济钢宽厚板加热炉的技术改造
宽厚板的加热、轧制和冷却技术

2一 0 取样贯 2 一扮线装! 2 一 1 2 冷娇机
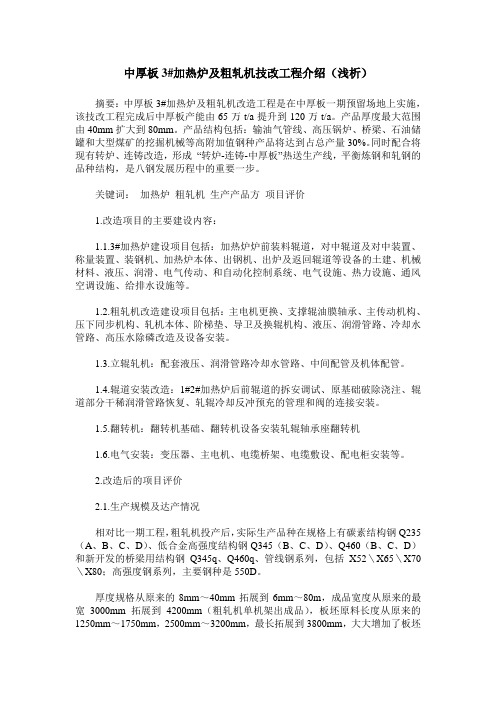
图 3 德 国迪林根厚板厂工艺图
本也开始建立了发m优势。之后, 一些新工艺技 术、 控制系统和装备得到了开发与应用, 其中宽厚 板轧制新技术主要有 1高尺寸精度轧制技术。如r ) 射线测厚仪、 立 辊轧边机、 A 液压 WC系统、 工作辊移动( S + WR ) 强力弯辊( B 、 WR )成对交叉辊轧机(C 和连续可 P) 变凸度轧机(V ) 皮 C C等一术的应用, 提高了厚板尺寸 控制精度; 2平面形状控制伎术。如 M S ) A 平面形状控制 法、 狗骨轧制法及T P F 技术在日 芬兰、 本、 英国、 瑞 典等宽厚板轧机上得列了应用; 3控轧控冷技术。T C 工艺已成为宽厚板 ) MP 生产的主导工艺, 采用此技术生产的钢板已占3% 0 - 0 其板坯加热溢度为90 1 I, 5%, 5 一1 C 出炉温 5 0 度低于常规 轧制, 但混差小于 3'。此外, 0 C 宽厚板 生产品种多、 用途广、 现格大, 因而国外宽厚板生产 已 经普遍由 计算机进行 设定、 控制。
1 . x . 15 7 2 4
千叶厚板厂
全箱式炉型
8 3 0 3 . x . 5
加古川厚 h ’ / v
炉型
9 0 1 1 0 7 15 1
‘ ik声波探伤(/) _ 一 J 一 o A V_
热矫直、标记轧制批号 一 卜 一一
成检w 、扎,板志试打- , 品查 面尺 . 标 样印一 a r 品
L卜 部 查 试 打 冷 _外 松 、 样 印
一争 人工超声波探伤 ( , 供货状态) 一 1 一
最终检查伏 面、板形尺寸和标心
- il线装置 一 , - t ,
济钢210t-4300宽厚板线工艺装备和产品介绍
济钢技术中心
备,达到国际一流先进水平。
该产线目标聚集“高、精、尖、新、特、优”,积极推进差异化 战略,做精品宽厚钢板,努力打造我国宽厚钢板、特厚钢板领域的创 新与产业化基地。 该产线始终把客户价值摆在首位,加快产品、工艺技术开发步伐, 加大热机械轧制技术、控轧控冷技术的应用,加强高效产品的自主创 新能力,培育宽厚板领域内领先核心技术,形成一批拥有自主知识产 权的拳头产品。
济钢技术中心济钢集团有限公司济钢集团有限公司210t4300济钢技术中心济钢集团有限公司济钢集团有限公司产线定位济钢技术中心济钢集团有限公司济钢集团有限公司济钢宽厚板生产线是我公司十一五规划的重点工程配备210吨转炉4300mm宽厚板轧机等大型化自动化现代化的先进工艺装备达到国际一流先进水平
济钢集团有限公司
济钢集团有限公司
MUPIC 冷却:配置了当
今最先进的多功能冷却 设备,具备 ACC/DQ/AQ+A CC 等冷却功能,能够满 足各种 TMCP 和在线淬火
工艺要求。
MUPIC冷却系统
第10页/共17页
济钢技术中心
济钢集团有限公司
板型控制 在 MULPIC 系统之前配备了预矫 直机,提高了钢板的板形控制水平 和冷却均匀性。 精整线配备了强力的热矫直机、 冷矫直机等设备,能最大限度地消
第3页/共17页
济钢技术中心
济钢集团有限公司
2、装备保障能力
炼钢 KR 铁水预处理 1 座,脱硫后
铁水硫含量在20ppm以下。
210t 转炉炼钢系统采用顶底 复吹工艺,采用副枪技术、两 级自动化控制系统及德国鲁奇
LT干法除尘等国际先进技术,
在冶炼经济和环保方面达到国 内先进水平。
第4页/共17页
轧钢加热炉节能改造及经济分析

