霍尼韦尔调节仪调试步骤
霍尼韦尔绝压变送器校零说明书
霍尼韦尔绝压变送器校零说明书
霍尼韦尔绝压变送器的校零步骤如下:
1. 确保已正确安装好变送器,并且所有必要的部件都已安装和连接。
2. 在进行校零之前,确保系统处于正确的操作模式。
这通常涉及切换到适当的校准或设置模式。
3. 按照制造商的说明,使用适当的工具或软件来执行校准。
这可能涉及连接到设备的电脑软件,或使用特定的校准工具。
4. 在校零过程中,确保遵循制造商的指导,并按照规定的步骤进行操作。
这包括调整设备上的任何可调部件,如电位计或可变电阻器,以进行校准。
5. 完成校零后,确保变送器已稳定并准备好进行压力测量。
这可能涉及等待一段时间以确保所有部件都已稳定,并检查任何显示或输出是否正常。
6. 最后,验证校零是否成功。
这通常涉及将变送器暴露于已知的压力源,并检查其读数是否准确。
如果读数与已知的压力值相符,则可以认为校零是成功的。
请注意,具体的校零步骤可能会因型号和制造商而有所不同。
因此,始终建议参考霍尼韦尔绝压变送器的用户手册或技术规格,以获取准确的校零说明。
此外,如果您对如何进行校零有任何疑问或不确定,建议联系霍尼韦尔的技术支持或专业人员以寻求帮助。
CO测报仪(霍尼韦尔)使用说明
CO测报仪(霍尼韦尔)重要提示:●每天使用之前,应完成仪器的自检过程●可燃气体传感器的灵敏度会受到高浓度硫化物,卤素化合物,含硅化合物,以及含铅气体或蒸汽的影响,也叫“中毒”,应避免在以上的环境中使用仪器。
●仪器不能长时间在高浓度可燃气体的环境下使用,以免损坏可燃气体传感器,如果必须使用,则使用后必须进行标定,如传感器已经损坏,需要更换新的传感器才能重新使用。
●不要用有机溶液,肥皂或含硅的溶液清洗仪器,以免损坏传感器。
●不要让仪器直接或受到电或机械冲击,受到冲击后应对仪器进行自检或标定。
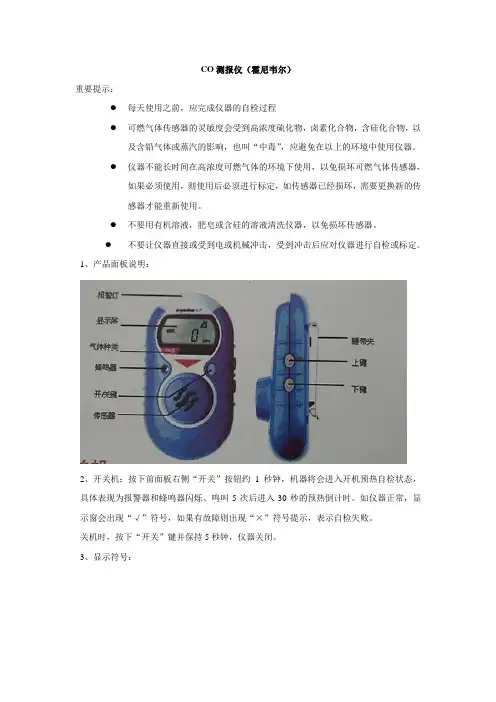
1、产品面板说明:2、开关机:按下前面板右侧“开关”按钮约1秒钟,机器将会进入开机预热自检状态,具体表现为报警器和蜂鸣器闪烁、鸣叫5次后进入30秒的预热倒计时。
如仪器正常,显示窗会出现“√”符号,如果有故障则出现“×”符号提示,表示自检失败。
关机时,按下“开关”键并保持5秒钟,仪器关闭。
3、显示符号:A:电池电量B:故障指示C:正常工作提示D:氧气和毒气一级报警信号毒气二级报警信号E:氧气二级报警信号F:毒气的TWA和STEL符号G:标定符号H:峰值符号I:浓度值和单位J:报警指示符4、安全自检过程:当按下开关键后,开机安全自检过程包括检查传感器,电路,电池,声/光报警以及振动报警。
厂家提醒用户在使用新的仪器时,用户最好让该仪器自检24小时。
1、电池欠压:如果仪器的电池欠压,则在屏幕上出现电池符号并同时闪烁,于此同时声光报警以每秒5次的频率激发,提示操作者更换电池。
2、报警解除:当所检测的气体超过报警点后,激发报警信号,其中︿表示毒气和氧气的一级报警符号,︽表示毒气的二级报警符号。
