冷弯管加工检查记录表
JG03冷弯管检查验收记录表

施工单位质检员:
监理工程师:
年 月 日
年
月
日Байду номын сангаас
填表说明:1.“弯管长度”为弯制前钢管的长度;2.椭圆度要求:弯管段≤2.0%,端部≤1.0%;3.检查内容根据检查实际情况填写“合格”或“不合格”;4.该表在冷弯 进场时填写。
冷 弯 管 检 查 验 收 记 录 表
工程名称 管径及壁厚 (mm) 管道编号 合格证编号 号 弯制单位 弯管长度 弯制角度 (mm) (°) 施工单位 检查内容 检查日期
序
防腐层内外表面 防腐层端部 纵焊缝 质量(无裂纹、 内外涂层 检查人 椭圆度 坡口 管径 壁厚 位置 结疤、折叠、损 (牢固、无 伤和划痕) 翘边)
管板检查记录表(标准版)
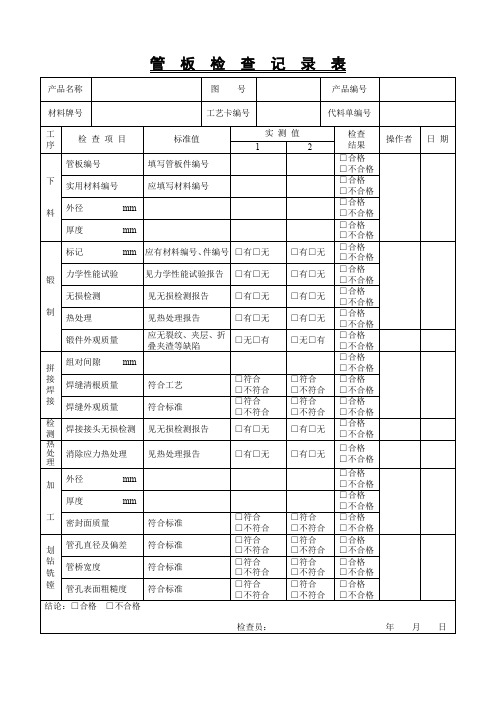
产品名称
图 号
产品编号
材料牌号
工艺卡编号
代料单编号
工序
检 查 项 目
标准值
实 测 值
检查
结果
操作者
日 期
1
2
下
料
管板编号
填写管板件编号
□合格
□不合格
实用材料编号
应填写材料编号
□合格
□不合格
外径 mm
□合格
□不合格
厚度 mm
□合格
□不合格
锻
制
标记 mm
应有材料编号、件编号
符合标准
□符合
□不符合
□符合
□不符合
□合格
□不合格
划钻铣镗
管孔直径及偏差
符合标准
□符合
□不符合
□符合
□不符合
□合格
□不合格
管桥宽度
符合标准
□符合
□不符合
□符合
□不符合
□合格
□不合格
管孔表面粗糙度
符合标准
□符合
□不符合
□符合
□不符合
□合格
□不合格
结论:□合格 □不合格
检查员: 年 月 日
符合工艺
□符合
□不符合
□符合
□不符合
□合格
□不合格
焊缝外观质量
符合标准
□符合
□不符合
□符合
□不符合
□合格
□不合格
检测
焊接接头无损检测
见无损检测报告
□有□无
□有□无
□合格
□不合格
热处理
消除应力热处理
见热处理报告
□有□无
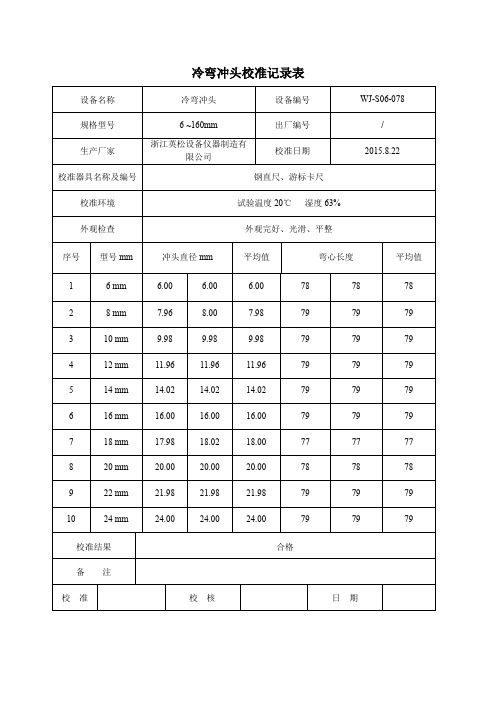
冷弯冲头校准记录表
6.00
6.00
78
78
78
2
8 mm
7.96
8.00
7.98
79
79
79
3
10 mm
9.98
9.98
9.98
79
79
79
4
12 mm
11.96
11.96
11.96
79
79
79
5
14 mm
14.02
14.02
14.02
79
79
79
6
16 mm
16.00
16.00
16.00
79
79
79
7
18 mm
冷弯冲头校准记录表
设备名称
冷弯冲头
设备编号
WJ-S06-078
规格型号
6 ~160mm
出厂编号
/
生产厂家
浙江英松设备仪器制造有限公司
校准日期
2015.8.22
校准器具名称及编号
钢直尺、游标卡尺
校准环境
试验温度20℃湿度63%
外观检查
外观完好、光滑、平整
序号
型号mm
冲头直径mm
平均值
弯心长度
平均值
1
6 mm
80
80
28
125 mm
125.00
125.00
125.00
78
78
78
29
140 mm
140.00
140.00
140.00
79
79
79
30
160 mm
160.02
159.98
160.00
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
冷弯管加工检查记录表

精品文档
.
