激光切割参数
3000w激光切割工艺参数对照表
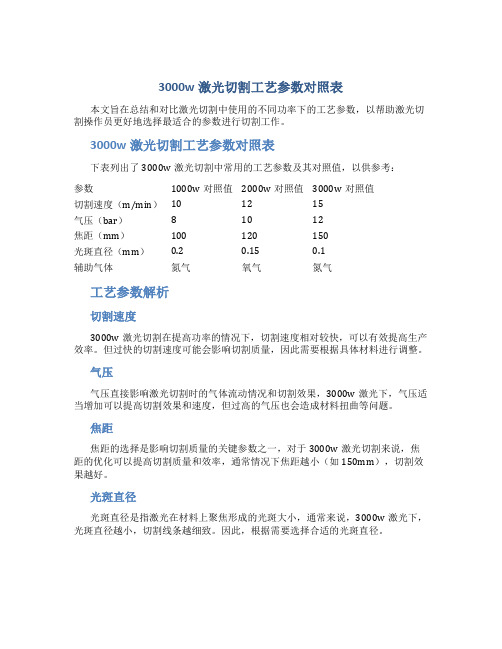
3000w激光切割工艺参数对照表本文旨在总结和对比激光切割中使用的不同功率下的工艺参数,以帮助激光切割操作员更好地选择最适合的参数进行切割工作。
3000w激光切割工艺参数对照表下表列出了3000w激光切割中常用的工艺参数及其对照值,以供参考:参数1000w对照值2000w对照值3000w对照值切割速度(m/min)10 12 15气压(bar)8 10 12焦距(mm)100 120 150光斑直径(mm)0.2 0.15 0.1辅助气体氮气氧气氮气工艺参数解析切割速度3000w激光切割在提高功率的情况下,切割速度相对较快,可以有效提高生产效率。
但过快的切割速度可能会影响切割质量,因此需要根据具体材料进行调整。
气压气压直接影响激光切割时的气体流动情况和切割效果,3000w激光下,气压适当增加可以提高切割效果和速度,但过高的气压也会造成材料扭曲等问题。
焦距焦距的选择是影响切割质量的关键参数之一,对于3000w激光切割来说,焦距的优化可以提高切割质量和效率,通常情况下焦距越小(如150mm),切割效果越好。
光斑直径光斑直径是指激光在材料上聚焦形成的光斑大小,通常来说,3000w激光下,光斑直径越小,切割线条越细致。
因此,根据需要选择合适的光斑直径。
辅助气体辅助气体在激光切割过程中起着冷却材料、吹除熔融物等作用。
在3000w激光切割中,如氮气和氧气的选择直接影响切割效果,需要根据材料和要求选择合适的辅助气体。
结语通过对3000w激光切割工艺参数的对照比较,我们可以看到不同功率下的工艺参数选择有所差异,对于操作员来说,根据实际情况合理调整各项参数,以获得最佳的切割效果和效率。
希望本文提供的参数对照表能帮助您更好地进行3000w 激光切割工作。
大族激光切割机产品参数

大族激光切割机产品参数一、设备基本信息●型号:[具体型号,如LF1530]●类型:激光切割机●制造商:大族激光科技产业集团股份有限公司二、机械性能●工作台尺寸:[例如:1500mm x 3000mm]●最大切割速度:[例如:120m/min]●定位精度:[例如:±0.03mm]●重复定位精度:[例如:±0.02mm]●最大加速度:[例如:1.0G]●传动方式:齿轮齿条传动/滚珠丝杠传动三、激光参数●激光类型:光纤激光器●激光功率:[例如:500W-3000W,可选]●激光波长:[例如:1070nm]●光束质量:[例如:<2 M²]●冷却方式:水冷四、切割能力●最大切割厚度:●碳钢:[例如:20mm]●不锈钢:[例如:10mm]●铝合金:[例如:8mm]●铜:[例如:5mm]五、工作环境●电力需求:[例如:AC 380V ±5% 50Hz]●总功耗:[例如:≤12KW]●工作温度:[例如:0-45°C]●工作湿度:[例如:<95%, 无凝露]六、控制系统●操作系统:专业CNC控制系统●界面类型:触摸屏操作界面●支持格式:DXF、PLT、AI、G代码等七、气体系统●支持气体:●切割辅助气体:氧气、氮气、空气●气体压力:[例如:0.5-2.2Mpa]八、应用领域●钣金加工●金属制品●五金工具●机电设备●航空航天●汽车制造●船舶制造●电梯制造●家具制造●广告标识九、安全与环保●安全防护:激光头防撞功能自动对焦功能(可选)防护罩(可选)●环保措施:废气处理系统(可选)废料回收系统(可选)十、售后服务保修期:****服务内容:提供安装、调试、培训、维护等全程服务联系方式:****客服热线:****电子邮件:****官方网站:****备注1.以上参数可能会因具体型号或配置不同而有所变化,实际情况以厂家提供的最新资料为准。
2.可根据客户需求定制部分参数及功能,详情请咨询大族激光销售代表。
