产品控制计划--表格模板
QCP品质控制计划模板
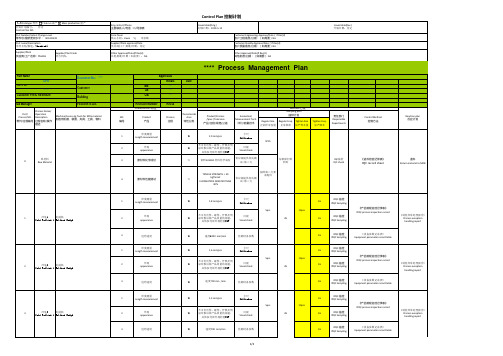
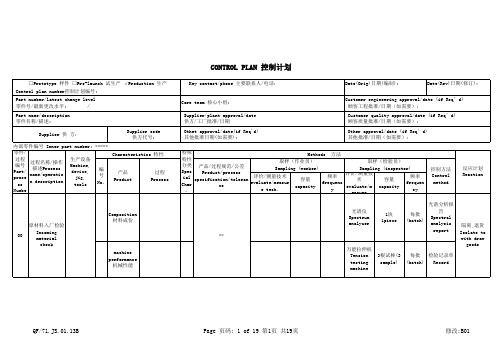
ApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率1厚度测量Length measurement★ 2.0 mm/pcs卡尺Callipers2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP 目视Visual check 3原材料化学成份☆依照SUS304 材料化学成份供应商提供相关测试/第三方4原材料性能测试☆TENSILE STRENGTH > 50kgf/mm2ELONGATION GREATER THAN40%供应商提供相关测试/第三方1厚度测量Length measurement★ 1.8 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度1000 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.6 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm /min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.3 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 责任部门Responsible DepartmentsIQC 抽检IQC checkReaction plan 反应计划退料Return material to MRB《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling reportControl Method 控制方法《进料检验记录表》IQC record sheet《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record每批原材料到时2H2H2HCustomer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料轧制机Rolling Brake轧制机Rolling Brake轧制机Rolling BrakePart/Process NO.零件/过程编号0123Process Name/Operation Description 过程名称/操作描述原材料Raw Material冷轧1Cold Rolling 1冷轧2Cold Rolling 1冷轧3Cold Rolling 1 Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record tableProduct 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术5PCS按照第三方要求提供5pcs5pcs5pcs10pcs10pcs10pcsSupplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NA。
PPAP控制计划 模板

Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
机械制造、装配行业质量管理控制计划、FMEA、过程流程图明细表模板
4 0001 00010 00 00 支架
(此栏不填) (此栏不填) 采用 0001 00001 00 00
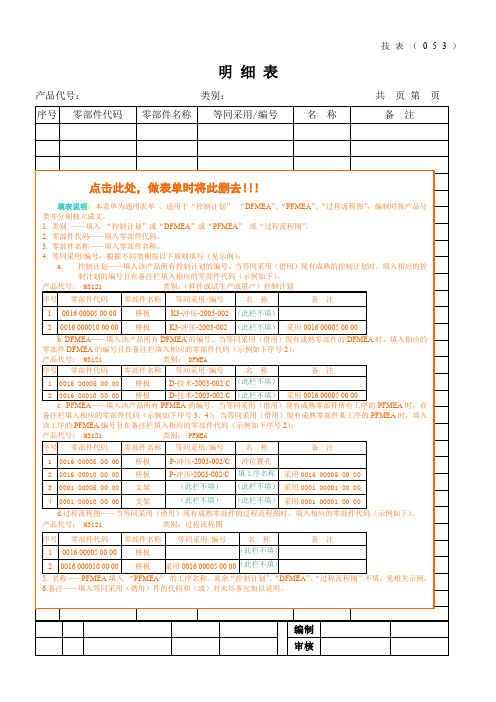
d.过程流程图——当等同采用(借用)现有成熟零部件的过程流程图时,填入相应的零部件代码 .PFMEA——填入该产品所有 PFMEA 的编号。当等同采用(借用)现有成熟零部件所有工序的 PFMEA 时,在