冷弯管加工检查记录表
单位工程名称
30万吨尿素扩能技改
项目
工程编号
13153-06401
管子弯曲设计要求或技术规范: GB/T20801.3-2006 管子规格(mm ) Φ88.9×11.13
材质
A312TP316LMOD
弯管编号 WT-1、2、3、4、5、6 设计压力(Mpa )
18.3 弯曲半径(mm ) 400 弯曲角度(a ) 90 椭圆率(%) <3% 壁厚减薄率(%) 1.06 冷弯温度(℃)
20
处理硬度(HB )
195-205
附图(应注意尺寸及偏差)及弯曲情况说明:
1、承受内压的弯管其不圆度应不大于8%;承受外压的弯管其不圆度应大于3%。
2、弯管内侧褶皱高度h m 应不大于管子外径的3%;波浪间距a 应大于等于12h m 。
检查结论:合格。
施工技术负责人:
施工质量检查员:
质检(章) 2014年10月12日。
线03 冷弯管制作检查记录填写范本

文章标题:深度剖析:冷弯管制作检查记录填写范本在工程施工中,冷弯管是一种非常常见的材料,其制作过程需要进行严格的检查记录填写。
本文将从深度和广度两个方面,对冷弯管制作检查记录填写范本进行全面评估和探讨,以便读者能够更深入地理解并掌握这一重要的工作内容。
一、冷弯管制作检查记录填写范本的目的和重要性在进行冷弯管制作过程中,填写检查记录是非常重要的一环。
这不仅可以帮助工程人员记录制作过程中的关键环节和参数,还可以为后续的工艺改进和质量控制提供重要的依据。
冷弯管制作检查记录填写范本的设计和使用至关重要。
冷弯管制作检查记录填写范本要求在制作过程中进行及时填写,并在制作完成后进行总结和回顾,以便对工艺进行全面、深刻和灵活的评估。
只有这样,我们才能更好地掌握工艺的优劣势,为工程质量的提升提供坚实的保障。
二、冷弯管制作检查记录填写范本的内容要点在进行冷弯管制作检查记录填写时,应该包括以下内容要点:1. 日期和时间:记录制作过程的具体日期和时间,方便后续的追溯和分析。
2. 制作人员信息:记录制作人员的尊称、职务等信息,方便责任的追究和工艺人员的管理。
3. 制作过程关键节点:记录制作过程中的关键环节和参数,如冷弯管的材料、尺寸、曲线度等重要信息。
4. 质量检查记录:记录对冷弯管制作过程中的质量检查情况,包括外观质量、尺寸偏差等内容。
5. 安全生产记录:记录制作过程中的安全生产情况,包括工艺操作是否符合安全规范等内容。
6. 总结和回顾:在制作完成后对整个制作过程进行总结和回顾,分析工艺的优缺点,为后续工艺改进提供参考。
三、个人观点和理解我认为,冷弯管制作检查记录填写范本是工程施工中非常重要的一环,其内容和填写方式直接关系到工程质量和安全生产。
在实际施工中,我们应该严格按照填写范本的要求进行填写,并在制作完成后及时进行总结和回顾,以便对工艺进行全面、深刻和灵活的评估。
只有这样,我们才能不断提升工艺水平,确保工程质量和安全生产。
全自动弯管机点检表

√………….正常
备注
1、每日开关前必须实际操作点检
×…………不正常
2、停工后再开机前以△注记原停工日期