6000瓦激光切割参数表图
6000瓦激光切割参数表图
序言
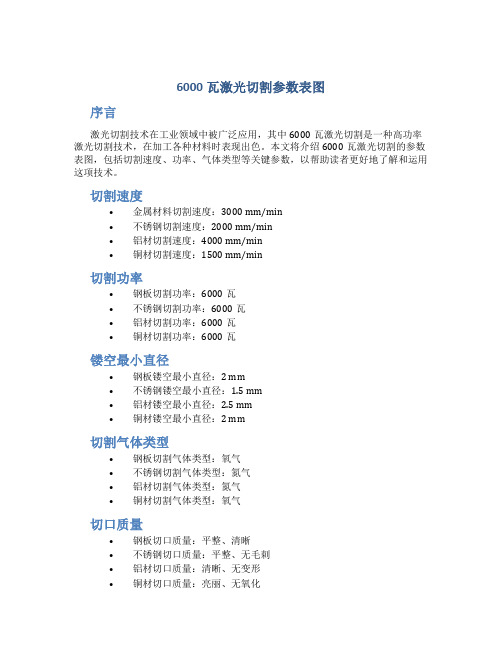
激光切割技术在工业领域中被广泛应用,其中6000瓦激光切割是一种高功率激光切割技术,在加工各种材料时表现出色。
本文将介绍6000瓦激光切割的参数表图,包括切割速度、功率、气体类型等关键参数,以帮助读者更好地了解和运用这项技术。
切割速度
•金属材料切割速度:3000 mm/min
•不锈钢切割速度:2000 mm/min
•铝材切割速度:4000 mm/min
•铜材切割速度:1500 mm/min
切割功率
•钢板切割功率:6000瓦
•不锈钢切割功率:6000瓦
•铝材切割功率:6000瓦
•铜材切割功率:6000瓦
镂空最小直径
•钢板镂空最小直径:2 mm
•不锈钢镂空最小直径:1.5 mm
•铝材镂空最小直径:2.5 mm
•铜材镂空最小直径:2 mm
切割气体类型
•钢板切割气体类型:氧气
•不锈钢切割气体类型:氮气
•铝材切割气体类型:氮气
•铜材切割气体类型:氧气
切口质量
•钢板切口质量:平整、清晰
•不锈钢切口质量:平整、无毛刺
•铝材切口质量:清晰、无变形
•铜材切口质量:亮丽、无氧化
结论
6000瓦激光切割是一项高效的工业加工技术,通过合理设置参数表可以实现对各种材料的精准切割。
掌握这些关键参数,可以有效提高6000瓦激光切割的加工效率和产品质量,为工业生产提供有力支持。
以上为6000瓦激光切割参数表图的内容,希望对读者有所帮助。
12kw激光切割工艺参数
12kw激光切割工艺参数激光切割技术是一种高精度的材料加工方法,广泛应用于金属加工、汽车制造、电子设备等行业。
其中,12kw激光切割机是一种常见的设备,具有较高的功率和切割速度。
本文将介绍12kw激光切割工艺参数,包括光束质量、切割速度、切割厚度等方面的内容。
一、光束质量光束质量是评价激光切割机性能的重要指标之一。
光束质量好的激光切割机可以获得更高的切割精度和更小的切缝宽度。
12kw激光切割机采用优质光学元件和先进的调焦系统,能够实现较好的光束质量,保证切割效果。
二、切割速度切割速度是激光切割工艺参数中非常重要的指标之一。
12kw激光切割机具有较高的功率,能够实现较快的切割速度。
切割速度的选择应根据材料的厚度和切割要求来确定,过高的切割速度可能导致切割质量下降,过低的切割速度则会影响生产效率。
三、切割厚度切割厚度是指激光切割机可以实现的最大切割材料厚度。
12kw激光切割机具有较高的功率,可以切割较厚的金属材料。
然而,切割厚度还受到其他因素的影响,如材料的种类、激光光束的聚焦效果等。
因此,在实际应用中,需要根据具体情况进行调整。
四、辅助气体辅助气体在激光切割过程中起到冷却和吹除熔融物的作用,对切割质量和效率起到重要的影响。
常用的辅助气体有氧气、氮气和氩气等。
选择合适的辅助气体需要考虑材料的种类、切割速度和切割质量要求等因素。
五、光斑直径光斑直径是指激光束在焦点位置的直径,也是影响切割质量的重要因素之一。
12kw激光切割机采用高质量的光学系统和先进的调焦技术,可以实现较小的光斑直径,从而获得更高的切割精度。
六、切割质量切割质量是评价激光切割工艺参数的关键指标之一。
12kw激光切割机具有较高的功率和较好的光束质量,可以实现高精度切割。
切割质量的好坏受到多个因素的影响,如光束质量、切割速度、切割厚度等。
在实际应用中,需要根据具体要求进行调整和优化,以获得最佳的切割质量。
12kw激光切割工艺参数涉及光束质量、切割速度、切割厚度、辅助气体、光斑直径和切割质量等方面的内容。
2mm铝板激光切割参数
2mm铝板激光切割参数
切割2mm铝板的激光切割参数包括但不限于以下几个方面:
1.激光功率:根据铝板的厚度和材质,适当调整激光功率。
