机械故障诊断 滚动轴承故障诊断
(完整word版)(整理)滚动轴承故障诊断分析章节

滚动轴承故障诊断滚动轴承是应用最为广泛的机械零件质疑,同时,它也是机器中最容易损坏的元件之一。
许多旋转机械的故障都与滚动轴承的状态有关。
据统计,在使用滚动轴承的旋转机械中,大约有30%的机械故障都是由于轴承而引起的。
可见,轴承的好坏对机器工作状态影响极大。
通常,由于轴承的缺陷会导致机器产生振动和噪声,甚至会引起机器的损坏。
而在精密机械中(如精密机床主轴、陀螺等),对轴承的要求就更高,哪怕是在轴承上有微米级的缺陷,都会导致整个机器系统的精度遭到破坏。
最早使用的轴承诊断方法是将听音棒接触轴承部位,依靠听觉来判断轴承有无故障。
这种方法至今仍在使用,不过已经逐步使用电子听诊器来替代听音棒以提高灵敏度。
后来逐步采用各式测振仪器、仪表并利用位移、速度或加速度的均方根值或峰峰值来判断轴承有无故障。
这可以减少对设备检修人员的经验的依赖,但仍然很难发现早期故障。
随着对滚动轴承运动学、动力学的深化研究,对轴承振动信号中频率成分和轴承零件的几何尺寸及缺陷类型的关系有了比较清楚的了解,FFT级数的发展也使得利用频率域分析和检测轴承故障成为一种有效的途径。
也是目前滚动轴承监测诊断的基础。
从发展的历程看,滚动轴承故障检测诊断技术大致经历了以下阶段:1961年,W.F.Stokey完成了轴承圈自由共振频率公式的推导,并发表;1964年,O.G.Gustafsson研究了滚动轴承振动和缺陷、尺寸不均匀及磨损之间的关系,这与目前诊断滚动轴承故障的方法是基本一致的;1969年,H.L.Balderston根据滚动轴承的运动分析得出了滚动轴承的滚动体在内外滚道上的通过频率和滚动体及保持架的旋转频率的计算公式。
至此,有关滚动轴承监测诊断的理论体系已经基本完成;1976年,日本新日铁株式会社研制了MCV-021A机器检测仪,其方法是通过检测低频、中频和高频段轴承的信号特征来判断轴承的工作状态;1976~1983年之间,日本精工公司也积极在滚动轴承检测仪器方面做工作,相继推出了NB系列轴承检测仪,利用1~15kHz范围内的轴承振动信号的有效值(rms)和峰峰值(p-p)来诊断轴承的故障;1980年代至今,以改良频率分析的方法来精密诊断滚动轴承的故障、确定故障位置,一直是精密诊断采取的必备方法,其中包括细化谱分析、倒频谱分析、共振解调技术、包络分析技术等。
滚动轴承故障及其诊断方法
滚动轴承故障及其诊断方法
滚动轴承是一种很常见的机械元件,广泛用于工业和消费市场,用于
转动机械装置的旋转部件。
它们的主要功能是支撑和稳定轴,允许轴在指
定的位置和方向上旋转,以及在转动时减少摩擦和重复负载。
滚动轴承可
以在各种不同类型的机械设备中找到,例如汽车,风能发电机,摩托车,
电机,空调,电气箱等。
滚动轴承可以长期高效工作,但如果不适当地维护和维修它,可能会
导致故障。
常见的滚动轴承故障包括损坏,轴承旋转变慢,轴承外壳发热,内部损坏,轴键变形,低速磨擦,扭矩问题等。
解决这些问题的关键是找
出故障的根本原因,并根据现场条件采取正确的解决方案。
要有效诊断滚动轴承故障,可以采用以下方法。
1.检查外壳:检查轴承外壳表面,以及固定螺丝和轴承挡圈是否松动、弯曲或破损。
检查底座是否正确安装,轴是否紧固,以及轴承应用的负载
是否正确。
2.状态检查:检查轴承内部和外壳的温度,查看是否有油漆和碳垢,
并检查轴承内部有无异响和异常磁性。
3.拆卸检查:仔细检查轴承内部的轴承衬套、滚珠和圆柱滚道,查看
是否有损坏、磨损或异物。
滚动轴承故障及其诊断方法