轧钢加热炉节能改造及经济分析发表时间:2019-08-30T15:02:19.097Z 来源:《防护工程》2019年12期作者:孙鹏鹏[导读] 该钢铁厂年产量337万t,共四条生产线,分别为1号棒材、2号棒材、3号棒材和1号高线 (后称一棒、二棒、三棒和一高) 。
山东钢铁股份有限公司莱芜分公司型钢厂山东省济南市钢城区 271126摘要:加热炉作为提高轧制工件温度、满足轧机初轧温度的重要设备,广泛应用于钢铁行业。
根据轧制工件外形尺寸,可大致分为线材炉、棒材炉和板坯炉等。
近年来,随着国家及地方政府节能减排政策相继落地,钢铁行业炼铁、炼钢和轧钢等板块均展开降低能耗的系统改造工程,以满足政策中相关能耗及排放指标。
以轧钢加热炉为例,能耗指标:吨钢能耗320×4.18kJ (不含电、水等折算标煤量) 左右;排放标准:颗粒物 20mg/m3、二氧化硫 150 mg/m3、氮氧化物300 mg/m3。
以某钢铁企业轧钢加热炉调研为基础,根据生产实测数据,剖析加热炉“能耗高、排放高”的原因,并与国内加热炉先进生产数据对比,给予企业提供节能降耗的驻足点,实现“产、学、研”的有机结合。
关键词:加热炉; 节能减排; 余热回收; 经济效益;1加热炉概况该钢铁厂年产量337万t,共四条生产线,分别为1号棒材、2号棒材、3号棒材和1号高线 (后称一棒、二棒、三棒和一高) 。
每条轧线配套一座步进梁式加热炉,基本信息见表1。
表1 轧线配套加热炉概况由表1可知,设备投入运行时间基本在2006年以后,最长服役寿命在10年以上,主要产品为不同规格螺纹钢。
四座加热炉均采用步进梁式炉底机械运动方式,水冷方式均为汽化冷却。
从加热炉煤气来源看,除一棒 (全焦炉煤气) 外,均为高焦转炉混合煤气;从全厂轧线布局看,一棒、二棒和三棒铸造机与轧线距离近,通过车间内辊道运输热坯到加热炉装料辊道前,一高铸造机与轧线距离远,通过汽车运输较高温方坯到加热炉前装料台架上。
中厚板3#加热炉及粗轧机技改工程介绍(浅析)
中厚板3#加热炉及粗轧机技改工程介绍(浅析)摘要:中厚板3#加热炉及粗轧机改造工程是在中厚板一期预留场地上实施,该技改工程完成后中厚板产能由65万t/a提升到120万t/a。
产品厚度最大范围由40mm扩大到80mm。
产品结构包括:输油气管线、高压锅炉、桥梁、石油储罐和大型煤矿的挖掘机械等高附加值钢种产品将达到占总产量30%。
同时配合将现有转炉、连铸改造,形成“转炉-连铸-中厚板”热送生产线,平衡炼钢和轧钢的品种结构,是八钢发展历程中的重要一步。
关键词:加热炉粗轧机生产产品方项目评价1.改造项目的主要建设内容:1.1.3#加热炉建设项目包括:加热炉炉前装料辊道,对中辊道及对中装置、称量装置、装钢机、加热炉本体、出钢机、出炉及返回辊道等设备的土建、机械材料、液压、润滑、电气传动、和自动化控制系统、电气设施、热力设施、通风空调设施、给排水设施等。
1.2.粗轧机改造建设项目包括:主电机更换、支撑辊油膜轴承、主传动机构、压下同步机构、轧机本体、阶梯垫、导卫及换辊机构、液压、润滑管路、冷却水管路、高压水除磷改造及设备安装。
1.3.立辊轧机:配套液压、润滑管路冷却水管路、中间配管及机体配管。
1.4.辊道安装改造:1#2#加热炉后前辊道的拆安调试、原基础破除浇注、辊道部分干稀润滑管路恢复、轧辊冷却反冲预充的管理和阀的连接安装。
1.5.翻转机:翻转机基础、翻转机设备安装轧辊轴承座翻转机1.6.电气安装:变压器、主电机、电缆桥架、电缆敷设、配电柜安装等。
2.改造后的项目评价2.1.生产规模及达产情况相对比一期工程,粗轧机投产后,实际生产品种在规格上有碳素结构钢Q235(A、B、C、D)、低合金高强度结构钢Q345(B、C、D)、Q460(B、C、D)和新开发的桥梁用结构钢Q345q、Q460q、管线钢系列,包括X52\X65\X70\X80;高强度钢系列,主要钢种是550D。
