环保用工艺流程图
生产工艺流程图及危险废物产生环节

开料产生的废弃物主要是包装材料和
废边角料。
积层多层工程加工主要是指多层板压制工艺以及棕色氧化处理,其生产过程中主要产生PP 片、胶粉尘、牛皮纸、边角料等废弃物。
NC 钻孔是根据编辑的程序,用NC 钻
机和各种不同直径的钻头在覆铜板上加工出所需要的各种贯通孔,其生产过程中主要产生铝板、钻孔研磨粉尘、钻头、菲林等废弃物。
通孔电镀主要是对半成品进行PTH 前
处理,再进行PTH 、CKP 镀铜以及磨刷、蚀刻等工序,其生产过程中主要产生滤芯、包装物、废弃基板、边料、阳极袋、炭粉、药水(硫酸,甲醛等)桶等废弃物。
线路形成主要是指通过一定的加工工
艺,蚀刻清除基板表面多余的铜铂,得以形成导线图形,以满足产品的电气特性,其生产过程中主要产生PE 膜、微蚀液桶、干膜渣、干膜支架、胶管、包装袋、酒精瓶等废弃物。
印刷主要是指为了便于封装元件或修理时的辨认,在线路板上印刷元件名称、元件位置。
其生产工艺中主要产生油墨纸箱(罐),微蚀液桶,感光胶桶,废弃药水(天那水、洗网水、清洁剂、硫酸、消泡剂、稀释剂、脱脂剂等)桶等废弃物。
外形加工主要是利用铣床或冲床把一张双面板或多层板内各相同的单元分离成独立的产品,其生产过程中主要产生包装材料、废弃基板、过滤芯、药液桶、助焊剂桶、边角料、粉尘等废弃物。
检查主要是指对基板的外观和电气性能进行检查和检测,控制不良流出,以满足客户的需要,其生产过程中主要产生废弃基板、纤维板、除尘胶、包装物、设备零配件、酒精、天那水桶等废弃物。
开料、积层多层工程加工 NC 钻孔、导通孔的形成 通孔电镀 导线图形的形成 电测、成品检查 冲孔、外形加工
助焊涂料的印刷、印刷字符 入库、包装出货。
MBR污水处理工艺流程介绍及流程图

MBR污水处理工艺流程介绍及流程图1.膜-生物反应器(MBR)是一种由膜分离技术与生物处理技术有机结合的新型态废水处理系统,取代传统活性污泥系统中占地较大的二沉池,利用沉浸于好氧生物池内之膜分离设备截留槽内的活性污泥与大分子固体物,极大地提高污水深度处理后的水质。
与传统工艺相比,MBR可以使活性污泥具有较高的污泥浓度,活性污泥(MLSS)浓度可达到10g/L以上,污泥龄(SRT)可延长。
流程图1—5图1-52.间歇活性污泥法(SBR)间歇活性污泥法也称序批式活性污泥法(Sequencing Batch Reactor-SBR),它由个或多个SBR池组成,运行时,废水分批进入池中,依次经历5个独立阶段,即进水、反应、沉淀、排水和闲置。
进水及排水用水位控制,反应及沉淀用时间控制,一个运行周期的时间依负荷及出水要求而异,一般为4~12h,其中反应占40%,有效池容积为周期内进水量与所需污泥体积之和。
比连续流法反应速度快,处理效率高,耐负荷冲击的能力强;由于底物浓度高,浓度梯度也大,交替出现缺氧、好氧状态,能抑制专性好氧菌的过量繁殖,有利于生物脱氮除磷,又由于泥龄较短,丝状菌不可能成为优势,因此,污泥不易膨胀;与连续流方法相比,SBR法流程短、装置结构简单,当水量较小时,只需一个间歇反应器,不需要设专门沉淀池和调节池,不需要污泥回流,运行费用低。
3.吸附再生(接触稳定)法这种方式充分利用活性污泥的初期去除能力,在较短的时间里(10~40min),通过吸附去除废水中悬浮的和胶态的有机物,再通过液固分离,废水即获得净化,BOD5可去除85%~90%左右。
吸附饱和的活性污泥中,一部分需要回流的,引入再生池进一步氧化分解,恢复其活性;另一部分剩余污泥不经氧化分解即排入污泥处理系统。
分别在两池(吸附池和再生他)或在同一池的两段进行。
它适应负荷冲击的能力强,还可省去初次沉淀池。
主要优点是可以大大节省基建投资,最适于处理含悬浮和胶体物质较多的废水,如制革废水、焦化废水等,工艺灵活。