而一旦有了压痕,压痕引起的冲击载荷会进一步引起附近 表面的剥落。
这样,载荷的累积作用或短时超载就有可能引起轴承塑性 变形。
1滚动轴承异常的基本形式
(4).腐蚀
润滑油、水或空气水分引起表 面锈蚀(化学腐蚀)
轴承内部有较大的电流通过造 成的电腐蚀
2.3 滚动轴承的振动及其故障特征
2. 幅值域中的概率密度特征 滚动轴承正常时和
发生剥落损伤时的轴 承振动信号的幅值概 率密度分布如图。
轴承振动的概率密度分布
从图中可以看出,轴承发生剥落时,幅值分布的幅 度广,这是由于存在剥落的冲击振动。这样,从概率 密度分布的形状,就可以进行异常诊断。
3 滚动轴承故障诊断方法
2.2 滚动轴承的特征频率
➢ 为分析轴承各部运动参数,先做如下假设: (1)滚道与滚动体之间无相对滑动; (2)每个滚道体直径相同,且均匀分布在内外滚道之间 (3)承受径向、轴向载荷时各部分无变形;
方法: 研究出不承受轴向力时轴承缺陷特征频率,进而,推导出 承受轴向力时轴承缺陷特征频率
1. 不承受轴向力时 轴承缺陷特征频率
d Dm
)
fr
滚动轴承的特征频率
➢ (3) 轴承内外环有缺陷时的特征频率:
➢ 如果内环滚道上有缺陷时,则Z个滚动体滚过该缺陷时的
频率为
fi
f Bi Z
1 (1 2
d Dm
) frZ
➢ 如果外环滚道上有缺陷时,则Z个滚动体滚过该缺陷时的
频率为
fo
f Bo Z
1 (1 2
d Dm
)
f
r
Z
➢ (4) 单个滚动体有缺陷时的特征频率:如果单个有缺陷的 滚动体每自传一周只冲击外环滚道(或外环)一次,则其 相对于外环的转动频率为
滚动轴承的故障诊断
滚动轴承的故障诊断一、滚动轴承的常见故障滚动轴承是转动设备中应用最为广泛的机械零件,同时也是最容易产生故障的零件。
据统计,在使用滚动轴承的转动设备中,大约有30%的机械故障都是由于滚动轴承而引起的。
滚动轴承的常见故障形式有以下几种。
1. 疲劳剥落(点蚀)滚动轴承工作时,滚动体和滚道之间为点接触或线接触,在交变载荷的作用下,表面间存在着极大的循环接触应力,容易在表面处形成疲劳源,由疲劳源生成微裂纹,微裂纹因材质硬度高、脆性大,难以向纵深发展,便成小颗粒状剥落,表面出现细小的麻点,这就是疲劳点蚀。
严重时,表面成片状剥落,形成凹坑;若轴承继续运转,将形成大面积的剥落。
疲劳点蚀会造成运转中的冲击载荷,使设备的振动和噪声加剧。
然而,疲劳点蚀是滚动轴承正常的、不可避免的失效形式。
轴承寿命指的就是出现第一个疲劳剥落点之前运转的总转数,轴承的额定寿命就是指90%的轴承不发生疲劳点蚀的寿命。
2. 磨损润滑不良,外界尘粒等异物侵入,转配不当等原因,都会加剧滚动轴承表面之间的磨损。
磨损的程度严重时,轴承游隙增大,表面粗糙度增加,不仅降低了轴承的运转精度,而且也会设备的振动和噪声随之增大。
3. 胶合胶合是一个表面上的金属粘附到另一个表面上去的现象。
其产生的主要原因是缺油、缺脂下的润滑不足,以及重载、高速、高温,滚动体与滚道在接触处发生了局部高温下的金属熔焊现象。
通常,轻度的胶合又称为划痕,重度的胶合又称为烧轴承。
胶合为严重故障,发生后立即会导致振动和噪声急剧增大,多数情况下设备难以继续运转。
4. 断裂轴承零件的裂纹和断裂是最危险的一种故障形式,这主要是由于轴承材料有缺陷和热处理不当以及严重超负荷运行所引起的;此外,装配过盈量太大、轴承组合设计不当,以及缺油、断油下的润滑丧失也都会引起裂纹和断裂。
5. 锈蚀锈蚀是由于外界的水分带入轴承中;或者设备停用时,轴承温度在露点以下,空气中的水分凝结成水滴吸附在轴承表面上;以及设备在腐蚀性介质中工作,轴承密封不严,从而引起化学腐蚀。