厚度规格从原来的8mm~40mm拓展到6mm~80m,成品宽度从原来的最宽3000mm拓展到4200mm(粗轧机单机架出成品),板坯原料长度从原来的1250mm~1750mm,2500mm~3200mm,最长拓展到3800mm,大大增加了板坯的单重。
宽厚板热处理线过程控制系统浅析

测试工具与解决方案2018.06宽厚板热处理线过程控制系统浅析石荣鹏(山信软件股份有限公司莱芜自动化分公司,山东莱芜,271104 )摘要:本文介绍了山钢莱芜分公司宽厚板热处理生产线过程控制系统的业务范围、系统功能、接口管理等。
关键词:热处理;过程控制系统A brief analysis of process control system for heat treatment line ofbroad plate.Shi Rongpeng(shanxin software co.,iwu automation branch,Laiwu Shandong,271104)AbstractiThis paper introduces the business scope,system function and interface management of the process control system for the heat treatment production line of laiwu branch.K e y w o r d s:heat treatment;Process control system〇引言山钢莱芜分公司宽厚板热处理生产线采用了国际先进的工 艺技术和设备,包括抛丸机,热处理炉等设备,可生产碳素结构 钢板、优质碳素结构钢板、低合金高强度结构钢板、造船及采油平 台钢板、管线用钢板、工程机械用钢板、汽车大梁板、桥梁板及耐 候钢板、压力容器板、锅炉板和高强度高韧性钢板等品种的钢板。
为了实现生产的自动化控制,以及物料的实时跟踪和生产数据管 理,需要开发宽厚板热处理线过程控制系统(以下简称HTL2)。
1宽厚板HTL2业务范围系统处理;(8)取样定尺剪后的喷号机的喷号信息由HTL2系统发送。
2宽厚板HTL2系^]能2.1接□管理与热处理线L2系统通讯的外部系统包括:宽厚板M E S系统、1#和3#热处理炉L2系统、2#热处理炉L2系统、抛丸机L2系 统、冷矫L2系统、热处理线HTL1。
宽厚板加热炉出钢跟踪定位控制系统优化

| 工程设备与材料 | Engineering Equipment and Materials ·90·2017年3月宽厚板加热炉出钢跟踪定位控制系统优化刘 疆(山信软件公司莱芜分公司,山东 莱芜 271104)摘 要:文章结合莱钢4300mm 宽厚板加热炉出钢机控制系统的设计及控制现状,对加热炉生产过程出现的故障利用IBA 加以分析,寻求解决方法,优化出钢跟踪定位控制,保证生产的顺利进行。
关键词:出钢机;IBA ;跟踪定位中图分类号:TP319 文献标志码:A 文章编号:2096-2789(2017)03-0090-02 1 现状加热炉生产过程中多次出现由于出钢机挑钢行程计算错误造成板坯出炉后板坯位置偏斜,从而在板坯运输过程中刮蹭辊道边沿。
此时若操作工干预不及时,就会造成板坯卡在辊道中间,撞坏辊道,延误生产。
2 原因分析出钢机没有将板坯放到出料辊道中心线上,是由于挑钢行程目标值的计算出现了问题。
加热炉出钢机的挑钢行程目标值为S=(W/2)+4.367-DIS_OVER_LD (1)其中:W 为要挑板坯的板坯宽度;DIS_OVER_LD :为程序中计算板坯过穿炉墙光电管的距离。