环保用工艺流程图

文件名称 编号 题目
质量手册 SH-TS-M 附件四 工艺流程图
页码 版本 修改码
( a) 硅橡胶杂件生产工艺流程图( 注:在流程图中 ACC 代表合格接收,NG 代表不合格退货)
v1.0 可编辑可修改
1/11 A 0
供应商来料
NG
IQC 检验
ACC
备料
配料
备料 QC NG
成型 QC ACC
二次加硫
备料 QC ACC
油压成型
注塑 NG
注塑 QC ACC
印刷清洗
预热、烘干
印刷
印刷 QC ACC
喷底涂
喷涂自检
喷涂 QC ACC
加硫、烘干
切割
切割后检
切割 QC ACC
喷面漆
喷涂检查
喷涂 QC ACC
检查
品保 ACC
包装
ACC 包装 QC
入库
注:以上各工序 QC 抽检不合格时均按照不合格品控制程序处理
入库
v1.0 可编辑可修改
三卓韩一
6
文件名称 编号
质量手册 SH-TS-M
页码 版本
5/11 A
精密塑胶科技有限公司
题目
附件四 工艺流程图
修改码
(e)注塑生产工艺流程图( 注在工流程图中 ACC:代表合格接收,NG: 代表不合格退货)
供应商来料
NG
IQC 检验
ACC
注塑领料
v1.0 可编辑可修改
0
包装 包装 QC
入库 ACC
v1.0 可编辑可修改
三卓韩一
12
文件名称 编号
质量手册 SH-TS-M
页码 版本
危险废物处理工艺流程图及细分工艺流程图详解
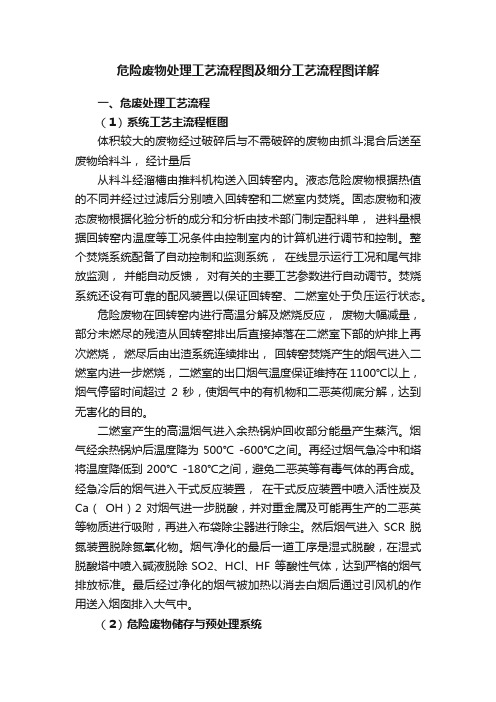
危险废物处理工艺流程图及细分工艺流程图详解一、危废处理工艺流程(1)系统工艺主流程框图体积较大的废物经过破碎后与不需破碎的废物由抓斗混合后送至废物给料斗,经计量后从料斗经溜槽由推料机构送入回转窑内。
液态危险废物根据热值的不同并经过过滤后分别喷入回转窑和二燃室内焚烧。
固态废物和液态废物根据化验分析的成分和分析由技术部门制定配料单,进料量根据回转窑内温度等工况条件由控制室内的计算机进行调节和控制。
整个焚烧系统配备了自动控制和监测系统,在线显示运行工况和尾气排放监测,并能自动反馈,对有关的主要工艺参数进行自动调节。
焚烧系统还设有可靠的配风装置以保证回转窑、二燃室处于负压运行状态。
危险废物在回转窑内进行高温分解及燃烧反应,废物大幅减量,部分未燃尽的残渣从回转窑排出后直接掉落在二燃室下部的炉排上再次燃烧,燃尽后由出渣系统连续排出,回转窑焚烧产生的烟气进入二燃室内进一步燃烧,二燃室的出口烟气温度保证维持在1100℃以上,烟气停留时间超过2 秒,使烟气中的有机物和二恶英彻底分解,达到无害化的目的。
二燃室产生的高温烟气进入余热锅炉回收部分能量产生蒸汽。
烟气经余热锅炉后温度降为500℃ -600℃之间。
再经过烟气急冷中和塔将温度降低到200℃ -180℃之间,避免二恶英等有毒气体的再合成。
经急冷后的烟气进入干式反应装置,在干式反应装置中喷入活性炭及Ca(OH)2 对烟气进一步脱酸,并对重金属及可能再生产的二恶英等物质进行吸附,再进入布袋除尘器进行除尘。
然后烟气进入SCR脱氮装置脱除氮氧化物。
烟气净化的最后一道工序是湿式脱酸,在湿式脱酸塔中喷入碱液脱除SO2、HCl、HF 等酸性气体,达到严格的烟气排放标准。
最后经过净化的烟气被加热以消去白烟后通过引风机的作用送入烟囱排入大气中。
(2)危险废物储存与预处理系统2.1固体危险废物的预处理工艺流程及特点:固体按照化验室的分析,根据性状和成分不同,被分别送往废物储存区的各个贮池储存,即固体废物破碎池、高热值固体废物贮池、低热值固体废物贮池内。
环境保护审批流程图

环境保护审批流程图(正文)为了保护环境,我国实行了环境保护审批制度,对涉及到环境保护的各类项目进行审批和监管。