滚动轴承故障诊断分析全解
滚动轴承故障诊断分析全解
滚动轴承是机械设备中的重要元件,也是故障率最高的构件。
其突发的故障可能会严重影响机械设备的正常运行,即使是轻微的故障,也会降低设备的使用寿命。
因此,对滚动轴承的故障进行及时诊断和维修,是确保轴承的正常运行的关键。
本文将对滚动轴承故障诊断进行全面阐述,以便于有助于轴承的可靠运行。
一般来讲,滚动轴承的故障可以归结为以下几类:
(1)疲劳损坏:由于长期的使用,滚动轴承中的滚动体和锥形齿轮等内部零件可能会因疲劳而损坏,最终导致轴承的故障;
(2)腐蚀破坏:由于设备运行时的温度、湿度及磨损较大,滚动轴承容易受到空气、油品及其他化学性腐蚀剂的作用,从而造成内部零件的磨损;
(3)水分侵入:滚动轴承组装后,如果存在漏油现象,则滚动轴承内部容易污染,从而导致滚动体及锥形齿轮等内部零件受损;
(4)润滑油工作性能不佳:润滑油在机械设备运行时,若由于品质或温度等原因,润滑油的性能不佳,轴承容易受到损坏;
(5)安装不良:滚动轴承安装后,若没有正确地调整轴的负荷和动转瞬间,将会对轴承组件产生振动和噪音,从而导致故障。
滚动轴承寿命预测与故障诊断
滚动轴承寿命预测与故障诊断滚动轴承是机械传动系统中常用的一种关键零部件,因其结构简单、可靠性高、运转稳定等特点被广泛应用于工业制造、交通运输、航天航空等领域。
然而,在长期的使用中,由于负载、转速、温度等因素的影响,滚动轴承很容易出现各种故障,严重影响机械设备的正常性能。
因此,预测滚动轴承的寿命并对其故障进行诊断具有极其重要的意义,不仅能够减少机器设备的维修成本,更能提高机器设备的运行效率和安全性。
一、滚动轴承寿命预测的基本理论滚动轴承寿命预测是指通过对滚动轴承在特定工况下的运行情况进行数学模型建立和系统分析,来预测滚动轴承在未来一段时间内的使用寿命。
其基本理论是寿命公式理论,即基于统计学原理,通过对有限数量的试验数据进行分析,来估计大量相似产品的寿命。
该理论最早由Weibull提出,现广泛应用于各种设备的寿命预测中。
滚动轴承的寿命是指在一定的负载、转速、温度等工况条件下,维持基本性能的使用寿命。
通常将运转时间作为寿命评定标准,其评定方法有两种,即L10寿命和L50寿命。
其中L10寿命是指在有10%以上的滚动轴承失败的情况下所需要的运转时间,L50寿命则是指在有50%以上的滚动轴承失败的情况下所需的运转时间。
滚动轴承寿命预测的方法一般有以下几种:1、基于模型的预测法该方法是在通过对相关参数的观测和测量得到大量样本数据的基础上,建立滚动轴承故障模型,对其进行数学分析和计算,从而提出一定的预测理论。
该方法的优点是可以快速准确地预测滚动轴承的寿命,缺点是在模型建立过程中,需要考虑多种因素的影响,模型的建立难度较高。
2、基于统计模型的预测法该方法是通过统计分析大量实测数据,确定影响滚动轴承寿命的关键因素,建立相应的统计模型,并通过多种分析方法,包括生存分析、半参数估计和回归分析等来预测滚动轴承的寿命。
该方法的优点是具有较强的实用性和普适性,但缺点是要求样本数据的质量和数量均较高,在实际操作中要具备较为广泛的背景知识和大量的经验。
滚动轴承故障诊断
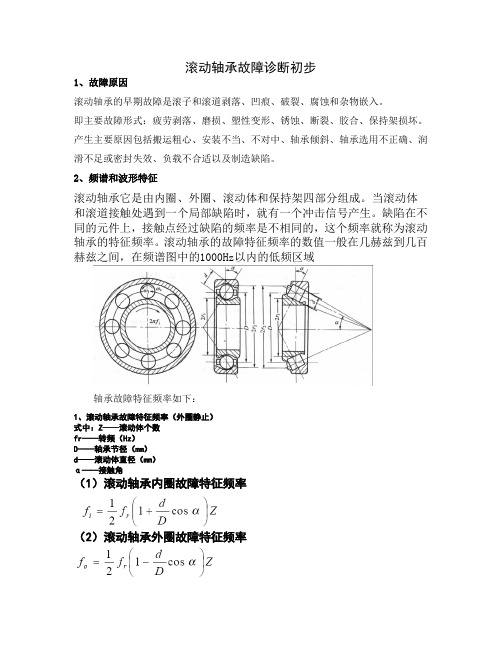
滚动轴承故障诊断滚动轴承故障诊断初步1、故障原因滚动轴承的早期故障是滚⼦和滚道剥落、凹痕、破裂、腐蚀和杂物嵌⼊。
即主要故障形式:疲劳剥落、磨损、塑性变形、锈蚀、断裂、胶合、保持架损坏。
产⽣主要原因包括搬运粗⼼、安装不当、不对中、轴承倾斜、轴承选⽤不正确、润滑不⾜或密封失效、负载不合适以及制造缺陷。