备注栏填入相应的零部件代码(示例如下序号 3、4);当等同采用(借用)现有成熟零部件某工序的 PFMEA 时,填入
该工序的 PFMEA 编号且在备注栏填入相应的零部件代码(示例如下序号 2);
零部件 DFMEA 的编号且在备注栏填入相应的零部件代码(示例如下序号 2);
产品代号: M3121
类别: DFMEA
序号 零部件代码 零部件名称 等同采用/编号
名称
1 0016 00005 00 00 桥板
D-技术-2003-002/C (此栏不填)
备注
2 0016 00010 00 00 桥板
D-技术-2003-002/C (此栏不填) 采用 0016 00005 00 00
序号 零部件代码 零部件名称 等同采用/编号
名称
备注
1 0016 00005 00 00 桥板
(此栏不填)
2 0016 000010 00 00 桥板 采用 0016 00005 00 00(此栏不填)
5. 名称——PFMEA 填入 “PFMEA” 的工序名称。其余“控制计划”、“DFMEA”、“过程流程图”不填,见相关示例。 6.备注——填入等同采用(借用)件的代码和(或)对未尽事宜加以说明。
产品代号: M3121
类别: PFMEA
控制计划模板-WORD版
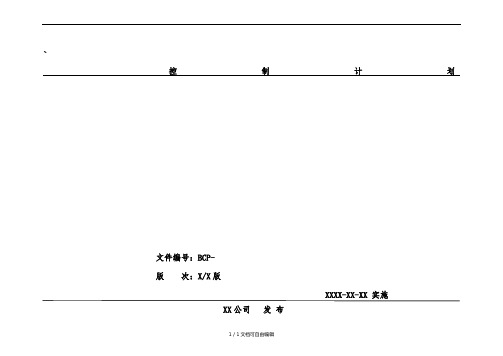
控制计划
文件编号:BCP-
版次:X/X版
XXXX-XX-XX实施
XX公司发布
版本号
生效日期
修改内容
拟 稿
审 核
批 准
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
文件修改履历表
样件□ 试生产 □ 生产 □
控制计划编号:
主要联系人/电话/传真:
日期(编制):
日期(修订):
零件编号、最新更改等级/水平:
核心小组:
顾客工程批准/日期(如需要):
频率
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
装或工具
特 性
特殊
特性
分类
方 法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量技术
取 样
控制方法
容量
频率
00
工序1
XX设备、XX工装、XX测试仪。。
1
外观
外观样品
目视
100%
每批
员工自检
隔离、标识、反馈调机
2
尺寸
◇
尺寸及公差要求
卡尺
5pcs
零件名称/描述:
公司/工厂批准/日期:
顾客质量批准/日期(如需要):
公司/工厂:
公司代码:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
APQP新产品设计开发全套表格模板(含部分范本)

APQP设计开发过程全套记录表格清单嵌入式软件开发评估表项目名称:TQR8.3-70NO.一、推进流程应用工作量设计评审报告产品名称:研制单位:产品负责人:拟制日期:设计评审申请表产品开发项目立项书项目名称:(例如:XXXXX)项目类别:(例如:汽车继电器)项目来源及概况项目审核意见设计和开发总策划-APQP进度表产品名称:A2019前保险杠设计责任部门:**技术研究院、***技术中心 *** FMEA编号:TQR7.3-09A2018-001FMEA日期(编制):2018-12-5项目名称:XXX2019车型关键日期2019.4.6 编制人:*** FMEA日期(修订):产品功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行设计控制预防现行设计控制实现探测度D风险顺序数RPN建议的措施责任及目标完成日期措施结果采取的措施严重度频度探测度RPN6 SC结构设计不合理2 设计评审3 36燃烧特性符合要求阻燃性能差顾客抱怨,影响安全7材料不合格2将要求明确的告知造粒车间试验验证 4 56产品结构合理,强度高产品结构不合理,强度低易变形、断裂、脱落6 设计错误 3将窄、细、薄等部位加强设计评审 3周边弧度、间隙公差±0.5mm 周边弧度公差超过±0.5mm间隙不均匀,外观不良5 SC材料收缩率不对2将要求明确的告知造粒车间试验验证 3 305 SC设计错误或无定位点3 增加定位点设计评审 3 