基于PC与C8051F340单片机的微生物发酵监控系统设计
基于PLC的生物发酵控制系统设计
PLG 控 制 系 统
动声光报警 。
( 2 ) 温 度 控 制 部 分 要 求 实 现 对 发 酵 罐 组 的 温 度 进 行 设 定 和 控 制 ,测 量 范 围 为 5 ~ 9 9℃ ,控 制 方 式 采 用 P I D控制 , 并且 P I D参数可调 , 控 制 可设 置 温 度 报 警 上 下限 . 当 温 度 超 过 上 下 限 后启 动 声 光 报 警 。 ( 3 ) D O控制 部 分要 求实 现对 发 酵罐 组 的 D O 进 行设定和控制 , 控 制 范 围为 0 ~ 1 2 0 %。 当 D O测 量 值 超 过设定值上下区间± 1 %后 启 动 D 0调 节 。 D 0与 转 速 搅 拌关联控制方式 采用 P I D控 制 ,并 且 P I D参 数 可 调 , 控制可设 置 D O报警上下限 ,当 D O超 过 上 下 限 后 启
成 本 和 时 间
根据生 物发酵控制系统使用 发酵罐 的数量 , 设定
各发 酵罐 D O参 数 , 包 括 各 串联 控 制 单 元 ( 搅拌转 速 、 氧气阀、 蠕动泵) 优先 级设 定 , 各 控 制 单 元 启 动 条 件 等; 设 定各发酵罐 p H参数 , 包括 p H的设定值 、 死区、 p H报警范 围、 蠕动 泵的工作 时间和间歇时 间等 , 设 定
行取 样 , 取 样 每 隔 一 段 时 间进 行 一 次 , 每 次 取 样 后 需
要 对 取 样 口进 行 消 毒 杀 菌 处 理 , 直 到 检 测 到符 合 标 准
数 量 的 细胞 后 进 行 放 罐 ; 对 实 验 室 细 胞 培 养 发 酵 过 程 的p H、 D O、 温度 、 转速 、 补料 量 等一 系 列数 据 进 行 记 录 和分析 , 绘 制 实 时 和 历 史 数 据 曲线 。生 物 发 酵 控 制 系
基于C8051F340单片机的红外温度监测系统的设计

X—董 广 二 一 /
P N 9 CL 2 0 I 1 K K
_ _
I
) NPUT
vcc ao
…
…
d10 0 ir 0 2
CLK
二—÷oI _
it … … 璐_ … … 2
N …‘ …
/
÷一 /
ek lo t l ku4 e
i … …… 一 照 j
这样保证不同传感器 回来的信号不重叠在一起。由于 T 9 N
在E A无效 期 间仍会 发送 无效 数据 , S I 线上 的 D T 且 P总 AA
收 稿 日期 :0 1 o 0 2 1 一 4— 7
数据采集模块 的核心模块 由 C L PD实现 JC L ,P D接 收 到单 片机控制命令后进行 复位 并开始工作 , 时模 块和 门电 分
q l
— —
}o n
;
.
/
s0 t 1
P N 2I … I_
一n ‘ 一‘
一
V l CC
图 1 S I 线 复 用 示 例 P总
如图 1所示 , 以双 通道 T 9数 据 接收 模 块举 例 来 说 明 N SI P 总线 复用 方 式。 E A信 号 通 过 分 时模 块 来 控 制 , 于 由 VH L语言可 以被认 为是为 C L D P D内部逻辑单元建立 了连接 关系 , 在系统运行 时语 句本 身并 不消 耗系统 时 间 , 因此 通过 寄存 器设 可 以是 C L P D的时间设 置极为精确 。这 里设 置 T 9 N 工作周期 为 1 , 0m 时 间为高 电平 ( A禁止 ) 第一 个传 4 s s0 E , 感器 启动后约 20m 下一个 传 感器 以同样 方式 开 始工 作 , 0 s
基于LabVIEW的发酵过程实时数据采集系统设计