通常情况下,切
割2mm铝板的激光功率范围在800W至1200W之间。
2.切割速度:根据铝板的厚度和材质,以及切割的精度要求,选择合适的切
割速度。
对于2mm厚的铝板,建议选择中速或高速进行切割。
3.焦点位置:将激光束聚焦在铝板表面,焦点位置要适中,以确保切割断面
质量。
4.辅助气体:采用高纯度氧气作为辅助气体,可以提高切割质量和速度。
5.切割精度:根据需要切割的图形和精度要求,选择适合的切割参数,如焦
距、光斑直径等。
6.铝板预处理:在切割前对铝板表面进行清洗或预处理,去除油污和氧化膜,
可以提高切割质量和速度。
需要注意的是,具体的参数设置还需要根据激光切割机的型号、性能以及实际生产条件进行调整和优化。
在实际操作中,建议多做实验,不断摸索,找到最适合的参数组合,以达到最佳的切割效果。
激光切割机的切割参数怎样调节大小
#激光切割机的切割参数怎样调节大小激光切割机是一种高效精准的切割设备,广泛应用于金属加工、纺织、皮革等多个领域。
正确调节激光切割机的切割参数对于获得理想的切割效果至关重要。
在使用激光切割机时,我们通常需要调节以下几个关键参数来控制切割效果的大小:##1. 激光功率激光功率是影响切割深度和速度的关键参数之一。
通常情况下,提高激光功率可以增加切割深度和速度,降低激光功率则会导致切割效果不佳。
在调节激光功率时,需要根据被切割材料的类型和厚度来确定最佳的功率设置。
##2. 切割速度切割速度是指激光束在材料表面移动的速度,影响切割质量和效率。
一般来说,增加切割速度可以提高工作效率,但也会影响切割质量。
通过调节切割速度,可以找到最适合的速度范围,以获得最佳的切割效果。
##3. 焦距焦距是指激光聚焦头到被切割材料表面的距离,对切割效果有重要影响。
适当调节焦距可以使激光光斑聚焦在最佳位置,确保切割线条清晰且不产生焦糊。
通常情况下,焦点距离一般取决于被切割材料的类型和厚度。
##4. 激光束模式激光切割机通常具备不同模式的激光束,如连续模式和脉冲模式。
不同模式的激光束适用于不同的切割需求。
连续模式适合对材料进行快速切割,而脉冲模式则适合对细小材料进行精细切割。
根据具体需求选择合适的激光束模式也是调节切割大小的重要因素之一。
结语通过调节激光功率、切割速度、焦距和激光束模式等关键参数,可以有效控制激光切割机的切割大小。
在实际操作中,我们需要根据具体材料和切割要求进行不断调整,以获得最佳的切割效果。
激光切割技术的不断发展将为工业生产带来更高效、更精准的切割解决方案。
激光切割机标准参数
激光切割机标准参数激光切割机是一种广泛应用于金属加工、机械制造、汽车工业等领域的高精度切割设备。
它通过激光束对工件进行高速切割,具有切割精度高、速度快、效率高等优点。
而要确保激光切割机的正常运行和切割效果,关键在于掌握其标准参数。
下面将介绍激光切割机的标准参数,希望能为您的生产和加工提供一些帮助。
1. 激光功率。
激光功率是激光切割机的重要参数之一,它直接影响到切割速度和效果。
通常来说,激光功率越大,切割速度越快,切割厚度也越大。
在选择激光切割机时,需要根据实际加工需求来确定激光功率的大小,以确保能够满足工件的切割要求。
2. 切割速度。
切割速度是指激光切割机在单位时间内对工件进行切割的速度。
它与激光功率、工件材料、切割厚度等因素密切相关。
在实际操作中,需要根据工件材料的硬度、厚度等情况来调整切割速度,以确保切割效果和加工质量。
3. 切割厚度。
切割厚度是指激光切割机能够切割的工件厚度范围。
激光切割机通常可以对不同厚度的金属材料进行高精度切割,但是其切割厚度范围会受到激光功率、切割速度、光斑直径等因素的影响。
在使用激光切割机时,需要根据工件的厚度来调整相应的参数,以获得最佳的切割效果。
4. 光斑直径。
