合金钢试棒
金属检验标准试棒(片)及试块类型与尺寸20100916

金属检验标准试棒(片)及试块类型与尺寸一、标准矩形截面试片的类型及尺寸见图1及表1。
矩形截面积拉伸试样尺寸计算见附件:计算对于厚度0.1mm~3.0mm薄板和薄带:1.平行长度应不少于L0+b/2,仲裁试验,平行长度应为L0+2b,除非材料尺寸不足够。
2.原始横截面积(S0=a*b)的测定应准确到±2%3.应用小标记、细划线或细黑线标记原始标距(L0),但不得引起过早断裂的缺口做标记4.机加工试样的尺寸公差和形状公差应符合下表要求二、线材、棒材圆截面试样的类型及尺寸:(参照图1)单位:mm附注:直径b最大不能超过12mm表3.2小于于4mm线材、棒材使用的试样尺寸小于4mm的线材或板材的原材料不用机加工(非比例试样)三、对于灰铸铁件,拉伸试样要求,见图2和表4:图2:灰铸铁B型试样(B1圆柱状B2螺纹状)四、对于球墨铸铁件,拉伸式样要求(可供参考,具体参照GBT 1348-1988):五、铸造铝合金的拉伸试样,如图3、图4所示:图3 铸造铝合金砂型标准试样及浇冒口系统图4铸造铝合金金属型标准试样及浇冒口系统六、烧结金属(不包括硬质合金)的拉伸试样:扁平试样:由金属粉末经压制和烧结制成的扁平试样,其形状和尺寸由成形磨具的模腔而定。
模腔的形状和尺寸如图5和表5所示。
试样厚度为5.4~6.0mm,标距间的厚度变化不大于0.04mm。
试样表面粗糙度为正常条件下的压制和烧结状态后后续处理状态,一般Ra不大于2.5um。
图5 模腔形状表5 单位:mm圆柱试样:机加工后的圆柱试样的形状和基本尺寸如图6和表6所示。
试样表面粗糙度Ra不大于2.5um图6 模腔形状表6 单位:mm另外,所有所用成形模具的工作面粗糙度Ra不大于0.63um七.原材料的光谱试块规格长*宽*高须分别大于15*15*5mm附注:对于厚度过薄的试片应预先对试样进行打磨,保持两端面均为平面,平整,并且必须是没有经过处理的原材料试片。
铸造低合金钢(ZG30Cr06)技术要求

铸造低合金钢(ZG30Cr06)技术要求
1.使用范围
本标准规定了铸造低合金钢(ZG30Cr06)用于液压支架铸件的技术要求。
2.引用标准
下列标准所包含的条文通过本标准引用而成为本标准的条文。
GB11352-89 一般工程用铸造碳钢件
GB222-81 钢铁及合金化学分析方法
GB228-76 金属拉力试验法
GB231 金属布氏硬度试验法
3.技术要求
3.1 技术要求
3.1.1 合金成分
低合金铸钢(ZG30Cr06)的化学成分见表1
ZG30Cr06化学成分表1
注:碳当量CE按下式计算,此公式已为国际焊接学会和美国ASTM学会采用。
CE=(C+Mn/6+Cr/5)%,碳当量CE一般控制在≤0.61%。
3.1.2 机械性能
低合金铸钢(ZG30Cr06)的机械性能见表2,应根据不同的使用要求进行选择。
ZG30Cr06的机械性能表2
注:单铸拉力试棒(标准试棒),拉力试棒随铸件同炉浇注,同炉热处理。
3.1.3 其他性能要求
低合金铸钢(ZG30Cr06)铸件的技术要求,除机械性能外,其它性能按一般铸件国家通用标准执行。
B+钢热处理力学性能、金相组织的影响因素及改善方法