基于LabVIEW的发酵过程实时数据采集系统设计石雪萍;伍星;甄彩虹;杨博【摘要】为了正确地掌握和控制发酵条件,更直观地了解细胞的代谢情况,设计出一个基于LabVIEW的生物发酵反应器的数据采集系统,以实现发酵过程中相应参数的实时采集,进行分析研究,为发酵过程的控制提供依据.该系统由C8051F206单片机和各种传感器组成数据采集系统,利用PC机上的RS 232串行口实现数据的串行通讯,使用LabVIEW虚拟仪器软件完成上位机串行通讯程序和前面板程序的编写.实验证明此系统测试效果良好.【期刊名称】《现代电子技术》【年(卷),期】2008(031)012【总页数】3页(P178-179,182)【关键词】发酵系统;数据采集;LabVlEW;串行通讯【作者】石雪萍;伍星;甄彩虹;杨博【作者单位】西北大学,化工学院,陕西,西安,710069;延安大学,化工学院,陕西,延安,716000;西北大学,化工学院,陕西,西安,710069;西北大学,化工学院,陕西,西安,710069;西北大学,化工学院,陕西,西安,710069【正文语种】中文【中图分类】TP2741 引言LabVIEW(Laboratory Virtual Instrument Engineering Workbench) 是美国国家仪器公司(National Instrument) 开发的一种虚拟仪器平台,他是一种用图标代替文本行创建应用程序的图形化编程语言。
LabVIEW功能强大,提供丰富的数据采集、分析和存储库函数以及包括DAQ,GPIB,PXI,VXI,RS 232/485在内的各种仪器通信总线标准的所有功能函数。
利用LabVIEW设计的数据采集系统,可模拟采集各种信号,但是配备NI公司的数据采集板卡比较贵,在实际开发中可选用单片机系统对数据进行采集。
发酵是生物技术的一项最基本的工程,发酵的产量和质量是发酵工程的2个重要的技术指标。
基于单片机的智能菌种发酵控制系统的设计
本 系统 采用 L C D1 2 8 6 4液 晶屏 实 时更新 显 示 发
酵参数 。该 L C D液 晶屏 可 以显 示 发酵罐 设置 的温度
上限、 温度 下 限 , 实 时更 新显 示 当前温 度 、 温 时系数 。 主要 界 面如 图 2所 示 。该 L C D 1 2 8 6 4液 晶屏 成 本较
题。 本控 制 系统根 据发 酵过 程工 艺 的要求 , 采 用单 片 机 控 制 系统 对生 产 工序 进 行 智 能控 制 、 L C D实时 监 测, 以 减轻 操 作 人 员 的 劳动 强 度 , 稳 定 生产 , 提 高发
图 1 矩 阵按 键
1 . 3 L CD1 2 8 6 4液晶显 示
智 能菌 种发 酵 控制 系统 由 4×4矩 阵按 键组 成 ,
通过有效功能键可控系统 的启动 、 确定 、 温度上限 、
温 度下 限 以及温 度 时间 系数 的设 置 。按 键定 义 如 图
1 所示 。
总第 1 7 5期
第 3 9卷第 3期
2 0 1 3年 6月
农 业 装 备 技 术
Ag r i c u l t u r a l E q u i p me n t &T e c h n o l o g y
Vo 1 . 3 9 N o . 3
J u n .2 0 1 3
基于单片机的智能菌种发酵控制系统的设计
低, 适用于各种智能仪表器件 、小型设备 的显示模 块, 可以完成图形显示 , 也 可 显 示 8×4个 ( 1 6 X 1 6
点阵) 汉字 。利 用该 模块 灵 活 的接 口方式 和简单 、 方
系数 表示两 者 之 间的关 系 : 温 度 时间 系数 =温 度 X时 间
基于单片机技术的酒醅发酵过程多参数智能监测系统的设计

• 120•酒醅发酵过程当中,温湿度、酸度、酒精等因素之间存在着彼此冲突、相互制约的关系。
传统酒醅发酵对其各参数的变化很难做到数字化监测。
随着技术的发展,对在其发酵过程中各参数变化的认知也越来越清晰。
本文旨在利用现代单片机技术对酒醅发酵过程中各参数的变化进行自动化监测,提高酒的质量。
在酒酿造的过程中酒醅发酵的监测很重要,及时的发现酒醅中各个成分的变化量有利于控制、调配各个变化量。
可以这么说,只要做好了酒醅发酵过程中各参数的变化监测酿酒就成功了一半,监测的重要性毋庸置疑。