⊙…………修理完毕
3、若多日停工可以大△注记即可
△…………停工
Ⅴ
5
保证系统压力达到需要的工作压力
Ⅴ
6
定期在链条及其它滑动部位加润滑油
Ⅴ
7
夹紧块、滑块等滑动槽内不应有异物
Ⅴ
8
编程器等不能用硬物撞击
Ⅴ
9
机床应保持清洁
Ⅴ
10
电源开关、插座、插头是否正常
Ⅴ
11
给各加油孔注入润滑油
Ⅴ
12
确认弯管模具的磨损情况
Ⅴ
13
显示器是否正常
Ⅴ
14
使用的程序是否正确
Ⅴ
15
审核
组长
点检者
全自动弯管机点检表
设备点检表
设备名称:全自动弯管机设备编号:使用部门:
年月
NO
保养点检项目
保养周期
日期
日8
29
30
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
1
检查油箱油位是否到油位线
Ⅴ
2
确认电机转向
Ⅴ
3
检查油泵有无异常声音
Ⅴ
4
检查液压系统有无漏油现象
管子检验记录表
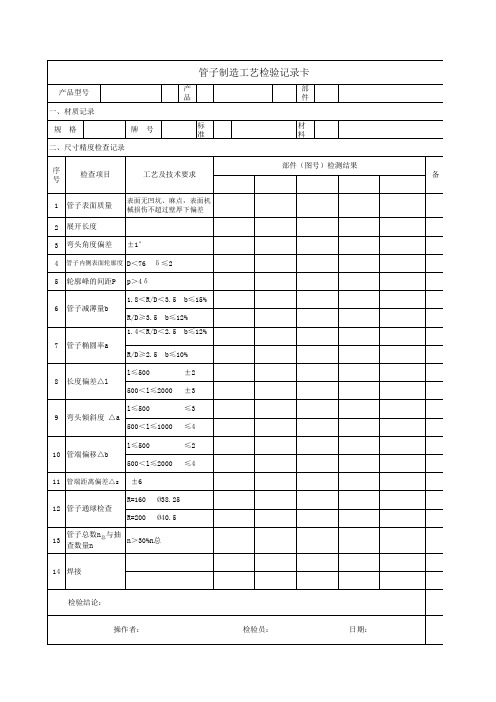
10 管端偏移△b 500<l≤2000 11 管端距离偏差△s 12 管子通球检查 R=200 13 Ø40.5 管子总数n总与抽 n>30%n总 查数量n ±6 R=160 Ø38.25
14 焊接
检验结论:
操作者:
检验员:
日期:
备
注
轮廓峰的间距P
p>4δ 1.8<R/D<3.5 b≤15%
6
管子减薄量b R/D≥3.5 b≤12% b≤12% 1.4<R/D<2.5
7
管子椭圆率a R/D≥2.5 l≤500 b≤10% ±2 ±3 ≤3 ≤4 ≤2 ≤4
8
长度偏差△l 500<l≤2000 l≤500
9
弯头倾斜度 △a 500<l≤1000 l≤500
管子制造工艺检验记录卡
产品型号 一、材质记录 规 格 牌 号 标 准 号 材料标记 产品编号 部件名称
二、尺寸精度检查记录 部件(图号)检测结果 序号 检查项目 工艺及技术要求
表面无凹坑、麻点,表面机 械损伤不超过壁厚下偏差
备
注
1 2 3 4 5
管子表面质量 展开长度 弯头角度偏差
±1° δ ≤2
管子内侧表面轮廓度 D<76
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位工程名称
30万吨尿素扩能技改项目
工程编号
管子弯曲设计要求或技术规范: GB/
管子规格(mm)
Φ×
材质
A312TP316LMOD
弯管编号
WT-1、2、3、4、5、6
设计压力(Mpa)
弯曲半径(mm)
400
弯曲角度(ቤተ መጻሕፍቲ ባይዱ)
90
椭圆率(%)
<3%
壁厚减薄率(%)
冷弯温度(℃)
20
处理硬度(HB)
195-205
附图(应注意尺寸及偏差)及弯曲情况说明:
1、承受内压的弯管其不圆度应不大于8%;承受外压的弯管其不圆度应大于3%。
2、弯管内侧褶皱高度hm应不大于管子外径的3%;波浪间距a应大于等于12hm。
检查结论:合格。
施工技术负责人:
施工质量检查员:
质检(章)
2014年10月12日