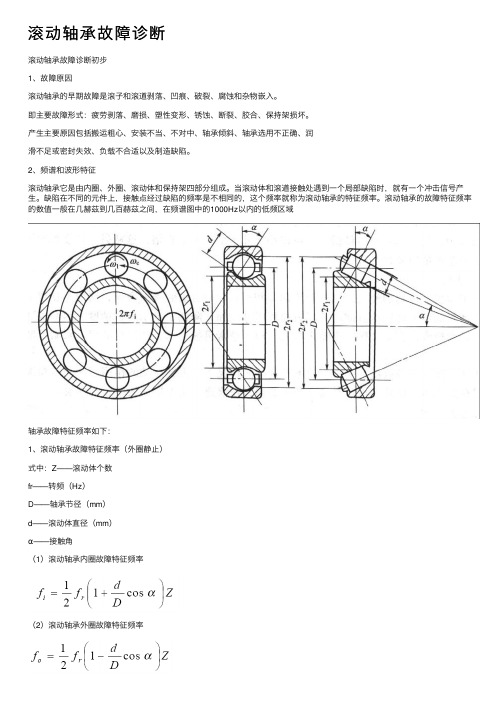
2、频谱和波形特征滚动轴承它是由内圈、外圈、滚动体和保持架四部分组成。
当滚动体和滚道接触处遇到⼀个局部缺陷时,就有⼀个冲击信号产⽣。
缺陷在不同的元件上,接触点经过缺陷的频率是不相同的,这个频率就称为滚动轴承的特征频率。
滚动轴承的故障特征频率的数值⼀般在⼏赫兹到⼏百赫兹之间,在频谱图中的1000Hz以内的低频区域轴承故障特征频率如下:1、滚动轴承故障特征频率(外圈静⽌)式中:Z——滚动体个数fr——转频(Hz)D——轴承节径(mm)d——滚动体直径(mm)α——接触⾓(1)滚动轴承内圈故障特征频率(2)滚动轴承外圈故障特征频率(3)滚动轴承滚动体特征频率(4)滚动轴承保持架特征频率2、滚动轴承故障特征频率的计算经验公式:⼆、滚动轴承故障诊断的要素滚动轴承由内圈、外圈、滚动体和保持架四部分组成,每个轴承部件对应⼀个轴承故障特征频率。
滚动轴承的故障频率分布有⼀个明显的特点,往往在低频和⾼频两个频段内都有表现。
所以在频率分析时,可以选择在这两个频段进⾏分析。
根据滚动轴承的故障形式在频域中的表现形式,将整个频域分为三个频段,既⾼频段、中频段和低频段。
l ⾼频阶段指频率范围处于2000-5000Hz 的频段,主要是轴承固有频率,在轴承故障的早期,⾼频段反映⽐较敏感;中频阶段指频率范围处于800-1600Hz 的频段,⼀般是由于轴承润滑不良⽽引起碰磨产⽣的频率范围;l 低频阶段指频率范围处于0-800Hz 的频段,基本覆盖轴承故障特征频率及谐波;在⾼频段和低频段中所体现的频率是否为轴承故障频率,还要通过其他⽅法进⾏印证加以确认。
滚动轴承故障诊断
滚动轴承故障诊断初步1、故障原因滚动轴承的早期故障是滚子和滚道剥落、凹痕、破裂、腐蚀和杂物嵌入。
即主要故障形式:疲劳剥落、磨损、塑性变形、锈蚀、断裂、胶合、保持架损坏。
产生主要原因包括搬运粗心、安装不当、不对中、轴承倾斜、轴承选用不正确、润滑不足或密封失效、负载不合适以及制造缺陷。
2、频谱和波形特征滚动轴承它是由内圈、外圈、滚动体和保持架四部分组成。
当滚动体和滚道接触处遇到一个局部缺陷时,就有一个冲击信号产生。
缺陷在不同的元件上,接触点经过缺陷的频率是不相同的,这个频率就称为滚动轴承的特征频率。
滚动轴承的故障特征频率的数值一般在几赫兹到几百赫兹之间,在频谱图中的1000Hz以内的低频区域轴承故障特征频率如下:1、滚动轴承故障特征频率(外圈静止)式中:Z——滚动体个数fr——转频(Hz)D——轴承节径(mm)d——滚动体直径(mm)α——接触角(1)滚动轴承内圈故障特征频率(2)滚动轴承外圈故障特征频率(3)滚动轴承滚动体特征频率(4)滚动轴承保持架特征频率2、滚动轴承故障特征频率的计算经验公式:二、滚动轴承故障诊断的要素滚动轴承由内圈、外圈、滚动体和保持架四部分组成,每个轴承部件对应一个轴承故障特征频率。
滚动轴承的故障频率分布有一个明显的特点,往往在低频和高频两个频段内都有表现。
所以在频率分析时,可以选择在这两个频段进行分析。
根据滚动轴承的故障形式在频域中的表现形式,将整个频域分为三个频段,既高频段、中频段和低频段。
l 高频阶段指频率范围处于2000-5000Hz 的频段,主要是轴承固有频率,在轴承故障的早期,高频段反映比较敏感;中频阶段指频率范围处于800-1600Hz 的频段,一般是由于轴承润滑不良而引起碰磨产生的频率范围;l 低频阶段指频率范围处于0-800Hz 的频段,基本覆盖轴承故障特征频率及谐波;在高频段和低频段中所体现的频率是否为轴承故障频率,还要通过其他方法进行印证加以确认。