45周边与车身或相关零部件面差、配合间隙±0.5mm 边缘与车身面差、间隙超过±0.5mm间隙不均匀,外观不良5 SC材料收缩率不对2将要求明确的告知造粒车间试验验证 4 405 SC设计错误或无定位点3设计定位面、槽、柱等结构设计评审 3 45装配固定孔尺寸正确装配固定孔尺寸不正确间隙不均匀,装配困难,外观不良5 SC 设计错误 3图样评审、数模验证3 45产品特殊特性明细表顾客 ****汽车股份有限公司车型A2019产品名称 A2019上装饰板产品代号XXXXXXX工序类别项次特殊特性控制方法及记录注塑1 关键尺寸1628±1 首末件检验,并做好检验记录2 注塑产品外观无缩痕、银丝、划伤及明显的熔接痕全部自检,质检人员增加检验频次,(每4小时检验一次)3热变形温度≥100℃;拉伸强度≥30Mpa ;断裂伸长率,%≥10;弯曲强度(23°),Mpa≥50;洛氏硬度≥70R;阻燃特性符合:≦100;冲击强度(悬臂梁)≥150j/m2每批次做试验,并做试验记录喷漆1产品漆膜表面应光滑平整,色泽均匀,表面无流挂、桔皮、针孔、麻点、漏喷等缺陷全部自检,质检人员增加检验频次,(每2小时检验一次)2 15≤漆膜厚度≤50,漆膜附着力≤2级,漆膜硬度≥HB,光泽度≥85。
控制计划(模板)
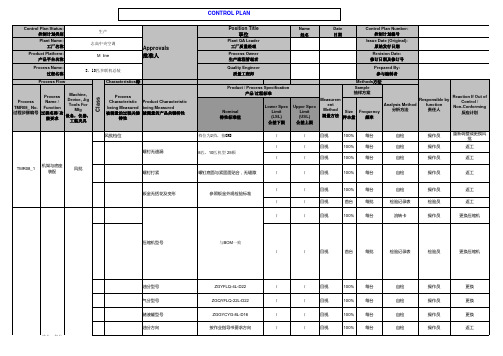
Name 姓名Characteristics 特性Methods 方法Nominal特性标准值Lower SpecLimit (LSL)公差下限Upper SpecLimit (USL)公差上限Size 样本量Frequency频率风批档位档位为2挡,按OMS //目视100%每台自检操作员//目视100%每台自检操作员//目视100%每台自检操作员螺钉打紧螺钉底面与紧固面贴合,无缝隙//目视100%每台自检操作员//目视100%每台自检操作员//目视首台每批检验记录表检验员//目视100%每台流转卡操作员//目视首台每批检验记录表检验员油分型号ZGYFLQ-4L-D22//目视100%每台自检操作员气分型号ZGQYFLQ-22L-D22//目视100%每台自检操作员储液罐型号ZGGYCYG-8L-D16//目视100%每台自检操作员压缩机型号机架与底座装配TMR08_1风批Analysis Method分析方法螺钉无遗漏Measurement Method 测量方法Sample 抽样方案Product Characteristic being Measured被测量的产品关键特性Product / Process Specification产品/过程标准ProcessCharacteristicbeing Measured 被测量的过程关键特性Process Name:过程名称8、10匹多联机总装Issue Date (Original):原始发行日期Revision Date:修订日期及修订号Plant QA Leader 工厂质量经理Date 日期Control Plan Number:控制计划编号Responsible byfunction 责任人Prepared By:参与编制者Control Plan Status:控制计划类别生产Approvals 批准人Position Title职位Plant Name:工厂名称志高中央空调Product Platform:产品平台名称M lineProcess Owner 生产流程管理者Quality Engineer 质量工程师Process FlowC l a s s钣金无括花及变形Process TMR08_ No.过程步骤编号ProcessName /Function过程名称/功能要求Machine,Device, JigTools ForMfg设备,仪器,工装夹具8匹、10匹机型 25颗参照钣金外观检验标准与BOM 一致CONTROL PLAN左右侧板。
五金控制计划模板
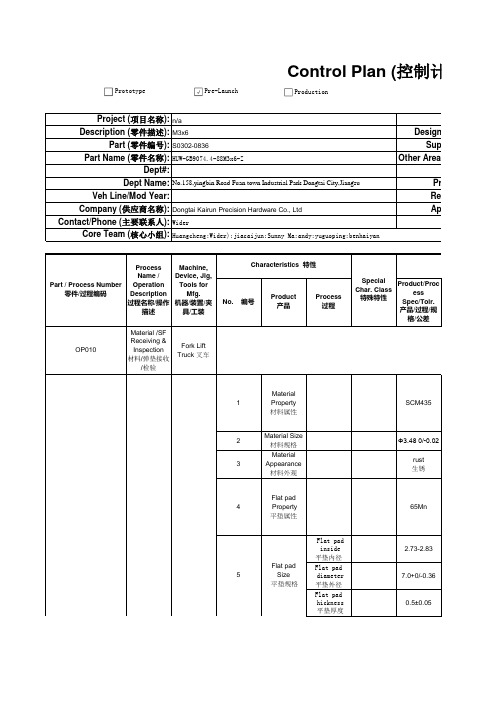
Φ3.48 0/-0.02 rust 生锈
3
4
Flat pad Property 平垫属性
65Mn
