激光切割工艺参数表
6000w激光切割工艺参数表

6000w激光切割工艺参数表引言激光切割作为一种高精度、高效率的材料加工技术,已经在各种工业领域得到广泛应用。
激光切割工艺参数的选择对于切割质量和效率具有至关重要的影响。
本文将针对6000w激光切割的工艺参数进行详细探讨,帮助读者更好地了解和掌握相关知识。
切割材料6000w激光切割适用于各种金属材料,如不锈钢、铝合金、铜等,以及一些非金属材料,如塑料、木材等。
根据具体材料的不同特性,需要调整相应的工艺参数。
切割厚度6000w激光切割的最大切割厚度取决于材料的种类和性质,一般可以在10mm 至30mm之间。
超过最大切割厚度会导致切割质量下降和效率降低。
工艺参数下表列出了6000w激光切割常用的工艺参数范围:参数范围激光功率5000w - 7000w气压 6 - 8 bar切割速度 1 - 10 m/min焦距100mm - 200mm气体类型氮气、氧气、氮氧混合气体等焦点直径0.1mm - 0.3mm斜度 3 - 6度参数调整在实际应用中,根据具体的切割要求和材料特性,需要灵活调整工艺参数。
一般来说,提高功率和气压可以提高切割速度和质量,但也容易产生过热等问题;焦距和焦点直径则影响激光束的聚焦效果和切割平面的质量,需要根据切割材料的不同来选择合适的数值。
结论6000w激光切割的工艺参数表涵盖了激光功率、气压、切割速度、焦距等关键参数,对于确保切割质量和效率具有重要意义。
在实际应用中,需要根据具体情况不断优化和调整工艺参数,以实现最佳的切割效果。
希望以上内容能够为读者提供对6000w激光切割工艺参数的清晰了解,并在实际应用中发挥作用。
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

1
5
2300
2400
1000
1500
16
20
100
2200
O2
120
200
18
1
6
2400
800
1000
18
20
100
2400
O2
120
200
18
2
8
2400
3000
500
800
18
20
100
2400
O2
120
200
18
3
铝板16毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
碳钢1—20毫米厚激光切割的工艺参数表
令狐采学
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000
8000
O2
200
300
40
60
1500
O2
100
200
18
0
2
1000
4000
6000
180
240
40
60
1800
100
60
80
2200
80
120
10
15
3
10
1600
3000w激光切割工艺参数对照表
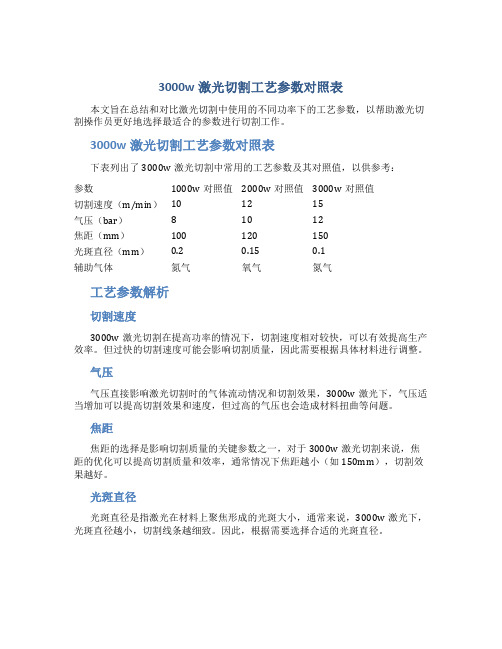
3000w激光切割工艺参数对照表本文旨在总结和对比激光切割中使用的不同功率下的工艺参数,以帮助激光切割操作员更好地选择最适合的参数进行切割工作。
3000w激光切割工艺参数对照表下表列出了3000w激光切割中常用的工艺参数及其对照值,以供参考:参数1000w对照值2000w对照值3000w对照值切割速度(m/min)10 12 15气压(bar)8 10 12焦距(mm)100 120 150光斑直径(mm)0.2 0.15 0.1辅助气体氮气氧气氮气工艺参数解析切割速度3000w激光切割在提高功率的情况下,切割速度相对较快,可以有效提高生产效率。
但过快的切割速度可能会影响切割质量,因此需要根据具体材料进行调整。
气压气压直接影响激光切割时的气体流动情况和切割效果,3000w激光下,气压适当增加可以提高切割效果和速度,但过高的气压也会造成材料扭曲等问题。
焦距焦距的选择是影响切割质量的关键参数之一,对于3000w激光切割来说,焦距的优化可以提高切割质量和效率,通常情况下焦距越小(如150mm),切割效果越好。
光斑直径光斑直径是指激光在材料上聚焦形成的光斑大小,通常来说,3000w激光下,光斑直径越小,切割线条越细致。
因此,根据需要选择合适的光斑直径。
辅助气体辅助气体在激光切割过程中起着冷却材料、吹除熔融物等作用。
在3000w激光切割中,如氮气和氧气的选择直接影响切割效果,需要根据材料和要求选择合适的辅助气体。
结语通过对3000w激光切割工艺参数的对照比较,我们可以看到不同功率下的工艺参数选择有所差异,对于操作员来说,根据实际情况合理调整各项参数,以获得最佳的切割效果和效率。
希望本文提供的参数对照表能帮助您更好地进行3000w 激光切割工作。
激光切割工艺参数表