一旦报警发生,如果操作者确认该报警内容后且希望解除报警,只需按下“开关”、“上”或“下”键中的任意一个即可解除报警,并返回到正常操作模式。
霍尼韦尔调节仪调试步骤
霍尼韦尔调节仪调试步骤
一、接线
1、连接三线制热电阻
热电阻一端的引线连接调节仪的25端子,另一端的两根引线分别接在26、27端子
2、连接智能喷射器
调节仪的19端子连接智能喷射器的信号+,21端子连接智能喷射器的信号-
3、连接电源
调节仪的2端子连接电源的L,3端子连接电源的N
二、修改参数
1、按SET UP进入主菜单,上排显示SET,下排显示TUNING
2、主菜单内包含第二项的所有功能,如果在这11项功能之间切换,可以按SET UP,
也可以按向上或向下的箭头
3、如果浏览选中的一项的子菜单,则按FUNCTION;修改子菜单的参数,则按向上或
向下箭头,输入错误时可以按RESET,不保存它
4、确定输入后按FUNCTION,然后按LOWER DISPLAY返回
三、下排显示参数说明
OU **.* 输出
SP **** 设定值
DE **** 偏差
NoTUNE 没有进行Accutune
DoSLOW 在Accutune中处于慢调
DoFAST 在Accutune中处于快调
四、自整定
1、组态设定值LSP1
2、切换到自动模式
3、按LOWER DISPLAY显示自整定提示NoTUNE
4、按向上的按键选择:DoSLOW 或DoFAST
5、操作中调节FUNCTION
可在任何时候通过将下排显示改回到“NoTUNE”或把控制器改为手动模式都可以终止Accutune过程。
五、功能。
霍尼韦尔X4操作说明
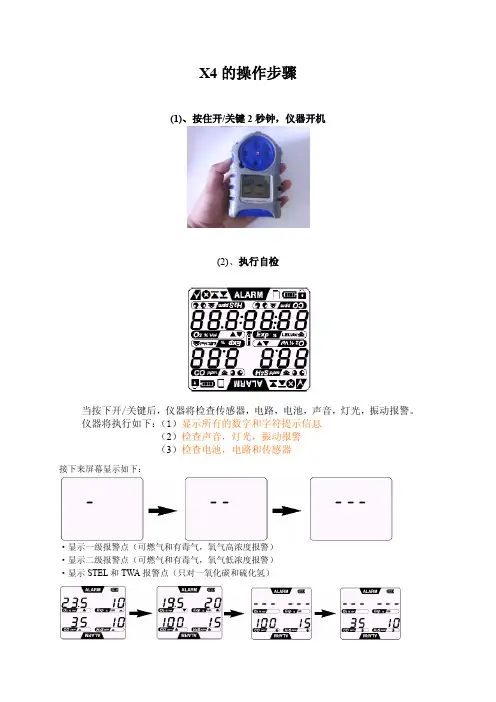
X4的操作步骤
(1)、按住开/关键2秒钟,仪器开机
(2)、执行自检
接下来屏幕显示如下:
·显示一级报警点(可燃气和有毒气,氧气高浓度报警) ·显示二级报警点(可燃气和有毒气,氧气低浓度报警) ·显示STEL 和TWA 报警点(只对一氧化碳和硫化氢)
当按下开/关键后,仪器将检查传感器,电路,电池,声音,灯光,振动报警。
仪器将执行如下:(1)显示所有的数字和字符提示信息
(2)检查声音,灯光,振动报警 (3)检查电池,电路和传感器
(3)、自检是否通过
另外,仪器将会定期的检查电池,电路和传感器。
!注意:如果自检失败,应重新进行自检,如果再次失败请联系当地代理/服务商。
(4)、进入测量模式
(5)、解除报警
自检通过
正常显示
报警提示符号将
警符号(一级)
报警提示符号将
警符号(二级)
(6)、关机
修改报警值步骤
(1)、打开仪器至正常显示 (2)、同时按住上/下键,直到声音响起后松手
(3)、再按上键或下键选择到报警值界面 (4)、再按开关键,选择需要设置的气体
(5)、按上键或下键进行报警值的设置
(5)都设置完了,等20秒仪器自动回到检测模式
如何装电池。
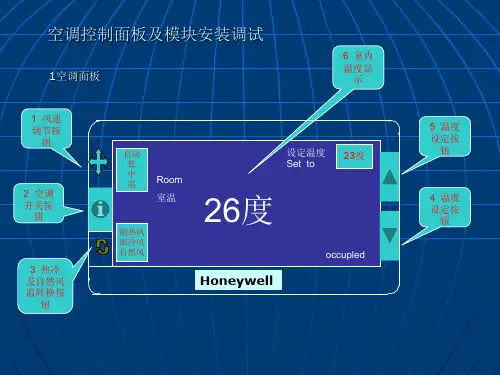
Honeywell空调控制面板及模块安装调试说明-精品文档