环境保护审批流程图如下:1. 项目报建阶段:项目报建是环境保护审批的起始点,申请单位需要向所在地的环境保护部门提交项目报建申请,并提供有关的项目资料和申请书。
环境保护部门在收到申请后进行初审,初审合格后进入下一阶段。
2. 环境影响评价(EIA)阶段:EIA是环境保护审批的重要环节,其目的是评价和预测项目对环境造成的影响。
申请单位需要组织编制环境影响评价报告,报告包括项目的规划设计、环境影响评价、环境管理措施等内容。
环境保护部门对报告进行评估,并进行公示和听证。
评估结果将直接影响项目是否能够获得环境保护审批。
3. 环评文件备案阶段:环评文件备案是环境保护审批的重要环节之一,意在向社会公示项目环评文件的结果和内容。
环境保护部门将受理符合要求的环评文件,并依法进行备案。
备案过程中,社会公众有权利提出意见和建议。
4. 审批阶段:审批是环境保护审批的关键环节,环境保护部门对项目进行审批,包括项目的技术性、合法性和合规性等方面。
审批结果将影响项目是否获得环境保护许可证。
审批结果可以分为三种情况:批准、不批准和批准但需改进。
5. 环境保护许可证发放阶段:环境保护许可证是项目合法运营的依据,只有取得环境保护许可证,项目才能正常运营。
环境保护部门对审批合格的项目进行核查,并发放环境保护许可证。
项目运营过程中,必须遵守许可证的相关规定,否则将受到法律的制裁。
6. 监管阶段:监管是环境保护审批的持续环节,环境保护部门将对已获得许可证的项目进行定期检查和监测,确保项目按照环评报告的要求和许可证的规定运行。
若项目违反环境法规或许可证要求,环境保护部门有权采取相应的处罚措施。
(结尾)以上即为环境保护审批流程图及相应的阶段解析。
通过这一完整的流程,我国可以有效审查和监管对环境有潜在影响的项目,从而保护环境,促进可持续发展。
全厂工艺流程图

全厂工艺流程图图3—3冲灰补充水总排放口 城市管网单元操作功能说明表表3—23.2.1企业现状及主要污染物排放情况天津静海热电厂与1987年9月建设、安装2台25MW抽凝式供热气轮发电机组,配2台130t/h煤粉锅炉。
2台机组分别于1989年12月和1994年9月相继投产发电。
经过几年技改后可供工业热负荷达到80t/h,采暖供热面积约200万平方米,总负荷约120t/h蒸汽,年发电3亿度。
2台锅炉原来使用水膜除尘器,在1999年和2001年分别进行了改造,安装了XKD65m2型卧式3电场静电除尘器,除尘效率达到96%以上。
2006年9月安装了脱硫装置,采用湿法脱硫技术,脱硫效率达到99.8%以上,同时除尘效率也上升到99.8%以上。
2台锅炉烟气通过一座高100米烟囱排放,烟囱出口内径2.5米。
2005年4月建设安装1台12MW抽凝式供热气轮发电机组,配1台130t/h煤粉锅炉,于2006年 1月完成满负荷试运。
目前,电厂安全监督科设有专职环保管理人员2人,负责全厂的日常环保管理工作。
下设环境监测站2个,有环保化验员4人,负责全厂废水、废气的监测工作。
电厂补充水量约97.7万吨/年;重复用水量约3542.9万吨/年,全厂废水排放总量约为5万吨/年。
电厂原采用水膜除尘、水力除灰系统,用水量大。
通过电除尘改造后,在2002年实施了锅炉冲灰水闭式循环系统改造,冲灰水实现零排放。
多年来经过各种过瓦水回收改造、化学废水回收利用改造等,电厂基本实现了工业废水零排放。
灰渣总产生量51512.45吨/年,灰、渣全部综合利用。
电厂锅炉排气口加装消音器,磨煤机加装隔声罩等措施降低噪音。
企业在生产过程中主要产生废气、废水、灰渣和噪声等污染,主要污染源及其产生的污染物分述如下企业废弃物产生原因分析表表3—93.3环保设施及运行情况3.3.1废气处理设施电厂对大气环境影响主要为燃煤烟气,其主要大气污染物为SO2和烟尘。