Flat pad inside 平垫内径 5 Flat pad Size 平垫规格 Flat pad diameter 平垫外径 Flat pad hickness 平垫厚度
2.73-2.83
7.0+0/-0.36
No.
编号
Product 产品
Process 过程
OP010
Material /SF Receiving & Fork Lift Truck Inspection 叉车 材料/弹垫接收 /检验
1
Material Property 材料属性
SCM435
2
Material Size 材料规格 Material Appearance 材料外观
Surface Continuous per ES-20000S100-1980
OP0150
Storage 储
存 Fork Lift Truck 叉车 1 I.D. Tag 产品 标签
OP0160
Fork Lift Truck & Packing & 包 Other vehicle 装/运输 叉车及其它运 输工具 1 I.D. Tag 产品 标签
频率materialsfreceivinginspection材料弹垫接收检验forklifttruckmaterialproperty材料属性millcertificationthirdpartcertificate材质証明第三perheatiqcrecord进料检验记录chemicalanalysis化学分析cufepbznmaterialsize材料规格micrometerperlot每批materialappearance材料外观rust生锈visual目视perlot每批flatpadproperty平垫属性millcertificationthirdpartcertificate材质証明第三perheatiqcrecord进料检验记录chemicalanalysis化学分析cufepbznflatpadsize平垫规格flatpadinside平垫内径caliper游标卡perlot每批flatpaddiameter外径micrometerperlot每批flatpadhickness平垫厚度micrometerperlot每批flatpadappearance平垫外观rust生锈visual目视perlot每批swproperty弹垫属性millcertificationthirdpartcertificate材质証明第三perheatiqcrecord进料检验记录chemicalanalysis化学分析cufepbznswsize垫规格swinside内径caliper游标卡perlot每批swdiameter弹垫外径micrometerperlot每批swhickness垫厚度micrometerperlot每批swhardness垫硬度硬度计hardnessmeterperlot每批swappearance弹垫外观rust生锈visual目视perlot每批storage存储forklifttruckheatnumbermaterialtag材料炉号材料标签visual目视perlot每批storagerecord入库单materialhanding材料转移forklifttruck叉heatnumbermaterialtag材料炉号材料标签visual目视perlot每批materialapplicationlist领料单coldheadingcoldheadingmachinemould冷
压铸件控制计划标准模板
目测 visual 对比样件 contrast sample
100%
连续 (continu
e)
目测 visual
1模(1 cavities)
隔离
Each 4hours 每4小时
Check Location inspection 现场检验
通知领班、巡 检
segregate,in form forman
零件/
过程 编号 Part/ proce ss
过程名称/操作 描述Process name/operatio n description
生产设备 Machine, device,
jig, tools
编 号 No.
