吉林大学材料加工工程复试真题
吉林大学材料成型考题
吉林大学2004-2005第1学期材料成形技术基础课程考试试题答案页专业______ ___班级_______ ___学号__________姓名___ ______成绩____ ___三、填空(每空0.5分,共26分)1.( ) ( ) ( )2.( )3.( ) ( )4.( ) ( )5.( )6.( )7.( ) ( )8.( ) ( )9.( )10.( )( )11.( )12.( ) ( )13.( )14.( ) ( )15.( )16.( ) ( )17.( )18.( )( )19.( )20.( ) ( )21.( )22.( )23.( ) ( )24.( )25.( ) ( )26.( )( )27.( )28.( ) ( )29.( )30.( )31.( )32.()33.( ) ( )( )34.( )四、综合题(19分)1、绘制铸造工艺图(6分)图7手弧焊钢板焊接结构(2分)修改原因2、绘制自由锻件图,(5分)按顺序选择自由锻基本工序图8手弧焊不同厚度钢板焊接结构(2分)修改原因图9钢管与圆钢的电阻对焊(2分)修改原因图10管子的钎焊(2分)修改原因吉林大学2004-2005第1学期材料成形技术基础课程考试试题注:答案一律写在答卷页中规定位置上,写在其它处无效。
一、判断题(32分,每空1分。
正确的画“O”,错误的画“×”)1.过热度相同时,结晶温度范围大的合金比结晶温度范围小的合金流动性好。
这是因为在结晶时,结晶温度范围大的合金中,尚未结晶的液态合金还有一定的流动能力。
2.缩孔和缩松都是铸件的缺陷,在生产中消除缩孔要比消除缩松容易。
3.采用同时凝固的原则,可以使铸件各部分的冷却速度趋于一致,这样既可以防止或减少铸件内部的铸造应力,同时也可以得到内部组织致密的铸件。
4.铸造应力包括热应力和机械应力,铸造应力使铸件厚壁或心部受拉应力,薄壁或表层受压应力。
铸件壁厚差越大,铸造应力也越大。
吉林大学材料科学与工程学院2018年招收攻读硕士研究生复试办法

材料科学与工程学院2018年招收攻读硕士研究生复试办法
为了保证2018年硕士研究生招生工作的顺利进行,根据《吉林大学关于做好2018年硕士研究生招生复试录取工作办法》的通知要求,结合我院实际情况,制订材料科学与工程学院的复试基本要求及复试细则:
一、成立材料科学与工程学院2018年硕士研究生复试录取工作领导小组,成员如下:
组长:王慧远
成员:刘远蒋青朱永福赵宇光王文权曲贵文
二、复试录取工作监督小组
组长:刘远曲贵文
成员:孟繁玲鄢俊敏李楠宋家旺金永海刘力
三、复试、录取工作小组
组长:朱永福
各专业分别成立复试工作小组,负责人名单如下:
材料物理与化学专业复试工作小组负责人:田宏伟
材料学专业复试工作小组负责人:杨春成
材料加工工程专业复试工作小组负责人:王金国
材料工程专业复试工作小组负责人:沈平
四、成立资格审查小组:
组长:朱永福曲贵文
组员:于雅琳刘徽赵雯
资格审查小组对所有参加复试考生进行审查,对审查不合格的考生取消其复试资格。
五、复试分数线:。
吉林大学材料加工工程复试真题
2011年吉大复试试题一名称解释1. 热过冷:金属凝固时所需的过冷度若完全由热扩散控制,这样的过冷叫热过冷,其大小为凝固点与实际温度之差。
成分过冷:合金由于溶质再分配导致界面前沿熔体成分及凝固温度发生变化引起的过冷。
补:热过冷仅受传热过程控制,成分过冷同时受传热过程和传质过程控制。
2.共晶:随着冷却过程,一个液相等温可逆的转变为两个紧密结合的新固相的反应。
包晶:随着冷却过程,一个液相和一个固相等温可逆的转变为具有不同组成的固相的反应。
3. 偏析:铸件凝固之后,从微观晶粒内部到宏观上各部位,化学成分都是不均匀的,这种现象称为偏析。
枝晶偏析:通常产生于具有结晶温度范围,能够形成固溶体的合金中。
在铸造条件下,因冷却速度较快,扩散过程难以充分进行,使凝固过程偏离平衡条件,形成的不平衡结晶。
4.热裂:焊接或液态成形过程中,在高温阶段产生的开裂现象,多在固相线附近发生,故称为“热裂纹”。
(其形式有凝固裂纹、液化裂纹、高温失延裂纹等)冷裂:在室温附近,铸件处于弹性状态时,铸造应力超过合金的强度极限出现的裂纹被称为冷裂纹。
5. 主平面主应力一个对称张量必然有三个相互垂直的方向,叫做主方向。
在主方向上,下标不同的分量均为零,于是只剩下下标相同的分量,叫做主值。
在应力张量中,主值就是主方向上的三个正应力,叫做主应力;与三个主方向垂直的微分面叫主平面,主平面上没有剪应力。
6.孕育处理:向液态金属中添加生核剂,影响生核过程、增加晶核数,达到细化晶粒的目的,叫孕育处理。