电厂环保治理措施及大气污染物排放情况,见表3—3.3.2废水处理设施电厂产生的废水主要为工业废水在2002年通过实施锅炉冲灰水闭式循环系统改造工程冲灰水实现零排放。
环保设备生产工艺流程
环保设备生产工艺流程
《环保设备生产工艺流程》
环保设备的生产工艺流程通常包括材料准备、加工制造、组装、测试和包装等环节。
首先,对于环保设备的生产,需要准备各种环保材料,包括废旧塑料、玻璃纤维、金属和其他可再生材料。
这些材料需要通过初步的加工处理,将其变成可用的制造原料。
接下来,进行加工制造环节。
在这一阶段,需要根据设计图纸进行加工,采用各种机械设备,包括注塑机、冲床、剪板机等,将原材料进行加工成各种环保设备的零部件。
然后,将加工好的零部件进行组装。
组装环节是将各个零部件按照设计图纸进行组合,形成成品环保设备。
接下来是测试环节。
在这一阶段,需要对组装好的环保设备进行各项性能测试,包括机械性能、能耗、效率等方面的测试,确保产品符合质量标准。
最后,进行包装环节。
对于已经通过测试的环保设备,需要进行包装,以确保在运输过程中不受损坏。
同时,也需要对产品进行标识和说明,方便用户使用。
在整个生产工艺流程中,环保设备生产企业需要不断优化工艺
流程,提高生产效率,减少能源消耗和废弃物产生,以实现环保设备生产的可持续发展。
SBR工艺流程图

SBR工艺流程:进水格栅紫外线消毒达标排放SBR工艺介绍SBR工艺是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。
与传统污水处理工艺不同,SBR技术采用时间分割的操作方式替代空间分割的操作方式,非稳定生化反应替代稳态生化反应,静置理想沉淀替代传统的动态沉淀。
它的主要特征是在运行上的有序和间歇操作,SBR技术的核心是SBR反应池,该池集均化、初沉、生物降解、二沉等功能于一池,无污泥回流系统。
正是SBR工艺这些特殊性使其具有以下优点:1、理想的推流过程使生化反应推动力增大,效率提高,池厌氧、好氧处于交替状态,净化效果好。
2、运行效果稳定,污水在理想的静止状态下沉淀,需要时间短、效率高,出水水质好。
3、耐冲击负荷,池有滞留的处理水,对污水有稀释、缓冲作用,有效抵抗水量和有机污物的冲击。
4、工艺过程中的各工序可根据水质、水量进行调整,运行灵活。
5、处理设备少,构造简单,便于操作和维护管理。
6、反应池存在DO、BOD5浓度梯度,有效控制活性污泥膨胀。
7、SBR法系统本身也适合于组合式构造方法,利于废水处理厂的扩建和改造。
8、脱氮除磷,适当控制运行方式,实现好氧、缺氧、厌氧状态交替,具有良好的脱氮除磷效果。
9、工艺流程简单、造价低。
主体设备只有一个序批式间歇反应器,无二沉池、污泥回流系统,初沉池也可省略,布置紧凑、占地面积省。
SBR工艺在一个空间培养多种细菌,根据不同时间段完成多种工艺。
菌种为我公司专业培育的高效菌种,对环境的适应能力强,抗冲击、负荷能力比单一的菌种强。
我公司研制的SBR工艺采用间歇进水、间歇曝气、间歇出水流程,在曝气过程中菌群转化为好氧菌,实现好氧反应;曝气完毕后沉淀,菌群转化为厌氧菌,实现厌氧反应。
工艺流程SBR工艺污水→调节池→间歇曝气→沉淀→紫外线消毒→出水污水通过格栅进入调节池进行均质均量,调节池设有液位浮球,当达到浮球控制高度启动污水提升泵使污水进入SBR一体化设备,污水进入SBR设备以后进行间歇曝气,曝气过程产生好氧反应,曝气完毕进行沉淀,处理后的污水经过消毒之后排放或回用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲切、加工
冲切 QC ACC
检查
品保 ACC
包装
包装 QC
NG ACC
入库
三卓韩一
文件名称
质量手册
页码