光斑直径是指激光束在工件表面的直径大小,它直接影响到激光切割机的切割精度和切割质量。
通常来说,光斑直径越小,切割精度越高,切割质量也越好。
因此,在实际操作中,需要根据工件的要求来调整光斑直径,以确保切割效果达到最佳状态。
5. 辅助气体。
辅助气体是激光切割机切割过程中不可或缺的一部分,它能够有效地冷却切割区域、清除切割渣和保护焊缝。
常用的辅助气体有氧气、氮气和惰性气体等。
在选择辅助气体时,需要考虑工件材料、切割厚度和切割速度等因素,以确保能够获得最佳的切割效果。
总结。
激光切割机的标准参数对于其正常运行和切割效果至关重要。
在实际操作中,需要根据工件的材料、厚度和切割要求等因素来合理调整激光功率、切割速度、切割厚度、光斑直径和辅助气体等参数,以确保能够获得高质量的切割效果。
6000w激光切割机参数表

6000w激光切割机参数表激光切割技术一直以来在工业领域中扮演着重要的角色,而6000w激光切割机作为高功率设备,在材料加工中有着广泛的应用。
下面是一个典型的6000w激光切割机的参数表,让我们来了解一下这个高性能设备具体的技术指标。
技术参数参数值激光波长 1.06μm激光功率6000W工作台尺寸3000mm×1500mm切割速度最大100m/min最大加工厚度不锈钢30mm、碳钢30mm定位精度±0.03mm重复定位精度±0.02mm辅助气体氮气、氧气、惰性气体控制系统Cypcut/FSCUT传动方式双动驱动冷却方式水冷主要特点1.高功率激光:6000w的激光功率可以快速切割各种金属材料,工作效率高。
2.大尺寸工作台:3000mm×1500mm的工作台尺寸能够满足大尺寸材料的加工需求。
3.高切割速度:最大100m/min的切割速度,提高了生产效率。
4.精准定位:±0.03mm的定位精度和±0.02mm的重复定位精度,保证加工质量。
5.多种辅助气体:可根据不同材料的要求选择氮气、氧气或惰性气体作为辅助气体。
6.稳定性好:采用双动驱动传动方式,工作稳定可靠。
7.智能控制:配备Cypcut或FSCUT控制系统,操作简便。
应用领域6000w激光切割机在以下领域有着广泛的应用:•金属加工:不锈钢、碳钢、铝合金等金属材料的切割加工。
•汽车制造:汽车零部件的切割加工,如车身板金等。
•家具制造:金属家具零部件的切割加工。
•航空航天:航空航天领域金属件的切割加工。
•电子器件:金属外壳的切割加工等。
结语以上是一个典型的6000w激光切割机参数表,通过了解这些技术参数和主要特点,可以更好地理解这种高功率激光设备在工业生产中的作用和应用范围。
希望今后能看到更多新型激光设备的发展,为工业生产带来更多便利和效率提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位:-10.0-8.0mm
P138
穿孔焦点高度
单位:-10.0-8.0mm
(CORNER)转角处理工艺参数
P170
转角减速禁止/使能
0=DEC-DIS 1=DEC-ENABLE
P171
转角减速百分比
单位:5-100%
P172
转角暂停延时
单位:ms
(DOWN LEAD)引线处理工艺参数
P120
切割脉冲占空比
1-100%(PRC)
P106
切割喷嘴高度
单位:0.5-10.0mm
P107
切割气体压力
单位:0.5-8.0 bar
P108
切割气体类型
1=空气2=氧气3=氮气
P109
切割头是否提升
穿孔方式
0=不穿孔1 =正常2=渐进3=强力
P111
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
1-100%(PRC)
P166
切割喷嘴高度
单位:0.5-10.0mm
P167
切割气体压力
单位:0.5-8.0 bar
P168