该生核剂也称孕育剂。
变质处理:向金属液加入某些微量物质以影响晶体的生长机理,达到改变组织结构,提高机械性能的目的的处理工艺。
(区别:孕育主要影响生核过程,通过增加晶核数,实现细化晶粒。
而变质则主要是改变晶体的生长过程,通过变质元素的选择性分布实现改变晶粒生长形貌。
)二.根据形核与长大的特点说明固体相变分为哪几类,并且分别说明条幅转变、马氏体转变和贝氏体转变各属于哪一类。
吉林大学材料力学考研真题分享
吉林大学材料力学考研真题2000年一、作图示结构的内力图,其中P=2qa,m=qa²/2。
(10分)二、已知某构件的应力状态如图,材料的弹性模量E=200GPa,泊松比µ=0.25。
试求主应力,最大剪应力,最大线应变,并画出该点的应力圆草图。
(10分)三、重为G的重物自高为h处自由落下,冲击到AB梁的中点C,材料的弹性模量为E,试求梁内最大动挠度。
(8分)四、钢制平面直角曲拐ABC,受力如图。
q=2.5πKN/m,AB段为圆截面,[σ]=160MPa,设L=10d,P x=qL,试设计AB段的直径d。
(15分)五、图示钢架,EI为常数,试求铰链C左右两截面的相对转角(不计轴力及剪力对变形的影响)。
(12分)六、图示梁由三块等厚木板胶合而成,载荷P可以在ABC梁上移动。
已知板的许用弯曲正应力为[σ]=10Mpa,许用剪应力[τ]=1Mpa,胶合面上的许用剪应力[τ]胶=0.34Mpa,a=1m,b=10cm,h=5cm,试求许可荷载[P]。
(10分)七、图示一转臂起重机架ABC,其中AB为空心圆截面杆D=76mm,d=68mm,BC为实心圆截面杆D1=20mm,两杆材料相同,σp=200Mpa,σs=235Mpa,E=206Gpa。
取强度安全系数n=1.5,稳定安全系数nst=4。
最大起重量G=20KN,临界应力经验公式为σcr=304-1.12λ(Mpa)。
试校核此结构。
(15分)八、水平曲拐ABC为圆截面杆,在C段上方有一铅垂杆DK,制造时DK杆短了△。
曲拐AB和BC段的抗扭刚度和抗弯刚度皆为GIP 和EI。
且GI P= EI。
杆DK抗拉刚度为EA,且EA= 。
试求:(1)在AB段杆的B端加多大扭矩,才可使C点刚好与D点相接触?(2)若C、D两点相接触后,用铰链将C、D两点连在一起,在逐渐撤除所加扭矩,求DK杆内的轴力和固定端处A截面上的内力。
(15分)九、火车车轴受力如图,已知a、L、d、P。
吉林大学材料力学考研真题分享(doc 20页)

吉林大学材料力学考研真题2000年一、作图示结构的内力图,其中P=2qa,m=qa²/2。
(10分)二、已知某构件的应力状态如图,材料的弹性模量E=200GPa,泊松比µ=0.25。
试求主应力,最大剪应力,最大线应变,并画出该点的应力圆草图。
(10分)三、重为G的重物自高为h处自由落下,冲击到AB梁的中点C,材料的弹性模量为E,试求梁内最大动挠度。
(8分)四、钢制平面直角曲拐ABC,受力如图。
q=2.5πKN/m,AB段为圆截面,[σ]=160MPa,设L=10d,P x=qL,试设计AB段的直径d。
(15分)五、图示钢架,EI为常数,试求铰链C左右两截面的相对转角(不计轴力及剪力对变形的影响)。
(12分)六、图示梁由三块等厚木板胶合而成,载荷P可以在ABC梁上移动。
已知板的许用弯曲正应力为[σ]=10Mpa,许用剪应力[τ]=1Mpa,胶合面上的许用剪应力[τ]胶=0.34Mpa,a=1m,b=10cm,h=5cm,试求许可荷载[P]。
(10分)七、图示一转臂起重机架ABC,其中AB为空心圆截面杆D=76mm,d=68mm,BC为实心圆截面杆D1=20mm,两杆材σp=200Mpa,σs=235Mpa,E=206Gpa。
取强度安全系数n=1.5,稳定安全系数nst=4。
最大起重量G=20KN,临界应力经验公式为σcr=304-1.12λ(Mpa)。
试校核此结构。
(15分)八、水平曲拐ABC为圆截面杆,在C段上方有一铅垂杆DK,制造时DK杆短了△。
曲拐AB和BC段的抗扭刚度和抗弯刚度皆为GIP和EI。
且GI P= EI。
杆DK抗拉刚度为EA,且EA= 。
试求:(1)在AB段杆的B端加多大扭矩,才可使C点刚好与D点相接触?(2)若C、D两点相接触后,用铰链将C、D两点连在一起,在逐渐撤除所加扭矩,求DK杆内的轴力和固定端处A截面上的内力。
(15分)九、火车车轴受力如图,已知a、L、d、P。
材料学院保研复试题目及答案
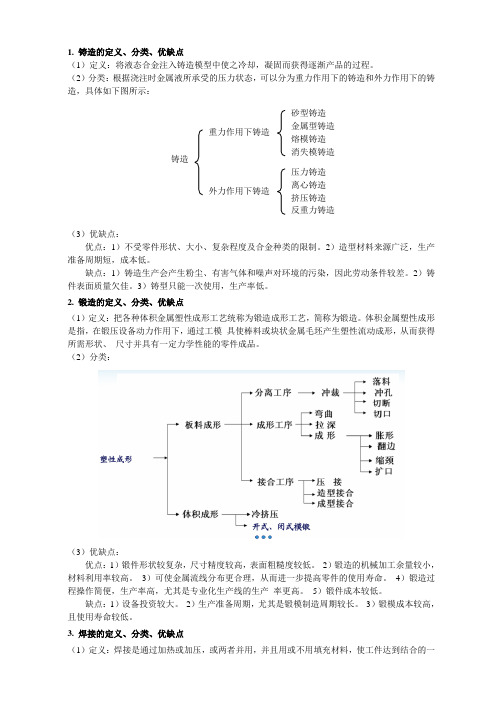
