电缆T接端子施工工艺
T型电缆接头制作工艺
T型电缆接头制作工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIT型电缆接头制作工艺一、概述:1,结合本次办公楼电缆更换,讲述一下T型电缆接头的制作工艺,此次更换的电缆的接头形式为TC TT-15/600 T型接头。
2,603DL出线电缆及办公楼电缆分支箱概况:线路一次接线图如下:需更换电缆分支三分支二分支一电缆分支箱三段其中,603DL为SN10—1型,额定电流630A,电缆为6/10KV,YJV223*35电缆,电缆分支箱为温州天诚电力设备有限公司生产的DFW10-12 1K/630 1-3型高压电缆分支箱:箱内安装上海三狮电器设备有限公司生产的HFL36-12/630-20六氟化硫负荷开关,安装有上海三狮电器设备有限公司生产的SFLAJ XRNT 12KV 100A高压高分断能力熔断器。
额定电压12KV,额定电流630A。
一进三出,进线为600A美式电缆接头(TC TT-15/600 T型),出线为200A美式电缆接头(TC ZT-15/200肘型电缆接头),分支一接生产调度楼(变压器容量320KVA),分支二接坝左(变压器容量315KVA)、油库(变压器容量250KVA)、修配原水工及材料库(变压器容量750KVA),分支三备用。
3,现已经敷设好了新电缆,型号为YJV32,3*70,6/10KV,常州安凯特电缆公司产,敷设长度201米。
二、TC TT-15/600 T型接头制作工艺:1、T型接头与热缩型电缆头的差异只在于接头处,以下热缩型电缆头制作的一般规定亦适用于T型接头的制作:1,热缩型电缆头制作应将需要的工具、附件材料、技术记录材料等准备齐全,检查合格,同时做好施工现场安全,防火措施。
2,热缩型电缆头制作应由经过培训并熟悉操作工艺的人员进行。
3,在污染、寒冷地区或湿度大、雨天制作时应采取防尘、防雨、加热、烘干措施(如搭棚等)4,一切使用工具、附件材料、操作人员双手都应保持清洁、干燥。
低压电缆终端接头施工工艺
低压电缆终端头的制作安装施工工艺1范围及依据标准本工艺标准适用于1kV以下的室内聚氯乙烯绝缘、聚氯乙烯护套、电力电缆终端头的制作安装。
依据标准《建筑工程施工质量验收统一标准》GB50300-2001《建筑电气工程施工质量验收规范》GB50303-20022施工准备材料要求:电缆终端头套、塑料带、接线鼻子、镀锌螺丝、凡士林油、电缆卡子、电缆标牌、多股铜线等材料必须符合设计要求,并具备产品出厂合格证。
塑料带应分黄、绿、红、黑四色,各种螺丝等镀锌件应镀锌良好。
主要机具:制作和安装机具:压线钳、钢锯、扳手、钢锉测试器具:钢卷尺、摇表、万用表、试铃。
施工条件:电气设备安装完毕,室内空气干燥。
电缆敷设并整理完毕,核对无误。
电缆支架及电缆终端头固定支架安装齐全。
现场具有足够照度的照明和较宽敞的操作场地3操作工艺工艺流程:摇测电缆绝缘 T 剥电缆铠甲,打卡子 T 焊接地线 T 包缠电缆、套电缆 终端头套 T 压电缆芯线接线鼻子、与设备连接 摇测电缆绝缘:选用1000V 摇表,对电缆进行摇测,绝缘电阻应在 10血 以上。
电缆摇测完毕后,应将芯线分别对地放电。
剥电线铠甲,打卡子。
根据电缆与设备联接的具体尺寸,量电缆并做好标记。