B+钢热处理力学性能、金相组织的影响因素及改善方法作者:魏瑾瑾甘海潮常有余李富燕来源:《经济技术协作信息》 2018年第29期本文采用万能拉伸试验机,金相显微镜研究了不同化学成分、不同冷却条件的B+钢试棒正火热处理的组织和性能。
结果表明,化学成分中碳当量越高,强度越好,但同时合金元素的增加降低了伸长率和收缩率等塑性指标,也对金相组织产生偏析和贝氏体等异常组织产生影响。
试棒摆放位置的冷却条件越好,屈服强度越大,金相组织越均匀。
一、B+钢简介随着铁路运输的发展,货运火车不仅要达到重载而且还要提高运行速度的双重技术标准。
这就要求货车转向架重要部件摇枕、侧架需要具备更高的强度、塑性。
B+级钢材料以其低合金、高强度的优势目前广泛运用于货车摇枕、侧架上。
在实际生产过程中采用正火的热处理手段,以获得较好的强度和塑性综合力学性能。
B+级钢的有效成分主要为碳、硅、锰、镍、铬,表l、表2分别为各元素化学成分范围和B+级钢的力学性能指标,合理控制各合金元素的含量能获得较好的机械性能。
而B+级钢正火后的组织通常为细小均匀的铁素体和珠光体混合组织。
但实际生产的过程中经常出现正火后力学性能较差,尤其是屈服强度不满足指标,同时金相组织中含有部分条状铁素体、珠光体团、残余铸态甚至出现贝氏体等异常组织,如图l所示。
从图中可以看出正常的正火组织铁素体和珠光体均匀分布,整体晶粒度达到9级。
而异常组织中分布着大量的条状铁素体和珠光体团。
图1B+级钢正火正常组织和异常组织对比(a、b:正常组织、c、d:异常组织)二、化学成分对B+钢的力学性能和金相影响在B+级钢有效的化学成分中,碳作为主要的合金元素对力学性能尤其是强度和塑性指标影响很大。
因为碳在奥氏体中的溶解度很大,但在铁素体中的含量很小,在正火的冷却过程中,铁素体不断析出,碳就从铁素体中脱溶而形成渗碳体,从而为珠光体的形核与长大提供了有力条件,随着碳含量的增加,过冷奥氏体在珠光体转变区析出先共析铁素体的孕育期延长,析出速度减慢,C曲线右移,铁素体的形核几率相应减少,而长大时需要扩散出去的碳量却相应的增加,从而使得铁索体的析出速度减慢,珠光体析出速度加快,也就改变了B+级钢中的珠光体和铁素体的百分比。
SF-16试棒及管理规定
试棒及管理规定1.本文件规定试棒的尺寸形状、生产流程、保管要求等。
2.名称、形状、尺寸.2.1.试块. 为取得代表某一熔炼炉或某一铸件机械性能试样而浇注出来的实物。
该实物一般单独浇注,如有特殊需要,也可与铸件连铸在一起(称附铸试块)。
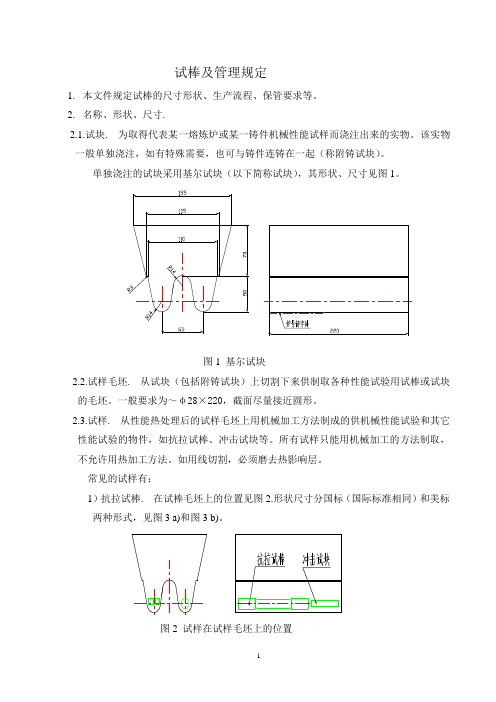
单独浇注的试块采用基尔试块(以下简称试块),其形状、尺寸见图1。
图1 基尔试块2.2.试样毛坯. 从试块(包括附铸试块)上切割下来供制取各种性能试验用试棒或试块的毛坯。
一般要求为~φ28×220,截面尽量接近圆形。
2.3.试样. 从性能热处理后的试样毛坯上用机械加工方法制成的供机械性能试验和其它性能试验的物件,如抗拉试棒、冲击试块等。
所有试样只能用机械加工的方法制取,不允许用热加工方法。
如用线切割,必须磨去热影响层。
常见的试样有:1)抗拉试棒. 在试棒毛坯上的位置见图2.形状尺寸分国标(国际标准相同)和美标两种形式,见图3 a)和图3 b)。
图2 试样在试样毛坯上的位置a)国标抗拉试棒b) 美标抗拉试棒图3 抗拉试棒2)冲击试块. 有U形缺口和V形缺口两种,见图4 a)和4 b)。
3)不锈钢晶间腐蚀试样. 按GB/T4334.5检验奥氏体、奥氏体—铁素体不锈钢在硫酸—硫酸铜溶液中的晶间腐蚀倾向的试样见图5.3. 数量3.1. 试块. 每熔炼炉的试块数量由计划员下达至造型(制芯)组、合箱组和浇注组。
造型(制芯)时要在相应位置做出炉号。
一般情况下试块的数量如下:钢种WCB类WC6、C5等合金钢LCB等低温钢不锈钢试块数量 1 1 2 2当产品/订单/客户有特殊要求时,按具体需要增加。
3.2.各种试样每试样一次所需数量如下:试样名称抗拉试棒冲击试块晶间腐蚀试样数量 1 3 14试块、试样毛坯、试样的流转每一炉试块开箱后随同炉铸件进入清砂、气割。
气割后试样毛坯交热处理组保管。
试样毛坯随铸件热处理后由检验部门送至有关部门(班组)加工成所需试样。
各种试样打上/编上炉号后由检验部门送至试验部门试验。
固体渗碳