1. 铸造的定义、分类、优缺点(1)定义:将液态合金注入铸造模型中使之冷却,凝固而获得逐渐产品的过程。
(2)分类:根据浇注时金属液所承受的压力状态,可以分为重力作用下的铸造和外力作用下的铸造,具体如下图所示:(3)优缺点:优点:1)不受零件形状、大小、复杂程度及合金种类的限制。
2)造型材料来源广泛,生产准备周期短,成本低。
缺点:1)铸造生产会产生粉尘、有害气体和噪声对环境的污染,因此劳动条件较差。
2)铸件表面质量欠佳。
3)铸型只能一次使用,生产率低。
2. 锻造的定义、分类、优缺点(1)定义:把各种体积金属塑性成形工艺统称为锻造成形工艺,简称为锻造。
体积金属塑性成形是指,在锻压设备动力作用下,通过工模 具使棒料或块状金属毛坯产生塑性流动成形,从而获得所需形状、 尺寸并具有一定力学性能的零件成品。
(2)分类:(3)优缺点:优点:1)锻件形状较复杂,尺寸精度较高,表面粗糙度较低。
2)锻造的机械加工余量较小,材料利用率较高。
3)可使金属流线分布更合理,从而进一步提高零件的使用寿命。
4)锻造过程操作简便,生产率高,尤其是专业化生产线的生产 率更高。
5)锻件成本较低。
缺点:1)设备投资较大。
2)生产准备周期,尤其是锻模制造周期较长。
3)锻模成本较高,且使用寿命较低。
3. 焊接的定义、分类、优缺点(1)定义:焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一重力作用下铸造 外力作用下铸造 压力铸造离心铸造挤压铸造反重力铸造 砂型铸造金属型铸造熔模铸造消失模铸造铸造种方法,其实质就是通过适当的物理—化学过程,使两个分离表面的金属原子接近到晶格距离(0.3~0.5nm ),形成金属键,从而使金属连为一体。
(2)分类:(3)优缺点:优点:1)可减轻结构质量,节约金属材料。
2)便于化整为零,集零为整,因而可以通过“锻焊”、“铸焊”等复合工艺制造大型金属结构。
3)连接性能良好,包括良好的力学性能、密封性、导电性、耐蚀性、耐磨性等。
吉林大学材料力学2007-2012年真题及答案解析

目录Ⅰ历年考研真题试卷 (2)吉林大学2007年招收攻读硕士学位研究生入学考试试卷 (2)吉林大学2008年招收攻读硕士学位研究生入学考试试卷 (5)吉林大学2009年招收攻读硕士学位研究生入学考试试卷 (8)吉林大学2010年招收攻读硕士学位研究生入学考试试卷 (11)吉林大学2011年招收攻读硕士学位研究生入学考试试卷 (14)吉林大学2012年招收攻读硕士学位研究生入学考试试卷 (18)Ⅱ历年考研真题试卷答案解析 (22)吉林大学2007年招收攻读硕士学位研究生入学考试试卷答案解析 (22)吉林大学2008年招收攻读硕士学位研究生入学考试试卷答案解析 (32)吉林大学2009年招收攻读硕士学位研究生入学考试试卷答案解析 (41)吉林大学2010年招收攻读硕士学位研究生入学考试试卷答案解析 (49)吉林大学2011年招收攻读硕士学位研究生入学考试试卷答案解析 (58)吉林大学2012年招收攻读硕士学位研究生入学考试试卷答案解析 (68)Ⅰ历年考研真题试卷吉林大学2007年招收攻读硕士学位研究生入学考试试卷报考专业:机械科学与工程学院固体力学、工程力学、机械制造及其自动化、机械电子工程、机械设计及理论、机械工程(专业学位)专业;汽车公车学院流体力学、车辆工程、车身工程、动力工程及工程热物理、动力工程(专业学位)、车辆工程(专业学位)、工业设计工程(专业学位)专业;交通学院载运工具运用工程、交通运输工程(专业学位)专业考试科目:865材料力学一、(15分)画图示梁的内力图。
二、(15分)某构件危险点的应力状态如图。
材料的E=200GPa,μ=0.3,σs=240MPa,σb=400MPa,试求:1、主应力;2、最大切应力;3、最大线应变;4、画出应力圆草图;5、设n=1.6,校核其强度。
三、(15分)钢制平面直角曲拐OBC,受力如图。
q=3πkN/m,OB段为圆截面,L=10d,[σ]=160MPa,1、用单元体表示出危险点的应力状态。
吉林大学材料科学与工程学院简介

材料科学与工程学院简介材料科学与工程学院现设材料科学、金属材料工程、高分子材料与工程、无机非金属材料工程、材料加工工程5个系和材料科学、高分子材料、非金属矿产及应用、燃料电池材料4个研究所。
依托本学院建有汽车材料教育部重点实验室、功能矿物应用基础与物化性能检测方法国土资源部开放实验室及吉林省汽车材料工程研究中心。
学院现有5个本科学士学位授权专业、4个硕士学位授权点、3个博士学位授权点,材料科学与工程一级学科博士学位授予权和一级学科博士后流动站,同时,设有"材料物理与化学"、"材料学"、"材料加工工程"三个长江学者特聘岗,具有学科齐全、理工结合等特点,其教学、科研水平居国内前列。