锯掉多余电缆,根据电 缆头套型号尺寸要求,剥除外护套。
电缆头套型号尺寸见 1。
将地线的焊接部位用钢锉处理,以备焊接。
在打钢带卡子的同时,多股铜线排列整齐后卡在卡子里。
电线头套型号尺寸及 适用范围见表1电缆头套型号尺寸表1号型号规格尺寸适用范围1 (mm )D (mm )VV ,V1V 四芯(mm 2)VV20,V1V20 四芯(mm 2) 1 VDT-1 86 20 10 〜16 10 〜16 2 VDT-2 101 25 25 〜35 25 〜35 3 VDT-3 122 32 50 〜70 50 〜70 4 VDT-4 138 40 95 〜120 95 〜120 5 VDT-5 150 44150 150 6VDT-615848185185利用电缆本身钢带宽的二分之一做卡子,采用咬口的方法将卡子打牢,必须打 两道,防止钢带松开,两道卡子的间距为 15mm 见图1。
电缆T接端子施工工艺
(8)压接步骤如下图所示:
1、施工工艺流程
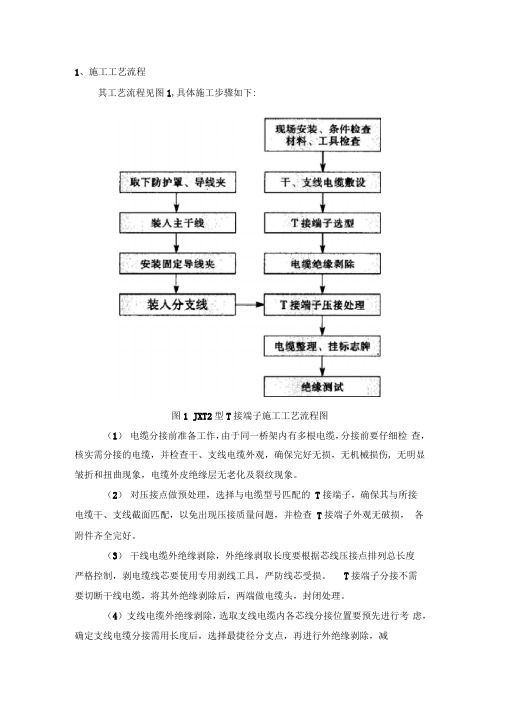
其工艺流程见图1,具体施工步骤如下:
图1JXT2型T接端子施工工艺流程图
(1)电缆分接前准备工作,由于同一桥架内有多根电缆,分接前要仔细检 查,核实需分接的电缆,并检查干、支线电缆外观,确保完好无损,无机械损伤, 无明显皱折和扭曲现象,电缆外皮绝缘层无老化及裂纹现象。
(2)对压接点做预处理,选择与电缆型号匹配的T接端子,确保其与所接 电缆干、支线截面匹配,以免出现压接质量问题,并检查T接端子外观无破损, 各附件齐全完好。
(3)干线电缆外绝缘剥除,外绝缘剥取长度要根据芯线压接点排列总长度
严格控制,剥电缆线芯要使用专用剥线工具,严防线芯受损。T接端子分接不需
要切断干线电缆,将其外绝缘剥除后,两端做电缆头,封闭处理。
(4)支线电缆外绝缘剥除,选取支线电缆内各芯线分接位置要预先进行考 虑,确定支线电缆分接需用长度后,选择最捷径分支点,再进行外绝缘剥除,减
少支线电缆浪费,做好支线电缆头,封闭处理
(5)支、电缆内绝缘剥除,剥取长度要严格按端子压接长度量取。现场要 严格控制,不得剥取过长,导致线芯裸露在端子外;也不得剥取过少,导致线芯 压接不实;剥除内绝缘时不得损ห้องสมุดไป่ตู้电缆线芯,以免影响电缆载流量。
(6))对干、支线电缆芯线分别进行压接处理,在压接前特别注意要进行 相序核对,即干线L1,相与支线L1相压接,干线L2相与支线L2相压接,依次 类推。
电缆接头工艺流程

电缆接头工艺流程电缆接头工艺流程是指在电缆的安装、维修和更换过程中,将电缆和电缆设备的接口连接在一起的一系列工作过程。
电缆接头工艺流程主要包括以下几个步骤:准备工作、剥皮、插头安装、绝缘处理、导线焊接、测试、固定和绝缘处理。
首先,准备工作是电缆接头工艺流程的第一步。
在这一步骤中,需要准备好需要连接的电缆和接头设备,清理工作区域,确保操作环境无尘、无杂质。
同时,还需要检查接头设备的种类和型号,确认其与电缆相匹配。
接下来是剥皮过程。
剥皮是将电缆外部的绝缘层去掉,以便于接头的插入和焊接。
首先,使用工具将电缆的外绝缘层剥去一部分,露出一段导体来。
然后,使用剥皮刀或剥线钳,顺着电缆一段长度的方向将外绝缘层剥去。
接着是插头安装。
将电缆接头插入剥皮后的电缆中,并将其与电缆的金属导体连接起来。