2 低中高自动,手动选择(默认值)
安装设置表(2)
14
18 19 20 21
22
制冷 CPH值 温度补 偿 1 2 选择值为1~6的范围 3为(默认值)
1 选择值为2 ℃ ~-2℃的 范围 2 4℃为(默认值) 0 敞开节能开关
0 只显示室内温度
显示模 式
1 只显示设置点温度 2 室内。设置点温度同时显示 (默认值) 10~32℃(步长0.5℃) 默认值为32 ℃ 10~32℃(步长0.5℃) 默认值为10 ℃ 0 未启用键盘锁
70
温控器信息(仅供参考)
74 次 配 置 数 据 版 本 75 配 置 数 据 日 期 (* *周) 76 配 置 数 据 日 期 (* *年)
0
状 态
1 0
1
关 开 关 开
风 低 中 高 扇 风 风 风 关 速 速 速
电源模块及连接线图
1 电源模块
保险管安装点
2 接线图
1 2 3 4 5 6 7 8 9 10 11 12
同时按 和 键3秒进入安装测试模式,如图示: 按 或 可以改变当前状态 按 键进入下一个测试选项 同时按 和 键3秒退出安装测试模式 对应表 测 试 项
测试项
Test
10
0
当前状态
10
加热
30
制冷
40
风速 0 1 2 3
71 主 软 件 版 本 72 次 软 件 版 本 73 主 配 置 数 据 版 本
12
四管制 自动调 节范围 加热 CPH值 制冷 CPH值
1 1℃~5℃的范围 2 1.5℃为(默认值)
温度传 感器选 择 摄氏 华 氏度选 择
13 14
霍尼韦尔系统PID参数调整方法
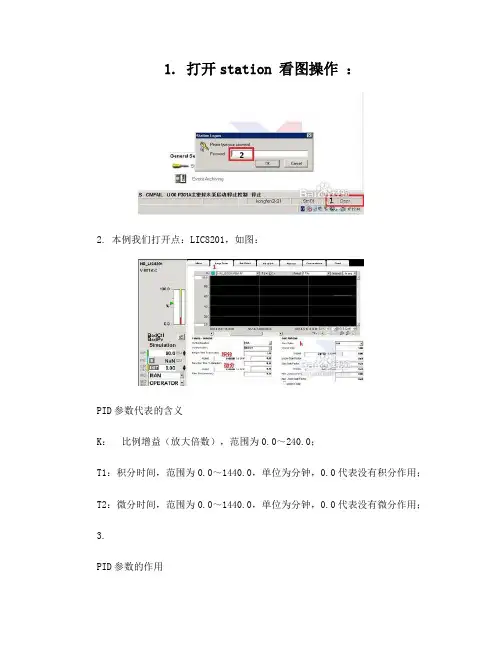
1. 打开station 看图操作:2. 本例我们打开点:LIC8201,如图:PID参数代表的含义K:比例增益(放大倍数),范围为0.0~240.0;T1:积分时间,范围为0.0~1440.0,单位为分钟,0.0代表没有积分作用;T2:微分时间,范围为0.0~1440.0,单位为分钟,0.0代表没有微分作用;3.PID参数的作用(1)比例调节的特点:1、调节作用快,系统一出现偏差,调节器立即将偏差放大K倍输出;2、系统存在余差。
K越小,过渡过程越平稳,但余差越大;K增大,余差将减小,但是不能完全消除余差,只能起到粗调作用,但是K过大,过渡过程易振荡,K太大时,就可能出现发散振荡。
(2)积分调节的特点:积分调节作用的输出变化与输入偏差的积分成正比,积分作用能消除余差,但降低了系统的稳定性,T1由大变小时,积分作用由弱到强,消除余差的能力由弱到强,只有消除偏差,输出才停止变化。
(3)微分调节的特点:微分调节的输出是与被调量的变化率成正比,在引入微分作用后能全面提高控制质量,但是微分作用太强,会引起控制阀时而全开时而全关,因此不能把T2取的太大,当T2由小到大变化时,微分作用由弱到强,对容量滞后有明显的作用,但是对纯滞后没有效果。
4. 经验凑试法在实践中最为实用。
在整定参数时,必须认真观察系统响应情况,根据系统的响应情况决定调整那些参数。