材料科学学科ESI排名2004年起进入全球前1%,2014年起进入全球前1‰。
学院拥有一支学识渊博、治学严谨、结构合理的师资队伍。
现有教授69人,副教授45人。
拥有中国科学院院士宋玉泉教授,中国工程院院士李元元教授,教育部“长江学者”蒋青、郑伟涛教授,国家杰出青年基金获得者连建设、蒋青、郑伟涛教授等一批知名学者在本院任教。
学院科研实力雄厚,近五年来,承担各类科研项目300多项,总经费过亿元,在纳米材料、高分子材料、无机非金属材料、汽车工程材料、薄膜生长与薄膜理论、高分子交联与接技理论、金属材料的力学行为及微观机理、超塑性与塑性精密加工、汽车现代成型技术等研究领域取得了一批高水平的科研成果,一些成果已取得明显的经济和社会效益。
在下述领域具有明显特色与优势:多点无模成形技术、非平衡凝固理论与技术、纳米相变理论、薄膜生长与薄膜理论、储能电极材料、先进材料焊接与连接、新型超塑性镁合金、高强韧铸造铝合金、新型热作模具钢等。
获国家、部省级科技成果奖 45项。
自2000年以来,在国内外SCI 收录期刊发表科研论文1800余篇。
专业设置:1.本科专业:材料物理无机非金属材料工程金属材料工程高分子材料与工程材料成型及控制工程2.硕士专业:材料物理与化学材料学材料加工工程材料工程3.博士专业:材料物理与化学材料学材料加工工程An Introduction of College of Material Science and Engineering,Jilin University, ChinaCollege of Material Science and Engineering of Jilin University is composed of five departments and four research institutes. They are Department of Material Science, Department of Metal Material and Engineering, Department of Macromolecular Material and Engineering, Department of Inorganic Material and Engineering, and Department of Material Processing Engineering, Institute of Materials Science, Institute of Macromolecular Materials, Institute of Non-metal Mineral and Application as well as Institute of Fuel Battery. Besides, based on the college are the Key Laboratory of Automobile Materials of the Ministry of Education of China, the Laboratory for Principle and Application of Function Mineral Materials and Measuring Methods of the Corresponding Physical and Chemical Properties as well as the Automobile Materials Research Center of Jilin Province. The college offers programs leading to the B. Eng., M. Eng., and Ph.D. degrees, and more than 10 post-doctor positions are available in the college every year. There are three Cheung Kong Scholars positions for "Physics and Chemistry of Material", "Material Science" and "Material Processing Engineering". The college emphasizes the combination of material science and material engineering. Furthermore, the