插头应保证与电缆的导体之间有良好的电气接触,并能够承受一定的机械压力。
插头的安装应根据具体的电缆型号和规格进行。
绝缘处理是接头工艺流程中的重要步骤。
在插头与电缆的连接处,需进行绝缘处理。
首先,将绝缘套管套在插头和电缆连接处,并用绝缘带或绝缘胶带固定。
然后,使用绝缘灌封材料将连接处进行灌封,以确保绝缘效果良好,防止电击和漏电。
导线焊接是接头工艺流程中的另一个关键步骤。
将插头与电缆的导体焊接在一起,以确保电流能够顺利传输。
焊接应详细按照焊接流程进行,确保焊接质量达到标准要求。
焊接完成后,使用绝缘胶带或绝缘套管进行包覆,增加绝缘强度。
之后是测试阶段。
使用专业的测试仪器对接头进行电阻、绝缘电阻和外观等方面的测试。
测试结果应符合相关的技术标准要求。
最后,是固定和绝缘处理。
将焊接完成的接头与电缆固定在一起,以防止接线部分松动和脱落。
同时,对接头处进行绝缘处理,确保接头能够承受一定的机械压力和外界环境的影响。
总的来说,电缆接头工艺流程包括准备工作、剥皮、插头安装、绝缘处理、导线焊接、测试、固定和绝缘处理等多个步骤。
在进行电缆接头工艺流程时,需要严格按照工艺规范操作,确保接头质量可靠,达到安全稳定的使用效果。
电缆接头施工工艺,拿走不谢!

电缆接头施工工艺,拿走不谢!电缆附件是电缆施工中一道十分重要的工序,电缆附件的质量问题就直接影响着整个电气工程施工施工质量,因此在进行电缆施工过程中我们要对电缆的各个国家方面进行综合性的分析,以保障电缆可以长期有效的稳定工作,这也是电缆附件工作的主要作用。
目前,在电缆施工过程中,我们进行电缆工作主要是采用高位电压向电缆的底端进行移动的方法,来保持电缆中端的电场分布区域的平衡,以保障电缆的稳定运行,从而对其进行合理稳定的释放电压,提高电力的质量,以供人们使用。
一、电缆附件的概述1、电缆附件的特点目前,我国在进行电缆施工的时候,电缆附件主要采用化学合成材料,作为电缆终端的绝缘体材料,这种材料主要是应用高品质橡胶绝缘的方法为基础,对其进行科学化处理,让原本具有良好的疏水性的橡胶材料得到进一步的开发,而且还大大的提高了它的自愈性,在水滴出现在这种橡胶材料上时,它就会自动生成一层放点薄膜,以防止长期使用,而导致的材料老化。
因此我们可以看出,电缆附件有这几种特性:绝缘性能、防腐性、防水性,而且有的材料还具有抗紫外线的特性,因此有着超长的使用寿命。
2、电缆附件的作用其实电缆附近的作用其实很简单,就是起到一种连接作用和稳定作用,让电压从高位电压向电缆的底端进行一定,从而达到一种稳定的状态,使其各种终端电厂的轴应力和向应力发展一定的变化,从而实现电缆的连续。
目前,在电缆施工当中,电缆主要由导体、绝缘、护层和屏蔽这三个方面组成的,而电缆附件则是通过本身的连接和稳定的作用,使其电缆的功能得以延续。
从而实现导体间的良好接触和绝缘外层的可靠实施,从而保障电力供应的可靠性,使得人们的生活质量不受到影响,让社会经济可以快速的发展。
我们在进行电缆施工的时候,电缆附件的制造工艺和其他的电气元件的制造工厂存在着一定的独特性,而且除了要保证自身的稳定性以外,还要保证电缆附件的绝缘性,以确保在长久的电力使用中不会出现问题,而且超强的防水性,也可以大幅度的提高了电缆使用寿命。
电缆T接端子施工工艺

电缆T接端子施工工艺
格式正规,请慎重选择哦!