经分析,出钢机挑钢目标值之所以计算错误是因为DIS_OVER_LD 计算错误所致,程序中该值计算是以自动情况下步进梁提升高度超过100mm ,平移过程碰到穿墙光电管时平移值与步进梁下降高度低于100mm 时平移值之差。
在走多个歩距后,步进粱在最后一个循环的过程中,步进粱提升后在平移过程中碰到穿墙光电管在步进粱下降后过激光距离(DIS_OVER_LD )进行更新(见图1)。
图1 IBA 分析实际生产过程中,炉温、灰尘、烟气等均会影响穿炉墙光电管工作的稳定性。
若步进梁平移过程中,板坯已到穿炉墙光电管位置,而光电管却没有检测到或者是已经检测到了却发生了信号闪断,这样都会直接影响板坯过穿炉墙光电管的距离的计算值。
孔洞式全热滑块在推钢式加热炉上的应用

1 提 高加热 段炉 温 , 长钢 坯在 加 热 炉 的均 ) 延 热时间 , 慢轧制 节奏 , 放 以降低 炉子生 产率 为代价
nace.
Ke wo d R h ai g f r a e S d l k,mp v me t y rs e e t u n c , l e b o n i c Hale Waihona Puke r e n o1 前 言
行变向, 从而 改变 钢坯 与 滑 道 的接 触 面来 改 善加
推 钢式加 热 炉是钢坯 加热生 产 的主要炉 型之
维普资讯
・
第 1 第 2期 3卷 3 。 20 4 0 7年 4月
宽厚板
WI DE AND HEAVY PL TE
Vo . 3 N . 11 . o 2 A r 2 0 p l 07 i
孔 洞 式 全 热 滑 块 在 推 钢 式 加 热 炉 上 的应 用
张 云 明
( 济南钢铁集 团总公司 ) 摘 要 本文介绍 了济钢中厚板 厂为 解决推钢 式加热 炉的炉底水 管黑印 问题 而对加热 炉滑轨 的改进方 加热炉 滑块 改进
案, 并详细介绍 了孔 洞式 全热滑块的技术特点 , 以及在推钢式加热炉上的使用效果 。 关键 词
Ap l a i n o ho e H o ld o k wih H o e p i to fW c l tS i e Bl c t l s
2 加热炉 滑轨 的改造 方案
引起 的加 热黑 印缺 陷 。黑 印 会 导致 钢 坯 温 差 过
宽厚板热处理炉适应性改造

钢 的淬 火是 指将 钢加热 到 临界点 或临界 点 以上 一 定 温度 ,保 温后 以大 于 临界 冷 却 速度 的速 度 冷却 得到 马 氏体 或 下 贝 氏体 的 热 处 理 工 艺 J。在 以 水 为冷却 介 质 的生 产 中 ,冷却 曲线为 图 1② 曲线 所示 , 原 因是 当钢 板温 度下 降 至 400 oC左 右 时 ,冷 却 速 度 降低 ,但对马氏体形成影响不大。
ห้องสมุดไป่ตู้
各段 水量 调节 和淬火 速度调 节就 能够适 应各 种钢种 和 规格 的钢板淬 火工 艺 。
水塔 设 计 高度 应 该 比设 定低 压 水 压力 稍 高 ,一 般在 47~50 m之间,且水循环系统 中各个工作泵工 作 负载高 ,工作 电压 大 ,为满 足 生 产 能够 连 续 进行 , 需 保证各 个工 作泵 都 有一 至 两 台 备用 泵 ,尤 其 是 高 压 泵 。高 压泵 必须保 证能够 长 时间为 淬火机 提供 高 压 水 ,因为高压 泵使 用 频 率 最 高 ,启 动 电压 最 大 ,工 作 负荷最 高 等因 素 ,必须 有 一 台作 为备 用 泵 。水 循 环 系统如 图 3所 示 。
摘 要 :介绍了为解决降低钢板淬 火水 资源浪费 ,通过开发淬火循环水系统 ,分析淬火设 备控制方法及 生产工艺执