college ranked the top 1% during 2004-2014 and then the top 1‰ in 2014 among the leading research institutes in the world.In the college, there are now 69 full professors and 45 associated professors. Among them, Prof. Song Yuquan is the Academician of CAS, Prof. Li Yuanyuan is the Academician of CAE, Prof. Jiang Qing and Prof. Zheng Weitao are Cheung Kong Scholars; Prof. Lian Jiangshe, Prof. Jiang Qing and Prof. Zheng Weitao won have obtained the National Science Foundation for Distinguished Young Scientists.In the latest five years, the college has undertaken more than 300 research projects with the funding of more than 100 million yuan. Numerous achievements have been made in the fields of nanomaterials, polymer, inorganic materials, automobile engineering materials, film growth, and super-plasticity, major research programs including (1) mold-free shaping technique, (2) non-equilibrium solidification, (3) fundamental studies of nano-phase change, (4) film growth, (5) electrodes for energy storage(6) welding and connection for advanced materials (7) advanced ultra-high plastic magnesium alloy, (8) high strength and toughness cast aluminum alloy, and (9) new cast hot-work die steel. So far, the college has won more than 50 awards including the National Award for Science and Technology Progress, National Award for Technological Invention, etc. and published more than 1800 SCI papers since 2000.Programs Offered:1.Undergraduate Programs:Materials PhysicsInorganic Non-metallic Materials and EngineeringPolymer Materials & EngineeringMetallic Materials and Engineering Material Processing and Control Engineering 2.Master Programs:Materials Physics and Chemistry MaterialogyMaterials Processing Engineering Materials Engineering3.Ph.D. Programs:Materials Physics and Chemistry MaterialogyMaterials Processing Engineering。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012 年吉大复试试题
1.铸件常见的凝固方式?影响铸件质量的因素有哪些?画出一般铸 锭凝固组织示意图,如何消除柱状晶获得等轴晶?