切割气体类型
1=空气2=氧气3=氮气
P169
切割头是否提升
单位:0-50mm
激光切割参数一览表
□不锈钢类 □碳钢类 □非金属类
材 质
不锈钢类 □201□304
板 厚
镜 片
□5英寸□7.5英寸
焦 点
喷 嘴
□1.0□1.5 □2.0□2.5
焦 量
材 质
碳钢类 □冷轧 □热轧
板 厚
镜 片
□5英寸□7.5英寸
焦 点
喷 嘴
□1.4 □2.0 □2.5
焦 量
材 质
非金属类
板 厚
镜 片
□5英寸□7.5英寸
引线方式
0=无1=切小圆2=减速3 =切小圆并减速
P121
引线激光功率(切小圆)
单位:瓦(W)
P122
引线切割速度(切小圆)
单位:mm/min
P123
切割激光模式(CS/PRC)(切小圆)
1=连续2=门脉冲
P124
穿孔脉冲频率(切小圆)
1-8激光器相对应的脉冲频率
P125
穿孔脉冲占空比(切小圆)(PRC)
1=空气2=氧气3=氮气
P119
穿孔延时
单位:ms
(SHARE)其它工艺参数
P130
Z轴是否使用随动
0=不使用1=使用
P132
切割结束Z轴提升高度
单位:0-50mm
P133
机床动态因子
单位:1-100%
P134
切割起始延时
单位:ms
P135
切割结束延时
单位:ms
P136
标刻起始延时
单位:ms
P137
单位:0-100%
P153
切割激光模式(CS/PRC)
1=连续2=门脉冲
P154
切割脉冲频率
1-8激光器相对应的脉冲频率
P155
切割脉冲占空比
1-100%(PRC)
P156
切割喷嘴高度
单位:0.5-10.0mm
P157
切割气体压力
单位:0.5-8.0 bar
P158
切割气体类型
1=空气2=氧气3=氮气
P146
切割喷嘴高度
单位:0.5-10.0mm
P147
切割气体压力
单位:0.5-8.0 bar
P148
切割气体类型
1=空气2=氧气3=氮气
P149
切割头是否提升
单位:0-50mm
(CUT3) 切割层工艺参数
P150
切割速度
单位:mm/min
P151
切割激光功率
单位:瓦(W)
P152
最小激光切割功率百分比
P159
切割头是否提升
单位:0-50mm
(CUT4) 标刻层工艺参数
P160
切割速度
单位:mm/min
P161
切割激光功率
单位:瓦(W)
P162
最小激光切割功率百分比
单位:0-100%
P163
切割激光模式(CS/PRC)
1=连续2=门脉冲
P164
切割脉冲频率
1-8激光器相对应的脉冲频率
P165
切割脉冲占空比
1-100%
P126
穿孔喷嘴高度(切小圆)
单位:0.5-10.0mm
P127
穿孔气体压力(切小圆)
单位:0.5-8.0 bar
P128
穿孔气体类型(切小圆)
1=空气2=氧气3=氮气
P177
减速起始切割速度%(减速)
单位:5-100%
P178
减速起始切割距离(减速)
单位:0-20mm
P179
减速起始切割喷嘴偏离高度(减速)
焦 点
喷 嘴
□___□___□___□___
焦 量
(CUT1) 切割层工艺参数
P100
切割速度
单位:mm/min
P101
切割激光功率
单位:瓦(W)
P102
最小激光切割功率百分比
单位:0-100%
P103
切割激光模式(CS/PRC)
1=连续2=门脉冲
P104
切割脉冲频率
1-8激光器相对应的脉冲频率
P105
穿孔激光功率
单位:瓦(W)
P113
穿孔激光模式(CS/PRC)
1=连续2=门脉冲3=强脉冲4=超强脉冲
P114
穿孔脉冲频率
1-8激光器相对应的脉冲频率
P115
穿孔脉冲占空比
1-100%(PRC)
P116
穿孔喷嘴高度
单位:0.5-10.0mm
P117
穿孔气体压力
单位:0.5-8.0 bar
P118
穿孔气体类型