随着科学技术的进步,单片机在各行各业的应用越发显得重要,近年来在酒醅发酵过程中用到单片机检测及控制,把各种参数的变化数字化以便更好的监测,有利于减少人力的输出、减少原料的浪费和酿造更优良的酒。
在酒醅发酵的诸多因素中,温湿度、酸度、酒精毒等环境因素是影响发酵质量和速率的主要因素,因此监测这几个参数可以满足酒醅发酵的需要。
本文主要目的是介绍设计开发的一套基于单片机的低成本监测系统,实现酒醅发酵过程中的自动监测。
要完成A/D 转换、存储器扩展、声光报警 、显示输出、继电器驱动等电路硬件设计。
完成主程序、数据处理、数据显示、数据采集、键盘输入、输出控制等六大模块的软件设计。
温度、湿度、酸度等各种因素之间的联系很强而且又互相限制,它们之间的监测有很大的误差,随着酒醅发酵过程自动化检测系统程序长时间的运行,其系统的可靠性得到质疑,必须设计某些抗干扰环节,系统的抗干扰性能是系统稳定可靠性的重要标准。
1 总体设计方案酒醅发酵监测系统的核心为单片机,外围是相应的接口电路。
系统方案如图1所示。
温湿度、酸度、酒精度的监测等参数分别由温湿度度传感器、酸度传感器、酒精传感器等测得,经变送器送到A/D 转换器和单片机,完成采样工作。
单片机将所得到的数据经过滤波、标度变化等处理以后输送到显示屏幕上,便于观察运行结果,为了存储历史记录,系统扩展了存储器模块。
设计采用了ATMEL 公司生产的8位AT89C55WD 单片机,价格低廉,可以做到电擦写,有个256字节的内置RAM ,再加三个时间计数器和看门狗电路。
基于PLC和IFIX的植酸酶发酵过程监控系统
Vo. No 2 1 8, .
J n ,0 8 u .20
文 章编 号 :6 1 44 (0 8 0 0 1 — 4 17 — 64 20 2— 0 1 0 J
基 于 P C 和 I I 的 植 酸 酶 发 酵 过 程 监 控 系统 L FX
周 韦 琴
( 南京工业职 业技 术学院 电气与 自动化 系, 苏 南京 江
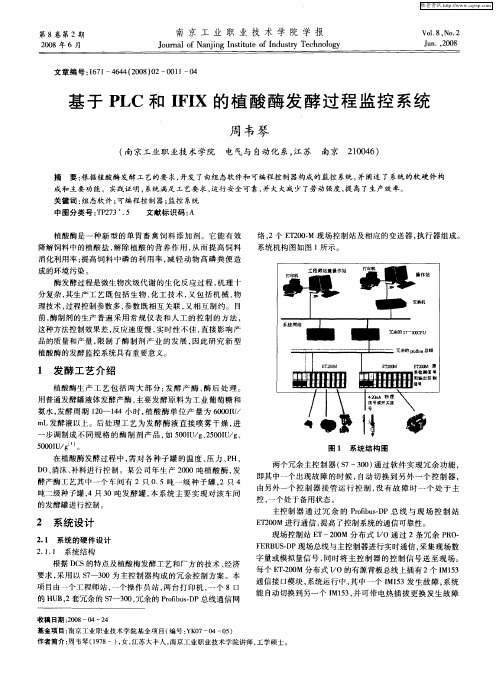
的 H B, U 2套冗余 的 s—30 冗余的 Po b s P总线通信网 7 0, r u— i f D
收 稿 1期 :0 8— 4— 4 3 2 0 0 2
基金项 目: 南京工业职业技术学院基金项 目( 编号 : K 7— — 5 Y 0 0 0) 4
作 者 简 介 : 韦琴 (9 8 ) 女 , 苏 大 丰 人 , 京 工 业 职业 技 术 学 院讲 师 , 学 硕 士 。 周 17 一 , 江 南 工
1 发 酵 工 艺 介 绍
植酸酶生产 工艺 包括 两大 部 分: 酵 产酶 、 后 处理 。 发 酶
用普通发酵罐液体发酵产酶 , 主要发酵 原料为工业葡 萄糖 和 氨水 , 发酵 周期 l0 4 2 一I4小时 , 酸酶 单位产 量 为 6 0 1/ 植 00U
m L发 酵 液 以上 。后 处 理 工 艺 为 发 酵 酶 液 直 接 喷 雾 干 燥 , 进
一
步调 制 成 不 同 规 格 的 酶 制 剂 产 品 , 50U g 2 0 I/ 、 如 0 I / 、50U g
图 1 系统 结 构 图
5 0 U/ 。 0 01 g
在植酸酶发酵过程 中, 需对 各种子罐 的温度 、 压力 、 H、 P
D 消沫 、 料 进 行 控 制 。某 公 司 年 生 产 2 0 O、 补 0 0吨 植 酸 酶 , 发 酵 产 酶 工 艺其 中一 个 车 间 有 2只 0 5吨 一 级 种 子 罐 , . 2只 4 吨二 级 种 子罐 , 4只 3 O吨 发 酵 罐 , 系 统 主 要 实 现 对 该 车 间 本 的发 酵 罐 进行 控 制 。
基于51系列单片机的发酵罐微机控制系统
基于51系列单片机的发酵罐微机控制系统
洪家平;高美珍;杨朋英
【期刊名称】《电脑开发与应用》
【年(卷),期】2004(017)008
【摘要】介绍了发酵生产过程中发酵罐的微机控制系统的组成,阐述了软硬件设计及防干扰措施.系统具有可靠性高、测控精度高等特点.