、固体渗碳固体渗碳是一种应用最早的渗碳方法。
(一)渗碳剂的成份及其作用:固体渗碳剂主要是由木炭粒和碳酸盐(BaCO3或Na2CO3等组成。
木炭粒是主渗剂,碳酸盐是催渗剂。
木炭颗粒均匀,并要求3—6mm左右的占80%,1—3mm左右占20%左右,1mm以下的不大于1%,如果是大零件渗碳,大颗粒木炭应多些,小零件,小颗粒应多些。
常用的渗碳剂成份如表1所示。
常用渗碳剂的成份渗碳加热时,炭与其间隙中的氧作用(不完全燃烧),生成一氧化碳。
2C + O2 —→ 2CO一氧化碳在渗碳条件下,是不稳定的,当它与钢件表面接触,便按下式分解得活性碳原子:2CO —→ CO2 + [C]活性碳原子被钢件表面吸收,并向内部扩散。
整个反反应过程可用下式示意表示:C + CO2 —→2CO —→ CO2 + [C] —→ 工件单独用木炭进行渗碳,周期长,效果差,为了增加渗碳剂的活性,增加活性碳原子数量,一般加入一定数量的碳酸盐作为催渗剂。
催渗剂在高温下与木碳产生如下反应:BaCO3 + C(木炭) —→ BaO2 + CONa2CO3 + C(木炭) —→ Na2O + 2CO2CO —→ CO2 + [C]渗碳过程中,木炭受到了烧损,但催渗剂分解氧化物,在开箱冷却时与空气接触,如按下方程式进行还原,这使催渗剂消耗大为减少。
BaO + CO2 —→ BaCO3Na2O + CO2 —→ Na2CO3为了提高催渗剂再生效果,在此介绍一种有效的方法,即将高温下倒出来的渗碳剂,立刻用水喷洒(水的重量是渗碳剂重量的4—5%)。
通过这样的处理,碳酸盐可得较完全的再生,其原因是:BaO+CO2—→BaCO3这个过程随温度下降而缓慢,如果在高温下喷水,就能使BaO变成氢氧化钡,而氢氧化钡向碳酸钡转变不受温度的限制。
其反应如下:BaO + H2O —→ Ba(OH)2Ba(OH)2 + CO2 —→ BaCO3 + H2O喷水还可以减少木炭的烧损和促进少量甲烷发生,甲烷吸附在木炭的孔隙中,也能加速渗碳。
棒材拉伸 标准