1、准备材料
(1)T型接线端子:T型接线端子是由两个插座(电缆旁)和一个不带插箍的连接台(线路旁)组成。
(2)热熔胶:用于涂胶时用,其性能应符合《热熔胶》标准。
(3)连接断路器:断路器的型号应符合电气设计要求。
(4)接线端子:接线端子的型号应符合电气设计要求。
(5)线缆:线缆的型号应符合电气设计要求。
(6)拧紧工具:主要指六角扳手、螺丝刀等拧紧工具。
2、施工步骤
(1)拧螺丝并热熔胶:将T型接线端子的螺丝拧紧,把T型接线端子放在热熔胶上,把热熔胶灌入端子内。
(2)拧紧接线端子:拧紧接线端子,使电缆紧固在端子上,确保电缆与端子的绝缘性。
(3)接线:将T型接线端子的插座应用到连接断路器上,把接线端子的线缆引入接线端子,并进行拧紧。
(4)测试:测量T型接线端子的绝缘阻断电压,检查电压情况,如果在一定范围内,则表示接头良好。
3、安全操作注意事项
(1)必须确保安全,在施工过程中,应该避免手触电路,否则可能受到电击。
35kv冷缩t型电缆终端头制作工艺

35kv冷缩t型电缆终端头制作工艺1.首先,确定终端头和电缆之间的接头位置。
First, determine the position of the joint between the terminal head and the cable.2.在接头位置清洁电缆外皮并剥去一定长度的绝缘层。
Clean the cable sheath at the joint position and strip off a certain length of insulation.3.确保电缆和终端头连接良好,无任何杂质。
Ensure the connection between the cable and the terminal head is good, without any impurities.4.使用剥线钳将电缆内导线剥出并清理干净。
Use wire strippers to strip out and clean the inner conductors of the cable.5.终端头的选用应符合相关标准和规范。
The selection of terminal heads should comply with relevant standards and specifications.6.终端头件的安装必须牢固可靠。
The installation of the terminal head must be firm and reliable.7.使用压接工具将导线固定在终端头内。
Use crimping tools to secure the conductors inside the terminal head.8.确保所有连接点都紧密接触,不松动。
Ensure that all connection points are in close contact and not loose.9.终端头安装完成后,要对接头处进行绝缘处理。
T型电缆接头制作工艺资料讲解
T型电缆接头制作工艺T型电缆接头制作工艺一、概述:1,结合本次办公楼电缆更换,讲述一下T型电缆接头的制作工艺,此次更换的电缆的接头形式为TC TT-15/600 T型接头。
2,603DL出线电缆及办公楼电缆分支箱概况:线路一次接线图如下:需更换电缆分支三分支二分支一电缆分支箱三段其中,603DL为SN10—1型,额定电流630A,电缆为6/10KV,YJV22 3*35电缆,电缆分支箱为温州天诚电力设备有限公司生产的DFW10-12 1K/630 1-3型高压电缆分支箱:箱内安装上海三狮电器设备有限公司生产的HFL36-12/630-20六氟化硫负荷开关,安装有上海三狮电器设备有限公司生产的SFLAJ XRNT 12KV 100A高压高分断能力熔断器。