观察系统响应效果,可以通过查看控制回路细目画面中的实时趋势曲线,衰减曲线最好是4:1,即前一个峰值与后一个峰值的比值为4:1。
5. 经验值在实际调试中,只能先大致设定一个经验值,然后根据调节效果修改,这里的P代表比例度,P=1/K。
参数范围控制系统P(1 / K)K T1 / Min T2 / Min液位20%~80% 1.25 ~ 5.0 ————压力30%~70% 1.43 ~ 3.4 0.4~3 ——流量40%~100% 1.0 ~ 2.5 0.1~1 ——温度20%~60% 1.7 ~ 5 3~10 0.3~1总之,在整定时不能让系统出现发散振荡,如出现发散振荡,应立即切为手动,等系统稳定后减小放大倍数、增大积分时间或减小微分时间,重新切换到自动控制。
Honeywell对讲、智能家居调试安装指导-智能家居篇V1058
Public IP Address
APT Server
Private IP Address
W/G Switch
has
2 IP addresses
☞APT Server has 2 IP address; - One is Public IP address that is used for remote access and control
Honeywell Network
智能家居系统安装调试-网络系统
智能家居网络系统架构
Honeywell 智能家居网络系统: 1. 主干交换机、二级交换机; 2. 防火墙; 3. 公网出口,否则不支持远程控制; 4. GATEWAY 5. APT Server
注意: 防火墙需要对外网打开以下端口,供APT服务器和远程监视、控制使用: 80 (HTTP Port), 8020 (ActiveX), 21 and 20 (FTP Port), 5432 (DB Port), 22(SSH Port), (注意,如果需要做权限管理,需要专人配合管理22端口) 8008 (Port for Monitoring). 8080 and 8000(Port for debugging Web Server).
I P: 10.0.4.200/24 GW:
10.0.4.254/24
I P: 10.0.1.11/24 GW:
10.0.1.254/24
12
HONEYWELL -
智能家居系统安装调试-网络系统
* About IP Address
1) Public and Private IP Addresses Only public IP addresses can be accessed from the Internet. Public addresses are unique world wide. Private addresses are for use in private networks although these private addresses can be translated to public addresses.