Numbe
Characteristics 特性
产品 Product
过程 Process
去料柄
100% 100% 100% 100%
连续 (continu
e)
隔离
Check 通知领班、巡
Location
检
inspection segregate,in
现场检验 form forman
and patrol
连续 Continuo
us
连续 Continuo
us
目测 visual inspection
us inspection
5件 5 pcs
每4小时 检验记录单 Each 4 inspection hours record
Concentrate
05
smelting raw materials原材
料集中熔炼
熔化炉 melt furnace
2
3
回料比例 温度
特殊
Methods 方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
容量频率
1-1物料的包装
1-2物料的数量
1-3物料防护依照仓库管理规范作业
2-1外观目视依抽样方案
2-2尺寸投影仪/卡尺/针规/塞尺
2-3特性LCR仪/万用表
2-4全尺寸检验依据<<全尺寸检验
指引>>
投影仪1PANEL
PP生产首次
/MP生产每年
一次
生产件批准--
尺寸结果
通知电子工程师处
理
3-1温度温度15~30℃3-2湿度湿度40~70%RH
3-3物料的堆放 1.5M以下目视100%每堆物料自主检查重新堆放并降低高
度
4-1物料的数量﹑
种类
据原料仓工作流程工程领料单PMC调配
4-2物料的储存期过期物料必须重检物料重检记录仓库人员定期检查物料并及时通知
IQC重检
4-3物料防护依照仓库管理规范
作业
目视100%每批次
5物料烘烤焗炉箱5-1PCB﹑IC﹑BGA 焗炉参数的设
置和确认
依据客户要求焗炉箱100%每次
焗炉烘烤监控
记录表
通知替位或组长处
理
6PR区备料
FEEDER
剪刀
物料小车
6-1
检查物料的
P/N正确
依据上料员操作指
引﹑PI和上机纸作
业
目视100%每次
AMC电脑系统
记录
通知替位或组长处
理7-1
检查有方向之
组件(二极管
﹑三极管﹑IC
﹑钽电容﹑排
插)的方向正
确
上料员及时纠正7-2
检查物料的
P/N正确
通知替位或组长确
认并处理7-3
备用料标识清
楚﹐且放置位
置正确
上料员及时纠正7-4
上料员核对无
误后通知IPQC
核对
7-5
测试组件值符
合要求
依据BOM或上机纸LCR仪1PCS每盘物料IPQC
8二维条形码贴
纸打印
打印机8-1贴纸
依据条码打印PI打
印条形码内容
目视100%每次生产部自主检查
通知替位或组长处
理
9二维条形码贴
装
9-1PCB﹑贴纸
按PI规定在指定位
置贴装二维条码,
每pcs板贴一张.
目视100%每次生产部自主检查
通知替位或组长处
理10-1锡浆解冻
室温条件下解冻,
不少于3小时
10-2锡浆使用时间
出雪柜后24小时内
用完,开盖后12小
时用完
10-3锡浆规格M705-GRN360-K2-V目视1瓶每次领用
锡浆管理记录
表
通知替位或组长处
理10-4锡浆粘度200±50pa.s粘度测试仪1次每周
In-Process锡
浆粘度测试记
录表
10-5锡浆高度Z
锡浆高度&;钢网厚
度0.13~ 0.15mm
锡浆高度测试
仪
1PANEL
每12小时记录
一次,按月份
统计
锡浆厚度控制
图(CPK≧
1.33)
10-6锡浆存放温度4-10℃温度计2次每班
雪柜温度监控
记录
10-7锡浆搅拌时间5分钟钟表1瓶每次领用自主检查
10-8刮刀压力9.0± 2kg
10-9刮浆速度80±20mm/s
10-10印刷间隙0mm
10-11分离速度0.3~0.5mm/s
10-12分离距离0.5~1.5mm
10-13试刮
生产前使用镜纸试
刮效果良好