根据滚动轴承的故障特征频率在频域和时域中的表现,可将滚动轴承的诊断方法总结为三个频段;八个确认,简称三八诊断法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《机械故障诊断技术》读书报告滚动轴承的诊断案例分析综述Rolling Bearing Fault Diagnosis ApproachBased on Case-Based Reasoning学院:机械与汽车工程学院专业:机械设计制造及其自动化班级:机制一班姓名:王天宇学号:1102135004指导教师:郑冬学年学期:2014-2015学年第一学期摘要:针对滚动轴承的故障诊断问题,提出了一种采用案例推理的诊断方法,为了解决检索相似案例时案例属性多、人工确定关键属性及其权重困难的问题,提出了一种复合特征选择算法,用领域粗糙集算法粗选属性,用遗传算法进一步精选属性和优化权重,并有效地解决了领域粗糙集算法中需要人工确定领域大小的问题,以滚动轴承运行时的振动信号为基本信息,建立了滚动轴承案例库,从案例库中检索与问题案例相似的历史案例,并根据这些历史案例来判断问题案例的故障类别,试验结果表明,故障诊断的正确率达到100%,故障位置诊断的正确率达到93.3%,且算法具有较好的稳定性。
关键词:案例推理;滚动轴承;故障诊断Abstract:The case-based reasoning approach is introduced into rolling bearing faultdiagnosis. To solve the complexity of feature selection and weights optimization, a Filter Wrapper integrated features selection algorithm is proposed. Neighborhood rough set algorithm is applied to select essential features from the feature candidate set,then genetic algorithm is applied to refine the essential features subset. This method solves the problem of determining the size of neighborhood manually in neighborhood rough set algorithm. Genetic algorithm is also used in feature weights optimization. With the run time vibration signal of rolling bearing as the basic information, a rolling bearing fault case database is constructed. The historical cases similar to the problem case are recalled and chosen to decide the fault type. The database experiment shows the higher efficiency and accuracy for essential attributes and weights in fault diagnosis.Keywords:case-based reasoning;rolling bearing;fault diagnosis目录一引言1. 