精选HONEYWELL楼控调试手册
楼控调试手册目录目录 (3)1、BAS系统设备检测及调试步骤(STAM)概述 (1)A. 在实际调试工作开始之前准确的制定调试计划,并使用户能够了解我们的调试步骤 (1)B. 指导调试人员进行系统调试 (1)C. 按调试步骤制定及生成准确的调试记录和报告 (1)2、DDC 加电检测 (2)2.1 Excel 50加电检测步骤 (2)A:控制程序的编译: (2)B:控制器的设置 (3)C:程序下载 (4)2.2 Excel 100 加电检测步骤 (7)1) 在控制器逻辑模块安装之前完成底座安装和现场接线。
(7)2) 确保控制器屏蔽接地连接的完整性。
(7)A:控制程序的编译: (7)B:控制器的设置 (8)C:程序下载: (9)2.3 Excel 500 加电检测步骤 (12)1) 在控制器底座和现场接线过程中及控制器逻辑模块安装之前。
(12)A:控制程序的编译: (13)B:控制器的设置 (13)C:程序下载: (14)3. BA系统监控设备现场调试方案 (16)3.1空调机组的调试方案 (16)A. 送风风机启停及状态均为“关”。
(16)B. 冷热水控制阀关闭。
(16)C. 所有风阀处于“关闭”位置。
(16)D. 过滤器报警点状态为“正常”。
(16)E. 风机前后的压差开关为“关”。
(16)3.2、新风机组测试方案 (18)A) 送风风机启停及状态均为“关”。
(18)B) 冷热水控制阀关闭。
(18)C) 所有风阀处于“关闭”位置。
(18)D) 防冻开关的报警点状态是否为“正常”。
(18)E) 风机前后的压差开关为“关”。
(18)3.3 FCU末端的调试方案 (20)A. 送风风机启停及状态均为“关”。
(21)B. 冷热水控制阀关闭。
(21)3.4 送、排风机的调试方案 (22)A. 排风风机启停及状态均为“关”。
(22)B. 风机故障报警点为“正常”。
(22)3.5 给水系统调试方案 (22)C. 水泵启停及状态均为“关”。
霍尼韦尔温控器1200调试说明书
霍尼韦尔温控器1200调试说明书一、引言霍尼韦尔温控器1200是一款广泛应用于家庭和商业建筑中的温度控制设备。
本文将为您详细介绍如何正确调试和使用该温控器,以确保室内温度的舒适和节能。
二、温控器概述霍尼韦尔温控器1200采用先进的温度传感技术,具有精确的温度控制能力。
其外观简洁、操作方便,适用于各种类型的暖通空调系统。
三、安装准备在开始调试之前,请确保已完成以下准备工作:1. 检查温控器是否正确连接到电源,并确保电源稳定;2. 确认温控器的控制线与暖通空调系统连接正确;3. 检查温控器面板上的显示是否正常;4. 准备好所需的调试工具,如螺丝刀、电压表等。
四、温控器调试步骤1. 设置温度范围:按下温控器面板上的温度设置按钮,在显示屏上设定所需的温度范围。
确保设定的温度范围符合实际需求。
2. 校准温度传感器:使用电压表测量温度传感器的输出电压,与实际温度进行对比,如果有偏差,则需要进行校准。
校准方法请参考产品说明书。
3. 调试控制模式:根据实际需求,选择恰当的控制模式,如制冷模式、制热模式等。
通过操作面板上的模式选择按钮进行设置。
4. 调整温度差:温度差是指温控器控制系统启动和停止的温度差异。
根据实际需要,通过调整温度差参数,使温度控制更加精确。
5. 检查传感器连接:确保温度传感器与温控器连接牢固,没有松动或断线现象。
如有问题,请及时修复。
6. 检查输出连接:检查温控器与暖通空调系统之间的输出连接是否正确,确保信号传输畅通无阻。
7. 验证调试结果:调试完成后,观察温控器的显示屏和暖通空调系统的运行情况,确保温度控制正常,系统运行稳定。
五、注意事项在使用霍尼韦尔温控器1200时,请务必注意以下事项:1. 避免温控器长时间暴露在阳光直射或潮湿环境中,以免影响其正常工作;2. 定期清洁温控器面板,避免灰尘积累影响操作效果;3. 如需更换温度传感器或其他部件,请联系专业技术人员进行操作;4. 在使用过程中,如发现任何异常现象或故障,请立即停止使用并联系售后服务。