【总页数】2页(P44-45)
【作者】洪家平;高美珍;杨朋英
【作者单位】湖北师范学院,黄石,435000;湖北师范学院,黄石,435000;湖北师范学院,黄石,435000
【正文语种】中文
【中图分类】TP273
【相关文献】
1.PC系列微机与51,96系列单片机主从分布式多机串行通信 [J], 段斌
2.MCS—51系列单片机与IBM—PC微机通信技术 [J], 李泓
3.基于AT89S51单片机的低频振动攻丝微机控制系统设计 [J], 朱金辉;王贵成;马利杰;李家坤
4.MCS—51系列单片机与IBM PC微机之间的双向通讯 [J], 邓虹
5.MCS—51单片机在WEW系列微机屏显式液压万能试验机中的应用 [J], 郭萍因版权原因,仅展示原文概要,查看原文内容请购买。
基于IPC-PLC的植酸酶发酵过程监控系统
基于IPC-PLC的植酸酶发酵过程监控系统
周韦琴
【期刊名称】《微计算机信息》
【年(卷),期】2009(25)1
【摘要】根据植酸酶发酵工艺的要求,开发了由工业控制计算机和可编程控制器构成的监控系统,并阐述了系统的软硬件构成和主要功能.实践证明,系统满足工艺要求,运行安全可靠,并大大减少了劳动强度,提高了生产效率.
【总页数】3页(P56-58)
【作者】周韦琴
【作者单位】210046,江苏,南京,南京工业职业技术学院电气与自动化系
【正文语种】中文
【中图分类】T
【相关文献】
1.基于PLC和IFIX的植酸酶发酵过程监控系统 [J], 周韦琴
2.基于Intranet的发酵过程监控系统研究 [J], 薛耀锋;袁景淇;孙华丽
3.基于多线程的发酵过程监控系统研究 [J], 薛耀锋;袁景淇;孙华丽
4.基于LabVIEW的生物发酵过程远程在线监控系统设计 [J], 陈斌;袁雪;管国强;鲁中巍
5.基于VB的红霉素发酵过程监控系统的设计 [J], 狄轶娟;李力雄;费敏锐;陈照章因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
传感器与微系统(Transducer and Microsystem Technologies)2011年第30卷第6期基于PC与C8051F340单片机的微生物发酵监控系统设计*曹嘉,伍星,徐惠芳,康海(西北大学化工学院,陕西西安710069)摘要:针对大肠杆菌发酵重组类人胶原蛋白控制要求高的特点,设计制造了一种高性能控制系统。
该控制系统由基于PC的上位机与基于C8051F340单片机的下位机组成,实现了对发酵参数的实时在线采集、存储和利用神经网络智能算法的准确控制。
实验证明:系统运行稳定可靠,故障率低,较人工控制和通用控制器发酵产物湿重分别提高约32.6%和76.7%,且产量稳定波动小,充分满足发酵控制的需求。
关键词:发酵控制器;单片机;神经网络;Matlab;LabVIEW中图分类号:TP273.5文献标识码:A文章编号:1000—9787(2011)06—0074—03Design of fermentation monitoring and control systembased on PC and C8051F340MCU*CAO Jia,WU Xing,XU Hui-fang,KANG Hai(School of Chemical Engineering,Northwest University,Xi’an710069,China)Abstract:A high-performance control system for E.coli recombinant human collagen is designed andmanufactured to meet the high control requirements.The control system is composed of host PC and lowercomputer based on C8051F340MCU.The fermentation parameters can be real-time online collected,stored andprecisely controlled by using neural