(1)铸件常见的凝固方式有: 逐层凝固方式:纯金属、共晶合金或结晶温度范围很小的合金,铸件断面温度梯 度很大,导致铸件凝固区很小或没有。 合金结晶温度范围大或铸件断面温度梯度小,铸件凝固范围很大。 中间凝固方式:铸件凝固范围介于逐层凝固方式和体积凝固方式之间。 (2)影响铸件凝固方式的因素: a.合金的化学成分:纯金属和共晶合金的凝固温度范围区间(液相线和固相线温 度差)为零,为逐层凝固方式;当合金凝固温度区间很大时,凝固范围宽,为体 积凝固方式。 b.铸件断面温度梯度:温度梯度小,易产生体积凝固方式凝固。 凝固方式对铸件质量的影响: a 逐层凝固方式:易补缩,组织致密;性能好。 b 体积凝固方式:不易补缩,易产生缩松、夹杂和开裂;件性能差。 (3)方法: (1)向熔体中加入强生核剂—孕育处理。 (2)控制浇注条件:采用较低的浇注温度和合适的浇注工艺。 (3)采用金属型铸造,提高铸型的激冷能力。 (4)增大液态金属与铸型表面的湿润角,提高铸型表面的粗糙度。 (5)采用物理方法动态结晶细化等轴晶:振动、搅拌、旋转铸型、 撞击等均可引起固液相对运动,有效减少消除柱状晶区,细化等轴晶。
2011 年吉大复试试题
一 名称解释
1. 热过冷:金属凝固时所需的过冷度若完全由热扩散控制,这样的过冷叫热过 冷,其大小为凝固点与实际温度之差。 成分过冷:合金由于溶质再分配导致界面前沿熔体成分及凝固温度发生变化引起 的过冷。 补:热过冷仅受传热过程控制,成分过冷同时受传热过程和传质过程控制。 2.共晶:随着冷却过程,一个液相等温可逆的转变为两个紧密结合的新固相的反 应。 包晶:随着冷却过程,一个液相和一个固相等温可逆的转变为具有不同组成的固 相的反应。 3. 偏析:铸件凝固之后, 从微观晶粒内部到宏观上各部位,化学成分都是不均匀 的,这种现象称为偏析。 枝晶偏析:通常产生于具有结晶温度范围,能够形成固溶体的合金中。在铸造条 件下,因冷却速度较快,扩散过程难以充分进行,使凝固过程偏离平衡条件,形 成的不平衡结晶。 4.热裂:焊接或液态成形过程中,在高温阶段产生的开裂现象,多在固相线附近 发生,故称为“热裂纹”。 (其形式有凝固裂纹、液化裂纹、高温失延裂纹等) 冷裂:在室温附近,铸件处于弹性状态时,铸造应力超过合金的强度极限出现 的裂纹被称为冷裂纹。 5. 主平面 主应力 一个对称张量必然有三个相互垂直的方向,叫做主方向。在主方向上,下标不 同的分量均为零,于是只剩下下标相同的分量,叫做主值。在应力张量中,主值 就是主方向上的三个正应力, 叫做主应力; 与三个主方向垂直的微分面叫主平面, 主平面上没有剪应力。 6.孕育处理:向液态金属中添加生核剂,影响生核过程、增加晶核数,达到细化 晶粒的目的,叫孕育处理。该生核剂也称孕育剂。 变质处理: 向金属液加入某些微量物质以影响晶体的生长机理,达到改变组织结 构,提高机械性能的目的的处理工艺。 (区别:孕育主要影响生核过程,通过增加晶核数,实现细化晶粒。而变质则主 要是改变晶体的生长过程, 通过变质元素的选择性分布实现改变晶粒生长形貌。 )
材料; b.提高铸型的预热温度有利于减小铸件各部分的温差; c.采用较细的面砂和涂料,可减小铸件表面的摩擦阻力; d.控制铸型和型芯的紧实度、加木屑、焦炭等可提高铸型及型芯的退让性; e.控制铸件在型内的冷却时间,不能打箱过早,但为了减小铸型和型芯的阻 力,也不能打箱过迟。 (三)残余应力的消除 1.热处理法—最常用的方法 将工件加热到塑性状态的温度,并在此温度下保温一段时间,利用蠕变产 生新的塑性变形,使应力消除。再缓慢冷却,使厚、薄部位的温度均匀,而 不重新出现应力。 加热温度和保温时间,需根据材料的性质、工件的结构以及冷却条件而定。 2.自然时效法 将有残余应力的铸件放置在露天场地,经数月乃至半年时间以上,应力 慢慢自然消失。 特点:长时间受不断变化温度作用,晶格畸变恢复,铸件变形,应力消除。 费用低,但时间太长,效率低,近代很少采用。 3.共振法 将铸件在共振条件下振动 10-15min, 以达到消除铸件中残余应力的目的。 该法与热处理法相比,设备费用低,花费的时间少,易于操作,而且无氧化 皮,不受工件大小尺寸的限制,也不会由于热处理规范不当而产生新的内应 力或裂纹。