滚动轴承的主要故障2. 滚动轴承故障监测与诊断方法二案例分析1) 电力机车滚动轴承诊断案例分析2)轴承外圈故障诊断案例3)轴承内圈故障诊断案例4)轴承滚动体故障诊断案例5)轴承滚动体故障定量诊断案例三结论四参考文献一引言1. 滚动轴承的主要故障由于滚动轴承的材料缺陷,加工或装配不当,润滑不良,水份和异物侵入,腐蚀以及过载等原因都可能导致早期损坏。
当然,即使在安装、润滑和使用维护都正常的情况下,经过一段时间的运转,轴承也会出现疲劳剥落和磨损等现象影响机器的正常工作。
概括起来滚动轴承的主要故障形式有:1.疲劳剥落滚动轴承工作时,浚道和滚动体表面既承受载荷又相对滚动,由于交变载荷的作用,首先在表面下一定深度处(最大剪应力处)形式裂纹,继而扩展到接触表层发生剥落坑j最后发展到大片剥落,这种现象就叫做疲劳剥落。
疲劳剥落会造成运转时的冲击载荷、振动和噪声加剧。
在正常工作条件下,疲劳剥落往往是浚动轴承故障的主要原因。
我们习惯上听说的轴承寿命就是指轴承的疲劳寿命。
2.应损由于滚道和滚动体的相对运动(包括浚动和滑动)和尘埃异物的侵入等都会引起表面磨损,而当润滑不良时更会加剧表面磨损。
磨损的结果使轴承游隙增大,表面粗糙度增加,从而降低了轴承的运转精度,因而也降低了机器的整体运动精度,振动及噪声也随之增大。
对于精密机械中所使用的轴承,往往就是因为磨损量限制了轴承的寿命。
此外,还有一种所谓的微振磨损。
当轴承本身不旋转而受到振动Bf,由于滚动体和该道接触面问有微小的、往复的相对滑动,因而导致微振磨损产生,其结果在该渲上形成波纹状的磨痕。
3.塑性变形在工作负荷过重的情况下,轴承受到过大的冲击载荷或静载荷,或者因为热变形引起额外的载荷,或者当有高硬度的异物侵入时,都会在滚道表面上形成凹痕或划痕。
这将使轴承要运转时产生剧烈的振动和噪声。
而且,一旦产生上述凹痕,由此所引起的冲击载荷可能还会进一步引起附近表面的剥落。
4 腐蚀腐蚀也是滚动轴承的常见故障之一。
当水份直接侵入轴承时就会引起轴承腐蚀,另一方面,当轴承停止工作时,轴承温度下降达到零点,空气中的水份凝结成水滴吸附在轴承酌表面上也会引起腐蚀。
此外,当轴承内部有电流通过时,在滚道和滚动体之间的接触点处,电流通过很薄的泊膜引起火花,使表面局部熔融,在表面上形成波纹状的凹凸不平。
高精度的轴承往往由于表面腐蚀,丧失精度而破损。
2. 滚动轴承故障监测与诊断方法轴承元件的损伤不可能直接诊断,只能间接诊阮诊断方法有以下几种。
(1)噪声诊断法。
这是最原始的方法,由于设备各种噪声和环境噪声的干扰很大,从监测信号中提取被溯轴承的噪声信息十分困难,所以现代故障诊断领域应用较少。
但是用听音棒接触与轴承员接近的部位监听轴承运行时的噪声,至今仍在采崩。
这是因为这种方法具有简单、方便、快速等优点,适合普通机械设备的简易诊断。
若用电子听诊器提高灵敏度,有经验的人不仅能识别轴承有无故障,而且还能估计出发生故障的原因。
(2)振动诊断法。
轴承元件损伤,运行时必然产生冲击和振动。
根据振动诊断轴承的状态是日前最适用的方法。
国内外开发生产的轴承监测与诊断仪表绝大多数都是根据振动诊断原理制成的。
由于轴承的结构特点和不可避免的加上与安装误差,正常轴承运行时.不避免地已有相当复杂的振动,再加上轴承所在设备的各种振动干扰,所以根据振动信号判别轴承故障的关镕是排除干扰提高信噪比,这是一件十分复杂的技术。