5/11
编号
SH-TS-M
版本
A
精密塑胶科技有限公司
题目
附件四 工艺流程图
修改码
0
(e)注塑生产工艺流程图( 注在工流程图中 ACC:代表合格接收,NG: 代表不合格退货)
配料
备料 QC NG
ACC 捏合
开炼
过滤
翻炼
NG 备料 QC ACC
静置
预成型/过片裁料 NG
ACC 备料 QC
入库
NG
NG
依据《不合格品控制程序》处理
NG
油压成型 165~175℃
成型自检
成型 QC ACC
二次加硫 180℃/2H
冲切、加工
冲切 QC ACC
检查
品保
ACC
包装
NG 包装 QC
ACC 入库
印刷 烘干前检
印刷烘干
ACC UV 成型
成型 QC ACC
检查
检查
品保 ACC
包装Biblioteka NG NG依《不合格品控制程 序程序》执行
印刷 QC ACC
冲切、加工
包装 QC ACC
入库
依《不合格品控制程 序程序》执行
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册 SH-TS-M 附件四 工艺流程图
切割 QC ACC
喷面漆
烘干/加硫
注塑成型 NG
注塑 QC ACC
印刷清洗
预热、烘干
印刷
喷涂 QC ACC
冲切/加工
冲切 QC ACC
检查
品保 ACC
入半成品库
组装
组装检查
组装 QC ACC
检查
品保 ACC
包装 NG
注:以上各工序 QC 抽检不合格时均按照不合格品控制程序处理
印刷 QC ACC
喷涂漆
检查
品保
ACC
注塑 NG
注塑 QC ACC
预热、烘干 印刷清洗
包装 NG
包装 QC ACC
入库
三卓韩一
文件名称
质量手册
页码
7/11
编号
SH-TS-M
版本
A
精密塑胶科技有限公司
题目
附件四 工艺流程图
修改码
0
(g)喷涂产品工序控制流程图( 注:硅胶、注塑与印刷均参照流程图 a 、d 和 e)
供应商来料
(k)组装产品生产工艺流程图( 注:硅胶、注塑均参照流程图 a、d) 供应商来料
页码 版本 修改码
11/11 A 0
IQC 检验
硅胶配料 NG
备料 QC ACC
油压成型
成型 QC ACC
二次加硫
冲切、加工
印刷配料
预热 NG
预热 QC ACC
UV 成型
成型 QC ACC
检查
注塑配料 NG
注塑 QC ACC
印刷清洗
预热烘干
检查
冲切、加工
印刷
品保
ACC 入半成品库
冲切 QC
检查
ACC
品保
ACC
烘干前检 印刷烘干 印刷 QC
NG 检查
组装 组装自检 组装 QC
品保
ACC 包装
NG
包装 QC
注:以上各工序 QC 抽检不合格时均按照不合格品控制程序处理
ACC
入库
NG IQC 检验
ACC 金属件处理
丁酮去油
喷砂 NG
喷砂 QC ACC
盐酸浸泡
清洗、吹干 NG
金属处理 QC ACC
泡甲醇、风干
泡开姆洛克 607
风干、加硫 NG
金属处理自检
金属处理 QC ACC
包装
三卓韩一
文件名称
质量手册
页码
4/11
编号
SH-TS-M
版本
A
精密塑胶科技有限公司
题目
附件四 工艺流程图
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册
页码
8/11
SH-TS-M
版本
A
附件四 工艺流程图
修改码
0
(h) IMD 产品生产工艺流程图( 注:硅胶参照流程图 a)
供应商来料 NG
进料检验
ACC
薄膜片
注塑成型
备料
预缩 裁片
注塑 QC ACC
冲型
NG 备料 QC
ACC 油压成型
冲定位孔/冲边
NG IQC 检验
NG 备料
成型 QC ACC
二次加硫
备料 QC ACC
油压成型
注塑 NG
注塑 QC ACC
印刷清洗
预热、烘干
印刷