六.说明 TIG 和 MIG 的区别,并举例说明应用。
TIG 焊特点: (1)适于有色(活泼)金属焊接; (2)焊接质量高; (3)抗气孔能力弱 ;
(4) 适合于薄件焊接 (<6mm); (5)采用特殊的非接触引弧方式。 应用: (1)飞机、原子能、化工等特殊材料焊接; (2)薄件焊接 。
熔化极氩弧焊(MIG) :同 TIG 一样以氩气作为保护气体,以金属丝作为电极并 熔化作为填充金属 。 特点:除具有氩气保护的特点外,还具有下列特点: 1) 适合中、厚板焊接—使用熔化极,电流密度大; 2)采用直流反接—充分利用阴极清理作用。
七.塑性加工常用的工程方法。
锻压理论体积成型法:锻造、挤压 冲压理论板料成型法:冲裁、弯曲、拉深、胀形、翻边、复合成型
八.说明两个常用的屈服准则。
屈雷斯加(Tresca)屈服准则(最大剪应力不变条件) : 当材料(质点)中最大剪应力达到某一定值时,材料就屈服。 或者说材料处于 塑性状态时, 其最大剪应力始终是一不变的定值,该定值只取决于材料在变形条 件下的性质,而与应力状态无关。 表达式为:
表面细晶区比较薄, 对铸件性能影响较小; 柱状晶区和等轴晶区的宽度及两者比 例、晶粒大小是决定铸件性能的主要因素。 通常希望铸件获得全部等轴晶组织,需要抑制柱状晶的产生和生长,通过创造有 利于等轴晶形成的条件来达到。凡是有利于小晶粒的产生、游离、漂移、沉积、 增殖的各种因素和措施均有利于扩大等轴晶区的范围, 抑制柱状晶区的形成与发 展,并细化等轴晶组织。 1)方法: (1)向熔体中加入强生核剂或称孕育剂(目的是强化非均质形核) ,进 行孕育处理。 (2)控制浇注条件:采用较低的浇注温度和合适的浇注工艺。 (3)采用金属型铸造,提高铸型的激冷能力。 (4)增大液态金属与铸型表面的湿润角,提高铸型表面的粗糙度。 (5)采用物理方法动态结晶细化等轴晶:振动、搅拌、旋转铸型、撞击等均可 引起固液相对运动,有效减少消除柱状晶区,细化等轴晶。
五.CO2 保护焊为什么采用 HO8Mn2Si 焊丝?
08—C 0.08%; Mn2—Mn 2%; Si—Si (1) 结构钢实芯焊丝 (H—焊接用实芯焊丝; 《1% A—优质) (2)用于 CO2 气体保护焊,适宜于焊接低碳钢或屈服强度小于 500MPa 的低合 金钢。 (3)原因:在 CO2 气体保护焊的焊接实施中,为了防止气孔,减少飞溅,保证 焊接质量,就必须采用含有 Si、Mn 等元素的焊丝以达到脱氧的目的。该焊丝具 有较好的工艺性能和机械性能。
四.焊接的大体分类及各自的特点。
按连接原理分为三大类:熔化焊、压力焊、钎焊。 熔化焊:使被连接的构件局部加热熔化,然后冷却结晶成为一体的焊接方法,是 金属焊接的最主要方法。 熔焊关键是应具备能量集中且温度足够高的热源,同时 必须采取有效保护措施,以防止熔化金属与空气接触而恶化焊缝金属的性能。 压力焊:其本质是通过加压、摩擦、扩散等物理作用,克服连接表面的不平度, 除去(挤走)污染物,实现原子间的结合力。压力焊是一种“固相焊”。 为了有 效的实现压焊,一般在加压的同时还伴随加热。但加热温度远低于母材的熔点。 除加热温度较高的扩散焊外,都无需保护措施。 钎焊: 采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点 低于母材熔化温度, 利用液体钎料润湿母材,填充接头间隙并与母材相互扩散实 现连接焊件的方法。
2.产生铸造应力的原因,减小或消除的方法?