棒材拉伸标准一、目的本标准规定了棒材拉伸试验的方法、步骤和要求,旨在确保试验结果的准确性和可靠性,为评估棒材的性能提供依据。
二、材料选择试验材料应选择符合相关标准的棒材,如不锈钢、碳钢、合金钢等。
材料的化学成分、力学性能等应符合相关标准要求。
三、试验设备1. 拉伸试验机:应具备足够的精度和量程,能够满足试验要求。
2. 切割设备:用于制备试样,应保证切割表面平整、无损伤。
3. 磨削设备:用于去除试样表面的氧化层和杂质,应保证磨削表面光滑、无划痕。
4. 量具:用于测量试样的尺寸,应具备高精度和可靠性。
四、试样制备1. 按标准要求切割试样,确保试样长度、直径等参数符合要求。
2. 使用磨削设备去除试样表面杂质和氧化层,保证试样表面光滑、无划痕。
3. 按照标准要求制备引伸计,并将其安装在试样上。
五、试验程序1. 将试样安装在拉伸试验机上,确保安装牢固、稳定。
2. 按照标准要求设置试验速率和测量范围,启动试验。
3. 记录试验过程中的力值和伸长量,观察试样断裂情况。
4. 停止试验,取下试样,测量断面尺寸等参数。
5. 重复试验,至少进行3次以保证结果的可靠性。
六、数据记录与分析1. 记录每次试验的力值和伸长量数据,整理成表格或图表形式。
2. 分析试验数据,计算材料的抗拉强度、屈服强度、断面收缩率等指标。
3. 比较不同材料、不同工艺条件下的试验结果,评估棒材的性能差异。
七、试验报告1. 撰写试验报告,内容包括试验目的、材料信息、试验设备、试样制备、试验程序、数据记录与分析、结论等。
2. 将试验报告整理成规范格式,存档备查。
八、精度要求1. 力值测量精度应不低于1%,伸长量测量精度应不低于0.5%。
2. 断面收缩率测量精度应不低于5%。
3. 试样制备过程中应保证尺寸精度和表面质量符合标准要求。
九、安全防护1. 操作人员应经过专业培训,熟悉试验设备和操作规程。
2. 在试验过程中,应佩戴相应的防护装备,如防护手套、防护眼镜等。
热处理随炉试棒要求

1.材质要求:热处理随炉试棒应该使用高质量的合金钢制成,保证其具有高温下良好的力学性能和耐高温的性能。
2.尺寸要求:热处理随炉试棒的尺寸应该符合国家标准,同时要特别注意棒材轴线与管件或接头的垂直度和偏差,保持轴线和接头的严密连接。
3.力学性能要求:热处理随炉试棒应该具有高强度、高刚性和高稳定性,经过硬度测试后要符合相应标准。
4.化学成分要求:热处理随炉试棒的化学成分应该符合相应的标准要求,要求制造厂家提供钢材出厂合格证。
ASTM A890抗蚀铸造Fe-Cr-Ni-Mo双相不锈钢规范译文

ASTM A890/A890M-99铸造Fe-Cr-Ni-Mo双相(奥氏体/铁素体)耐腐蚀不锈钢标准规范1.应用范围1.1 此标准包括一系列奥氏体和铁素体双相铸造不锈钢1.2 双相铸造不锈合金钢如果适当选择配比和热处理则其机械性能及耐腐蚀性会得到提高。
铁素体含量没有明确规定,但这些合金中其含量范围大致在30 to 60 %与奥氏体平衡。
1.3 文中提到的数据会分别用英寸-英镑单位制和SI单位制描述。
SI单位在括号中显示。
每一体系中的数据之间并不完全等同,所以,每一体系必须独立应用。
将两个体系中的数据结合会导致与本规范的不一致。
2. 参考文献2.1 ASTM 标准:A370 钢制品的机械性能试验的方法和定义。
A732/A732M 用于铸造方面,适用于通用碳钢和低合金钢铸件及Co合金的高强度及耐高温的铸件的规范.A781/A781M 适用于钢和合金铸造的一般要求规范。
E 29 使用试验数据中的重要数字以确定与规范的一致性的准则。
E 562 确定体积分数的准则。
E 1245 实验通过自动成像分析,来测定材料的双相组织的比例。
3. 定单内容3.1 按照本标准,材料定单需要包含以下几项资料,以充分描述定购的材料:3.1.1 用图样或图号描述铸件(铸件图应包含尺寸公差)3.1.2 标准包括出版的年份和级别。
3.1.3 说明中的选项(见9.1)3.1.4 包含接受标准的附加协议书。
4. 制造(工艺)4.1 不锈钢需用带有独立的精炼或附加精炼装置如氩-氧脱碳(AOD) 的电炉冶煉。
5. 热处理5.1 铸件热处理应按表1中的要求进行。
注释1:对这些合金的正确热处理对于提高耐腐蚀性和达到机械性能要求都是必要的。
表中已说明最低的热处理温度;然而,有时候提高热处理温度,保持一段时间恒温,然后冷却铸件以提高耐腐蚀性和满足一定机械性能是必要的。
表1.热处理要求牌号热处理1A,1B,1C 最低加热到1900℉(1040℃),并保持足够时间使铸件加热均匀,然后在水或别的介质中迅速地冷却。