印刷 QC ACC
喷底涂
喷涂自检
喷涂 QC ACC
加硫、烘干
切割
切割后检
切割 QC ACC
喷面漆
喷涂检查
喷涂 QC ACC
检查
品保 ACC
包装
包装 QC
ACC
入库
注:以上各工序 QC 抽检不合格时均按照不合格品控制程序处理
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册
页码
2/11
SH-TS-M
版本
A
附件四 工艺流程图
修改码
0
( b) 手机零部件生产工艺流程图( 注:备料过程参照流程图 a) 供应商来料
NG IQC 检验
ACC
备料
NG 备料 QC
ACC 油压成型 165~175℃
成型自检
NG 成型 QC ACC
包装 QC
ACC 入库
三卓韩一 精密塑胶科技有限公司
(j) 塑料印刷品工序控制流程图
注塑配料 NG
配料 QC ACC
注塑烘干
文件名称 编号 题目
质量手册 SH-TS-M 附件四 工艺流程图
页码 版本 修改码
供应商来料
NG IQC 检验
ACC
印刷配料
10/11 A 0
预热 NG
预热 QC
NG NG
注塑成型 成型自检 成型 QC 清洗、预热
二次加硫 180℃/2H
NG
NG 依据《不合格品 控制程序》处理
冲切、加工
冲切 QC ACC
检查
品保
ACC 包装
NG 包装 QC
ACC
入库
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册
页码
3/11
SH-TS-M
版本
A
附件四 工艺流程图
修改码
0
( c) 金属件处理流程图( 注:在工流程图中 ACC 代表合格接收,NG 代表不合格退货) 供应商来料
供应商来料
NG
IQC 检验
ACC
注塑领料
注塑混料
NG
注塑 QC
ACC
注塑烘干 80~110℃
注塑成型 80~110℃
成型自检
注塑 QC
NG
ACC
检查
品保
NG
ACC
包装
NG
包装 QC
ACC
入库
依据《不合格品控制程序》处理
三卓韩一
文件名称
质量手册
页码
6/11
编号
SH-TS-M
版本
A
精密塑胶科技有限公司
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册
页码
1/11
SH-TS-M
版本
A
附件四 工艺流程图
修改码
0
( a) 硅橡胶杂件生产工艺流程图( 注:在流程图中 ACC 代表合格接收,NG 代表不合格退货)
供应商来料
NG IQC 检验
ACC
备料
原料:硅胶、橡胶 辅料:色膏、碳酸钙、炭黑、陶土等 添加物:促进剂、收缩剂等
题目
附件四 工艺流程图
修改码
0
(f)印刷产品工序流程图(注:硅胶与注塑均参照流程图 a 和 d)
供应商来料
NG IQC 检验
备料 NG
备料 QC ACC
油压成型
ACC
NG 成型 QC
二次加硫
NG NG 依据《不合控程序格品》执行
印刷 印刷自检 烘干前检 印刷烘干
印刷 QC ACC
冲切、加工
冲切 QC ACC
冲切 QC ACC
印刷
冲型 QC ACC
冲切/加工
检查
成型 QC ACC
二次加硫
冲切/加工
烘干前检 ACC
印刷 QC
品保 ACC
入半成品库
入半成品库
检查 ACC
品保
组装
组装检查 NG
组装 QC
检查
品保
ACC
注:以上各工序 QC 抽检不合格时均按照不合格品控制程序处理
包装
包装 QC ACC
入库
三卓韩一 精密塑胶科技有限公司
文件名称 编号 题目
质量手册
页码
9/11
SH-TS-M
版本
A
附件四 工艺流程图
修改码
0
( i) P+R 产品生产工艺流程图( 注:硅胶、注塑、印刷、喷涂均参照流程图 a、d、e、f)
供应商来料 NG
进料检验
ACC