 1 6 0. 8 O 4 1 8 O. ( 0 3 O. 7 O. 0 . 5 .4 .4 4 .3 .4 0 ) O. 0 0 0 3 O 1 6
维普资讯
表 3 田 6 _1 9 - 焊缝金属的化学成分 ( 质量分数)( %)
C Mn ko l Ni P S W V
≤
10 m宽范围局部加热到 30 0m 0 ℃,然后进行焊接。
C" a
低温铜铝药芯焊丝用途

低温铜铝药芯焊丝用途今天我可得跟你们好好唠唠低温铜铝药芯焊丝这玩意儿。
你们可能一听这名字,就觉得特别专业,特别高大上,其实啊,它在生活里可有不少超有趣的用途呢。
我有个朋友叫小李,他呀,可算是个手工达人。
有一次,他神秘兮兮地跟我说:“兄弟,我要干一件大事儿。
”我好奇得很,就追着问:“啥大事儿啊?”他就从他那宝贝工具箱里拿出了低温铜铝药芯焊丝。
我当时就懵了,这东西我只知道是在焊接的时候用的,他拿这个能干嘛呢?小李跟我讲,他有个特漂亮的铜质小摆件,是他出去旅游的时候带回来的。
结果不小心啊,被他调皮的小侄子给弄断了。
这可把他心疼坏了。
他本来想拿到外面去修,但是又怕那些师傅手艺不好,把他这宝贝给修坏了。
于是呢,他就想到了自己动手,用这低温铜铝药芯焊丝来焊接。
我就站在旁边看他操作。
他先是把那个断掉的小摆件的接口处清理得干干净净的,那认真的模样就像是在对待一件绝世珍宝。
他一边清理一边还跟我念叨:“这接口可得弄干净喽,要是有脏东西,这焊丝可就粘不牢啦。
”清理好之后,他就戴上了护目镜,那架势,还真像个专业的工匠呢。
然后,他小心翼翼地拿出低温铜铝药芯焊丝,就像拿出了魔法棒一样。
他说这焊丝的好处可多了,尤其是低温这个特性。
为啥呢?因为铜这种材料啊,如果温度太高的话,很容易变形,那这个小摆件就毁喽。
但是这低温铜铝药芯焊丝,在焊接的时候温度相对比较低,就不会让铜变形。
他开始焊接的时候,我就看到那焊丝熔化得很均匀,就像奶油在热锅上慢慢融化一样。
他熟练地把断开的两部分一点点地连接起来,那专注的眼神,我在旁边都不敢大声喘气,生怕打扰到他。
他偶尔还会跟我解释两句:“看,这焊丝里的药芯也在起作用呢,它能让焊接的地方更牢固,就像给这个接口加了一层保护罩。
”不一会儿,那个小摆件就被他修好了。
我拿过来一看,哇,简直就和原来一模一样,根本看不出来是断过又接上的。
我忍不住对他竖起了大拇指:“你可真是太牛了,这低温铜铝药芯焊丝还真有这么大的本事啊。