(铸造应力按产生原因分:热应力、相变应力和机械阻碍应力) 1)产生原因:a 铸件在冷却过程中各部分冷却速度不同造成在同一时刻各部分的 收缩量不同,在铸件内彼此相互制约的结果便产生热应力 b.具有固态相变的合金,铸件各部分在冷却过程中由于散热和冷却 条件不同,它们到达固态相变的温度的时间也不同,各部分相变程 度也不同产生而产生相变应力 c 铸件在收缩过程中,因受到铸型、砂芯浇注系统和冒口等的机械 阻碍而产生机械阻力应力。 2)减小方法: (一)合理的结构设计 a.铸件的壁厚差要尽量减小; b.厚薄壁连接处要圆滑过渡。 c.铸件厚壁处砂层要减薄(加大冷速) ,或放置冷铁; d.合理设计浇冒口,尽量使铸件各部分温度均匀。 (二)选择合理的工艺及采用必要的措施 a.浇注铸件时,在满足使用要求的前提下,应选择弹性模量和收缩系数小的
1 3 C
最大剪应力是三个主剪应力中绝对值最大的一
个,而主剪应力则是两个主应力之差的一半。 密席斯(Mises)屈服准则(弹性变形能不变条件) : 当应力偏张量第二不变量 J’2 达到某一定值时,材料就会屈服。更为方便的表达 是当质点应力状态的等效应力达到某一与应力状态无关的定值时,材料屈服;或 者说,材料处于塑性状态时,等效应力始终是一不变的定值, 表达式为: 1 ( 1 2 ) 2 ( 2 3 ) 2 ( 3 1 ) 2 c 2
二. 根据形核与长大的特点说明固体相变分为哪几类, 并且分别说明 条幅转变、马氏体转变和贝氏体转变各属于哪一类。
按形核与长大的特点, 固态相变分为: 连续型转变 (均匀转变) 和形核长大型 (不 连续型或非均匀转变)两类。 条幅转变属于连续型转变,马氏体转变和贝氏体转变属于形核长大型。
三. 说明提高合金铸件力学性能的方法, 并说明提高铸件内部组织精 度的局部细化方法。
3.快速凝固组织性能变化?组织结构特征?
答: 快速凝固合金具有极高的凝固速度, 因而使合金在凝固中形成的微观组织产 生了许多变化,主要包括: 1 显著扩大合金的固溶极限 共晶成分的合金通过快速凝固甚至可形成单相的固 溶体组织 2 超细的晶粒度 快速凝固合金具有比常规合金低几个数量级的晶粒尺寸,一般 小于 0.1—1 微米。这是在很大的过冷度下达到很高形核率的结果 3 少偏析或无偏析 在快速凝固的合金中,如果冷却速度不够快,局部区域也会 出现胞状晶或树枝晶。 但这些胞状晶或树枝晶与常规格合金相比已大大细化,因 此表现出的显微偏析也很小。如果凝固速率超过了界面上溶质原子的扩散速率, 即进入完全的无偏析、无扩散凝固,可获得完全不存在任何偏析的合金。 4 形成亚稳相 这些亚稳相的晶体结构可能与平衡相图上相邻的某一中间相的结 构极为相似, 因此可看作是在快速冷却和达到大的过冷的条件下,中间相的亚稳 浓度范围扩大的结果。 另一方面,也有可能形成某些在平衡相图上完全不出现的 亚稳相。 5 高的点缺陷密度 在快速凝固过程中,液态金属内的缺陷会较多的保存在固态 金属中。 在快速凝固的晶态合金中出现的上述组织特征, 导致这些合金具有优异的力学性 能: 1.快速凝固合金由于微观组织结构的尺寸明显细化和均匀化,所以具有良好的界