network intelligent algorithm.It is proved that the control system can workstably,reliably and the failure rate is low.Compared with manual control and general-purpose controller,the wetweight of fermentation product is approximately increased by35%,76.7%respectively and fluctuation is small.It can meet the control requirements very well.Key words:fermentation controller;MCU;neural network;Matlab;LabVIEW0引言利用基因工程技术将人体胶原蛋白基因进行特定重组、修饰后转化于大肠杆菌内,并将该工程菌在一定条件下进行培养发酵,最终得到的类人胶原蛋白产物在食品工业、生物和医药工业中均有广泛应用。
该生化过程是一个耗氧产热的不可逆过程,而且大肠杆菌对环境条件特别敏感,一旦发酵参数超出规定的限制,就可能造成代谢产物改变、菌种死亡,对生产造成极大的影响[1,2]。
因此需要对发酵参数,特别是对温度、pH、溶解氧等进行在线数据采集和储存,并按照工艺要求控制的非常精确,这对控制系统提出更高要求。
而生物发酵属于不确定过程,不能准确建立数学模型和传递函数,因此,目前使用的采用PID工业控制算法的通用控制器已不能进行准确控制,而采用泛布尔代数等其它算法的控制效果也很一般[3],虽然实验时人工控制较为准确,但受人为因素影响大在大批量生产时人工控制就不切实际了。
无法有效对数据实时采集和存储也是目前控制器的缺点。
本设计在通用计算机PC上构建了方便操作的人机控制界面,利用计算机进行数据实时采集和存储,应用了基于人工神经网络模型的智能控制算法,控制精度高,能充分满足发酵的控制需求。
1控制系统工作原理针对西北大学化工学院生物工程研究室生产类人胶原蛋白的发酵罐设计了该控制系统。
发酵罐由瑞士比欧生物工程公司生产,属于机械搅拌发酵装置,容量12.8L。
在发酵罐上装配有温度、溶氧、pH值等的检测传感器和尾气分析仪。
该发酵控制器主要完成以下任务:发酵实时数据(温度、溶解氧、搅拌转速等模拟量)的采集和记录;按照工艺要求或者随动控制蠕动泵分别补充碳氮、调整搅拌转速以调整溶氧量浓度、冷却加热开关的开启。
收稿日期:2011—04—18*基金项目:国家自然科学基金资助项目(20476085,20606026);国家“863”计划资助项目(2006AA02Z246)47第6期曹嘉,等:基于PC与C8051F340单片机的微生物发酵监控系统设计本设计采用上、下位机的方式构建系统。
上位机采用普通PC机,人机交互界面由NI公司的LabVIEW编写而成,智能算法由MathWorks公司的Matlab编写,两者混合编程。
在上位机上可以直接发出操控命令,显示和保存各种信号数值(pH,温度等),同时实现智能算法。
下位机采用单片机,系统核心MCU是Silicon Lab公司生产的C8051F340单片机。
下位机主要获取发酵设备状况,实现数据采集并直接控制设备。
两者通过RS—232C或者USB进行通信。
工作时,上位机发出的命令首先给下位机,下位机再根据此命令解释成相应时序信号直接控制相应设备。
下位机不时读取设备状态数据(一般模拟量),转换成数字信号反馈给上位机。
当上位机长时间无指令时(上、下位机通信中断,上位机故障等原因未工作),下位机识别后可进行监测和独立执行简单控制,从而加强系统运行稳定性。
因此,这种设计优于不能独立运行的采集卡。
2系统硬件设计根据本发酵的特点设计出如图1的系统硬件结构图[3]。
上位机使用主板支持RS—232和USB通信个人计算机(PC)。
下位机系统核心MCU为Silicon Lab公司开发的C8051F340芯片,属于完全集成的混合信号片上系统(sys-tem on chip,SoC)型芯片,其内部集成了多种功能模块,功能强大,工作稳定可靠。