额定电压12KV,额定电流630A。
一进三出,进线为600A美式电缆接头(TC TT-15/600 T型),出线为200A美式电缆接头(TC ZT-15/200肘型电缆接头),分支一接生产调度楼(变压器容量320KVA),分支二接坝左(变压器容量315KVA)、油库(变压器容量250KVA)、修配原水工及材料库(变压器容量750KVA),分支三备用。
3,现已经敷设好了新电缆,型号为YJV32,3*70,6/10KV,常州安凯特电缆公司产,敷设长度201米。
二、TC TT-15/600 T型接头制作工艺:1、T型接头与热缩型电缆头的差异只在于接头处,以下热缩型电缆头制作的一般规定亦适用于T型接头的制作:1,热缩型电缆头制作应将需要的工具、附件材料、技术记录材料等准备齐全,检查合格,同时做好施工现场安全,防火措施。
2,热缩型电缆头制作应由经过培训并熟悉操作工艺的人员进行。
3,在污染、寒冷地区或湿度大、雨天制作时应采取防尘、防雨、加热、烘干措施(如搭棚等)4,一切使用工具、附件材料、操作人员双手都应保持清洁、干燥。
禁止使用过期的热缩材料;禁止使用过期的密封胶、填充胶及热熔胶带。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、施工工艺流程
其工艺流程见图1,具体施工步骤如下:
图1 JXT2型T接端子施工工艺流程图
(1)电缆分接前准备工作,由于同一桥架内有多根电缆,分接前要仔细检查,核实需分接的电缆,并检查干、支线电缆外观,确保完好无损,无机械损伤,无明显皱折和扭曲现象,电缆外皮绝缘层无老化及裂纹现象。
(2)对压接点做预处理,选择与电缆型号匹配的T接端子,确保其与所接电缆干、支线截面匹配,以免出现压接质量问题,并检查T接端子外观无破损,各附件齐全完好。
(3)干线电缆外绝缘剥除,外绝缘剥取长度要根据芯线压接点排列总长度严格控制,剥电缆线芯要使用专用剥线工具,严防线芯受损。
T接端子分接不需要切断干线电缆,将其外绝缘剥除后,两端做电缆头,封闭处理。
(4)支线电缆外绝缘剥除,选取支线电缆内各芯线分接位置要预先进行考虑,确定支线电缆分接需用长度后,选择最捷径分支点,再进行外绝缘剥除,减
少支线电缆浪费,做好支线电缆头,封闭处理。
(5)支、电缆内绝缘剥除,剥取长度要严格按端子压接长度量取。
现场要严格控制,不得剥取过长,导致线芯裸露在端子外;也不得剥取过少,导致线芯压接不实;剥除内绝缘时不得损伤电缆线芯,以免影响电缆载流量。
(6))对干、支线电缆芯线分别进行压接处理,在压接前特别注意要进行相序核对,即干线L1,相与支线L1相压接,干线L2相与支线L2相压接,依次类推。
(7)将干、支线压入端子中,确保干线在下、支线在上的压接原则,先在端子内装入主干线,之后安装固定导线夹,其次在端子内装入支线,最后将干、支线电缆分支处压接固定牢固。
(8)压接步骤如下图所示:
(9)压接完毕后,端子密封固定。
到此,电缆干、支线分接的其中一对芯线分接完毕,其他各芯线做法相同。
全部压接完毕后,电缆按回路排列。
固定牢固,同一回路电缆各压接端子位置错开排列,电缆在桥架内根据缆径大小选用塑料绑扎带固定,固定点间距2m。
(10)电缆分支连接后,需对电缆的绝缘电阻进行摇测,低压电线和电缆,线间和线对地间的绝缘电阻值必须大于0.5MΩ,检查合格后挂标志牌。