行操作 ,节约了水资源 ,增加 了设备 的使用效率 。
关键词 :淬火工艺 ;淬火设备 ;水处理系统
中 图 分 类 号 :TG155.1
文 献 标 识 码 :A
Adaptive Transform to Heat Treatm ent Furnace for W ide & Thick Plate
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
济钢宽厚板加热炉的技术改造
【关键词】加热炉,技术改造,宽厚板
【论文摘要】介绍了济钢宽厚板加热炉的技术改造情况,内容包括改造前炉子存在问题的分析,炉顶及滑轨
1 概况
济钢宽厚板厂现有2座相同的推钢式连续加热炉:有效长37.488m,炉膛内宽6.38m,设计能力100t/h,下排烟、炉外短滑坡端出料。
自1998年2月投用以来,多次出现炉顶局部坍塌,严重划伤板坯下表等事故,极大地制约了产品产量和质量。
为此,自1998年5月起,相继对2座炉子进行了一系列的技术改造,效果显著。
2 改造前存在的主要问题
2.1 炉顶局部坍塌
炉子投用仅1个月后,炉顶的炉尾封火梁,炉头封火梁和炉顶结合处,炉尾扩张段等部位即发生坍塌。
除耐火材料和施工质量问题外,炉顶结构设计不合理是一个十分重要的因素。
2.2 严重划伤板坯下表
钢坯在加热工序中下表受到严重划伤,导致成品出现大量折叠缺陷,造成次品或废品。
次品率(包括废品)最高时达23%,导致被迫停产。
其主要原因是炉内滑轨和炉外短滑坡设计不合理。
2.3 单位燃耗高
据测算,正常生产时月平均单位燃耗达2370kJ/kg。
除作业率影响外,炉子本身存在以下三个主要问题:
(1)炉顶扼流梁脱落近80%,导致炉膛分段不明显,烟气在炉内滞留时间较短,排烟热损失较大。
(2)炉底水管包扎层寿命仅2~3月,冷却水热损失较大。
(3)空气预热温度较低,仅180~220℃。
3 加热炉技术改造情况
3.1 炉顶改造
3.1.1 改造前状况
改造前的炉顶可分以下几个方面:
(1)锚固砖布局。
炉顶锚固砖沿炉宽方向在炉尾扩张段处中心间距为570mm,净间距为410mm,其它部分分别为450mm和290mm;沿炉长方向中心间距均为1160mm,净间距均为860mm。
和一般300mm 左右的间距相比,显然偏大。
(2)锚固砖砖型。
炉顶锚固砖分两种型号:h555型和h455型。
其中h555型用在扼流梁部位和沿炉宽中央凸起部位,其砖型如图1中(a)所示,施工中发现该砖极易从“A”处断裂,说明“A”处为应力集中点,生产中炉顶扼流梁脱落也说明这一点。
4.1 解决了炉顶局部坍塌问题
改造前后的炉顶寿命由原来的不到3个月提高到至少2年以上,此项年可节约维修费用约180万元。
4.2 大幅度减轻了板坯划伤
改造前因炉子划伤,造成的次品板率月平均约5%,改造后降到约0.8%,按每吨板减少次品损失100元计,每年可创效益189万元。
4.3 节能效果显著
按一般空气预热温度每提高100℃,节约燃料5%计算,仅提高热风温度一项每年可节约燃料费158万元。
此外,炉子改造后减少了钢板表面修磨(因炉子划伤造成折叠)时间,而且提高了炉子加热能力,因提高产量而获得效益更为可观。
作者单位:刘江(济南钢铁集团总公司宽厚板厂)
顾复康(济南钢铁集团总公司宽厚板厂)
曹丰平(济南钢铁集团总公司宽厚板厂)
参考文献:
[1]胡彦邦等.加热炉问答.北京:冶金工业出版社,1985
[2]《钢铁厂工业炉设计参考资料》编写组编.钢铁厂工业炉设计参考资料.北京:冶金工业出版社,1979 [3]葛霖主编.筑炉手册.北京:冶金工业出版社,1994。