工作电压2.7 3.6V,40个I/O口线,所有口均耐5V电压,4个通用16位计数器/定时器10位200kbps的单端/差分ADC,带模拟多路器和USB通信。
该单片机接受上位机的控制指令,并直接控制操作发酵罐的执行器;同时经调整电路将传感器进来的模拟信号送入了单片机内部的10位特殊寄存器ADC,转换为相应的数字信号,完成数据采集;再和上位机进行通信。
图1系统硬件结构图Fig1Structure diagram of system hardware 本系统加入液晶显示模块,该模块是深圳拓普微电子有限公司的LM24064K系列产品,内置240ˑ64点阵的图形显示模块和RA8803控制器。
模块不仅可以显示单一的文本、图形,而且可以实现双图层的合成显示和四阶灰度的效果。
该显示模块具有单电源供电,白色LED背光,内嵌简体中文字库,自定义字符等特点。
模块与单片机采用8位I/O接口方式并行通信。
该模块是工业制成品,只需连接硬件并编写相应软件即可使用。
当上位机缺失和故障时,可通过显示模块调试/显示所采集的数据,了解系统运行状态。
由于MCU不包含D/A功能,需外接该功能模块。
这里选用由美国MAXIN公司推出的高性能D/A转换器MAX536。
它在片内集成了4路独立的,可同步控制的12位高精度双缓冲数模转换器。
使用三线串行接口进行数据交换,节省了单片机I/O口使用。
选用DIP16脚封装,体积小。
但由于转换后的输出是电压,需要增加转换电路将电压转换为4 20mA的标准电流。
本设计采用RS—232C和USB与上位机串行通信。
但是由于单片机串口TTL电平与标准的RS—232C信号电平范围不一致,所以要进行串行通信的时候,首先要将TTL电平信号转换为符合RS-232C规范的电平信号。
本系统采用Max232电平转换芯片。
USB通信无需附加外设,但需要对上、下位机分别编写驱动程序。
为有效消除干扰,输入输出之间加入光耦原件。
光耦是利用光电耦合来沟通被切断的电路通道,不会受到外界干扰。
因此,可以切断MCU与外界的直接联系,防止干扰的进入,保证MCU的正常运行。
由于单片机输出能力有限,设计采用固体继电器来控制蠕动泵等执行器,这样可大大减轻单片机I/O口的输出压力。
为了合理布置各模块和方便操作,设计了主板和底板两块印刷电路板,并用排线连接。
其中主板包括液晶显示屏、按键、串行通信等模块,其余模块放置在底板上[4]。
3系统软件设计3.1上位机上位机用于对整个发酵过程的监控操作,如完成系统参数设定、无扰手动/自动切换、数据存储、历史/实时曲线显示、智能算法的调用等功能。
这些功能主要是在微软Windows XP操作系统的平台上通过人机交互界面来实现,本文使用LabVIEW构建人机交互的图形界面并完成数据存储、实时曲线显示等功能。
而控制算法则是通过计算功能强大的Matlab来完成,使用Matlab神经网络工具包编写算法函数。
根据文献[5]的论述结合本发酵,选用4输入1输出的BP神经网络模型,再通过已有的实验发酵控制数据,确定最佳控制条件下该模型有3层,节点分别是4,18,1,通过软件模拟训练好网络。
采用com组件技术,通过Matlab将神经网络算法生成可以被LabVIEW调用的组件。
再使用ActiveX技术调用生成的com组件,即完成Matlab和LabVIEW混合编程,实现了在LabVIEW中植入了高级智能算法,使得整个系统具有高度智能化,处理能力大大提高。
57传感器与微系统第30卷最后将所有上位机软件程序一同打包成exe文件,只需在PC上位机双击运行该文件即可运行控制系统软件,这样上位机可以不必安装Matlab和LabVIEW,放宽了该控制系统中上位机的硬件、软件要求。
在上位机软件中巧妙使用了LabVIEW强大的数据采集、虚拟显示功能、友好的人机界面特点和Matlab快速的矩阵运算的能力、方便构建神经网络智能算法的特点,可谓互补长短。
同时,LabVIEW容易实现与单片机进行通信,良好地形成了与下位机数据交换通道。
3.2下位机下位机软件代码是用新华龙电子Silicon Laboratories IDE软件编写实现,其软件语言使用C语言,系统软件设计主要包括程序初始化、主程序、中断服务子程序、采集程序、液晶显示屏显示程序等。