Honeywell 控制器的PID调节
Honeywell 控制器K、I、D的调节一般指南:1、控制器K、I、D值应根据控制器的不同类型而设定。
控制器的放大系数K在测量值和设定值之间存在偏差时候才起作用,即放大系数决定了输出值变化幅度。
值得注意的是:控制器的放大系数的大小取决于主表和副表的量程范围(详见开路调节方法)。
通常情况,温度控制器具有400华氏度量程,所以需要一个较大的放大系数(3.0+),大多数液位控制阀设计的放大系数为1.0。
积分时间设定了阀位变化的反复性。
积分时间的使用取决于工艺过程的响应时间,即为工艺过程响应时所需的大部分时间。
对于流体的流入,具有较大体积的容器则有一个较低的响应时间,积分时间通常被设置在20+。
而多数液体流量计对于控制阀位的改变响应非常迅速。
微分时间取决于偏差(测量值与设定值之差)变化的速度,它被使用以抵消停滞时间(即工艺参数到开始变化时所需的时间)。
多数温度和气体压力控制会有停滞时间,所以适当的设置微分时间对其是有益的。
多数流量和液体压力控制器,其基本的控制活动来自于积分作用(例:小的放大系数,0.3~1.0和快的积分0.2~0.7)。
对于液位、温度和气体压力,其主要的控制活动是通过放大系数作用实现的。
放大系数(和可能使用的微分)对外来干扰信号提供快速的响应控制。
对于控制阀,典型的给定值如下表:放大系数(K) 积分时间(T1) 微分时间(T2) 控制器类型+ Increases + Slower + Increases .流量(液体) 0.3 - 1.0 0.2 – 0.7 None流量(气体) 1.0 - 3.0 0.5 - 1.0 None压力(液体) 0.5 - 2.0 0.5 - 1.0 None压力(气体) 1.0 - 2.0 1.0 - 2.0 None or 0.3 - 2.0 液位(Tight) 1.0 - 1.5 2.0 - 6.0 None液位(Smoothing) 0.7 - 1.0 4.0 - 20.0 None温度 1.0 - 3.0 4.0 - 25.0 0.3 - 3.0使用开路调节法建立近似K、I、D常量2、先调副表,再调主表,且副表的积分作用应快于主表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
霍尼韦尔调节仪调试步骤
一、接线
1、连接三线制热电阻
热电阻一端的引线连接调节仪的25端子,另一端的两根引线分别接在26、27端子
2、连接智能喷射器
调节仪的19端子连接智能喷射器的信号+,21端子连接智能喷射器的信号-
3、连接电源
调节仪的2端子连接电源的L,3端子连接电源的N
二、修改参数
1、按SET UP进入主菜单,上排显示SET,下排显示TUNING
2、主菜单内包含第二项的所有功能,如果在这11项功能之间切换,可以按SET UP,
也可以按向上或向下的箭头
3、如果浏览选中的一项的子菜单,则按FUNCTION;修改子菜单的参数,则按向上或
向下箭头,输入错误时可以按RESET,不保存它
4、确定输入后按FUNCTION,然后按LOWER DISPLAY返回
三、下排显示参数说明
OU **.* 输出
SP **** 设定值
DE **** 偏差
NoTUNE 没有进行Accutune
DoSLOW 在Accutune中处于慢调
DoFAST 在Accutune中处于快调
四、自整定
1、组态设定值LSP1
2、切换到自动模式
3、按LOWER DISPLAY显示自整定提示NoTUNE
4、按向上的按键选择:DoSLOW 或DoFAST
5、操作中调节FUNCTION
可在任何时候通过将下排显示改回到“NoTUNE”或把控制器改为手动模式都可以终止Accutune过程。
五、功能。