目视3PANEL每次开拉自主检查
10-14机器清洁钢网钢底纹部无锡浆
目视丝印后的
PCB
1次每3PANEL设定机器控制
10-15
人工清洁钢网
及刮刀
无堵孔,两面无锡
浆
目视1次每12小时生产部
钢网﹑刮刀清
洁记录表
通知替位或组长处
理
11IPQC 刮浆丝
印抽检
11-1刮浆质量
不能出现短路﹑少
锡﹑涂污﹑倒塌﹑
移位﹑拉尖﹑锡孔
等不良
目视2PCS每小时PE
制程控制抽查
报告
通知PE处理12-1气压/真空
吸嘴吸力气
压:0.4~0.6Mpa
真空度参数:≤-
40Kpa
目视每24H1次/天PE自主检查PE及时调整12-2
程序﹑站位﹑
顶针
依据各工位PI要求PE自主检查PE及时调整12-3
检查有方向之
组件(二极管
﹑三极管﹑IC
﹑钽电容﹑排
插)的方向正
确
依据放料图﹑样板
12-4错料﹑漏料依据放料图﹑样板
LCR仪
目检
12-5物料标称值
依据BOM﹑放料图
﹑ECN
LCR仪
13-1测试点目视1PANEL每块测试板PE及时纠正
13-2
各温区温度要
求
13-3各温区时间
反应计划
收货部拒收该批物
料并通知供货商改
IQC按不合格品控
制程序处理
IPQC通知货仓主管
改善
IPQC通知质量技术
员进行处理
通知仓库主管
通知PE处理
通知仓库主管
通知PE处理
通知PE﹑生产线组
长及质量技术员处
理
操作规范/
记录表单
编号
控制方法
来料验收单
收货日报表
来料检查清单
温湿度监察表
AMC电脑系统
记录
锡浆使用时间
记录表
<<生产线首件
检查确认清单
>>
IPQC对料记录
无铅/ROHS回
流炉温曲线图
负责人
仓管
IQC
仓管
生产部
生产部
PE
仓库
PE
IPQC
每LOT
每LOT
每班
每LOT
每站位物料
每次取出雪柜
每班
每班
100%
5PCS
2次
100%
100%
100%
1次
首件
评价/测量
技术
目视
温湿度计
目视
目视
钟表
目视
目视
产品/过程规
范/公差
依据收货仓工作流
程
依据材料检查指引
依据上料员操作指
引﹑PI和上机纸作
业
预热1:130±3℃
预热2:150±3℃
预热3:170±3℃
预热4:180±3℃
预热5:185±3℃
预热6:220±3℃
预热7:275±3℃
预热8:255±3℃
传送:90公分/
min
特殊特性分
类
编号
生产设备
FEEDER
剪刀
物料小车
CP642
XP241
托盘
防潮箱
刮浆机
贮存雪柜
CP642
XP241
过程名称/
操作描述
收料(B板控制
计划)
来料检查
入库
出库
A面FEEDER装
料
Z刮浆
试打
特性方法
样本
零件/过程
编号1 2 3 4
7 10 12产品过程
控制计划
GLP1008 版本号:5 编号:
供应商代码:100036编号:零件号:01727609零件名称:GPS主机(mp5)供应商名称:北京远特科技有限公司编制人:毛积钧
核心小组:PE:毛积钧、郭业亮、黄业旺 新进:梁小华、叶振超肖裕军;PD:颜廷杰;PM:陈文生 ;SQE:吴冲顾客批准/日期:编制日期:201405015最新修改日期:2015.06.16
工装样件生产试生产生产
预热2:150±3℃预热3:170±3℃预热4:180±3℃
XP241
线组长改善后再确
认
理,改善后再确认
表
(抽检)
认
流炉温曲线图
3℃ 预热6:220±3℃ 预热7:275±3℃ 预热8:255±3℃ 传送:90公分/min
3℃ 预热2:150±3℃ 预热3:170±
流炉温曲线图
3℃ 预热6:220±3℃ 预热7:275±3℃ 预热8:255±3℃ 传送:90公分/min
3℃ 预热2:150±
3℃ 预热3:170±
检查确认清单
>>
贮存雪柜
XP241
预热4:180±3℃预热5:185±3℃预热6:220±3℃预热7:275±3℃
>>
贮存雪柜
或每车焊。