因此目前单独根据振动信息诊断轴承故障还不是十分可靠的技术.最好采用多种方法进行综合诊断。
(3)温度诊断法。
轴承元件损伤,轴承的温度便会升高,所以对轴承可以进行温度监测。
这种方法简单易行使用最早。
但是它的灵敏度很低、响应也傻,特别是工作表面剥落、压痕或裂纹等局部性损伤在初期阶段几乎小pJ能根据温度变化检测出来。
不过温度对轴承载荷、速度和润滑泊情况的变化还比较灵敏,所以温度诊断法对防止轴承故障还有重要意义,至今仍普遍采用。
(4)油膜电阻法。
运行中的滚动轴承,由于滚道与滚动体之间形成泊膜,所以电阻很大.常在兆欧以上,若轴承损伤,润滑状态恶化,则油膜破坏,电阻变小到零酞附近。
利用这种变化就可对轴承故障进行诊断。
(5)光纤监测技术。
用光纤位移传感器监测轴承的运行状态是—“种直接从轴承套图表面提取信息的诊断技术,灵敏度高.传递通道的影响小。
用光导纤维制成的传感器台有发送光纤束与接收光纤束两部分,光线从发射光纤束射出、经传感器端面和铂敢套图表面间的间隙照射到套图表面上,然后反射回来,由接收光纤束至收:经光电元件转换为电压输出,间隙量d改变时,照射在套图表面的面积也随之改变,接收光纤束接收的光量、光电元件输地的电压也随之改变,可以判别轴承套圈的径向变化量和轴承的状态。
(6)油污染物分析。
检测润滑油中轴承磨损产物可有效地判断轴承是否损伤。
常用的分析方法有铁谱分析法和磁塞分析法。
但这两种方法只适用于油润滑轴承,局限性大。
二、案例分析1)电力机车滚动轴承诊断案例分析当一个发生局部损伤的轴承运行时,由于滚动体的不断滚动,在接触损伤时会发生周期性的冲击信号,但在故障的早期阶段,这些特征往往淹没于噪声之中,很难分辨,这为更大的故障发生留下了隐患。
因此需要及时发现故障并排除,保证机械设备的安全运行。
本节中将基于改进相邻系数法的多小波降噪方法应用于机车滚动轴承的早期故障诊断中,致力于提取强噪声背景下的微弱故障特征。
这里所检测的客运型电力机车走行部的滚动轴承与1节中为同一轴承,轴承参数如表1所示,损伤如图1所示。
测试时,采样频率为12800Hz,轴承转速为481r/rain。
可计算外圈的故障特征频率f=53Hz,而相应的周期即为18.9ms。
采集到的时域振动信号如图1所示。
可以看到,噪声强度很大,淹没了特征信息,通过时域信号很难分辨出存在冲击。
图 1 外圈轻微损伤的滚动轴承时域信号首先采用FFT与谱峭度方法分析信号。
其中,谱峭度方法是近年来发展起来的一种有效提取故障特征的方法,该方法通过对信号进行分解获得多个不同频率中心与带宽的频带,并在这样的频带中依据峭度选择敏感频带,并滤波获得所关心的信号,从时域及频域分别检测故障。
图2为信号的频谱。
图2中显示频谱中频率内容非常丰富,覆盖了从低频到高频的范围,而这其中没有太突出的频率成分,因此很难通过频域直接获得故障的特征信息。
图2为采用谱峭度方法滤出的峭度最高的频段,带宽为800Hz,中心频率为6000Hz。
从图2中可以看到,在[o.03s,0.08s]以及[o.16s,0.23s]之间存在较为明显的冲击,而其他位置的冲击并没有被准确地提取。
因而,在图2中出现了53Hz中的谱线,但谱峰并不是很突出,而且由于谱峭度运算中的下抽样运算影响了平方包络谱的精度,造成频率分辨率下降,因此,通过该结果来判断故障存在并不严密。
图 2振动信号频谱及谱峭度方法处理结果其次,采用Db8单小波分别结合硬阈值、软阈值及传统相邻系数法来对该信号进行降噪。
图3为采用Db8单小波硬阈值的降噪结果。
尽管图3中冲击特征较为突出,但在 [o.1ls,0.15s]之间的特征却在阈值处理时被误认为是噪声而置零了。