激光切割参数
单位:-10.0-8.0mm
P138
穿孔焦点高度
单位:-10.0-8.0mm
(CORNER)转角处理工艺参数
P170
转角减速禁止/使能
0=DEC-DIS 1=DEC-ENABLE
P171
转角减速百分比
单位:5-100%
P172
转角暂停延时
单位:ms
(DOWN LEAD)引线处理工艺参数
P120
切割脉冲占空比
1-100%(PRC)
P106
切割喷嘴高度
单位:0.5-10.0mm
P107
切割气体压力
单位:0.5-8.0 bar
P108
切割气体类型
1=空气2=氧气3=氮气
P109
切割头是否提升
穿孔方式
0=不穿孔1 =正常2=渐进3=强力
P111
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
1-100%(PRC)
P166
切割喷嘴高度
单位:0.5-10.0mm
P167
切割气体压力
单位:0.5-8.0 bar
P168
切割气体类型
1=空气2=氧气3=氮气
P169
切割头是否提升
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
激光切割工艺参数表
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
5-8
14
2200-
2400
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1600-
2000
4000-
7000
氮
气
10
80-
100
2000
氮
气
150
200
18
0.2
2
1800-
2200
3000-
5000
12
80-
100
2200
3
2000-
2200
2000-
激光切割工艺参数表
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
2400
80-
160
30-
60
2200
80
1
8
1500-
碳钢1—20毫米厚激光切割的工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
激光切割工艺详解
发表于 2009-10-26 20:50 |本文章共4286字,分3页,当前第1页,快速翻页:123激光切割工艺激光切割的工艺参数(1)光束横模① 基模又称为高斯模,是切割最理想的模式,主要出现在功率小于1kW 的激光器。
② 低阶模与基模比较接近,主要出现在1~2kW的中功率激光器。
③ 多模是高阶模的混合,出现在功率大于3kW的激光器。
切割速度与横模及板厚的关系见图1。
由图可以看出,300W的单模激光和500W的多模有同等的切割能力。
但是,多模的聚焦性差,切割能力低,单模激光的切割能力优于多模。
常用材料的单模激光切割工艺参数见表1,多模激光切割工艺参数见表2。
表1 常用材料的单模激光切割工艺参数材料厚度/mm切割速度/cmmin-1 切缝宽度/mm功率/W低碳钢3.0O2600.2250不锈钢1.0O21500.140.0O2503.5钛合金10.0O22801.5有机透明玻璃10.0N2800.71.0O23000.1聚酯地毯10.0N22600.5棉织品(多层)15.0N2900.50.5N23000.4波纹纸板8.0N23000.4石英玻璃1.9O2600.25.5N2700.5聚苯乙烯3.2N24200.4硬质聚氯乙烯7.0N21200.5纤维增强塑料3.0N2600.3木材(胶合板)18.0N2200.7低碳钢1.0N2450-3.0 N2 150 6.0 N2 50 1.2 O2 600 0.15 2.0 O2 400 0.15O2 250 0.2 不锈钢1.0 O2 300 -3.0 O2 120 胶合板18.0 N2表2 常用材料的多模激光切割工艺参数材料板厚/mm切割速度/cmmin-1切缝宽度/mm功率/kW铝12230115碳钢623015304不锈钢4.6130220硼/环氧复合材料8165115纤维/环氧复合材料1246020胶合板25.4 1501.58有机玻璃25.4 1501.58玻璃9.415020混凝土38568(2)激光功率激光切割所需要的激光功率主要取决于切割类型以及被切割材料的性质。
激光切割工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000-
8000
O2
200-
300
40-
60
1500
O2
100
200
18
0
2
1000
4000-
6000
180-
240
40-
60
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
如有侵权请联系告知删除,感谢你们的配合!
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15