plc控制全自动洗衣机强洗弱洗
全自动洗衣机PLC步进指令

全自动洗衣机一、实验目的:(1)掌握全自动洗衣机PLC控制线路的原理及接线。
(2)掌握全自动洗衣机PLC控制编程。
(3)熟练PLC步进指令的应用。
二、实验要求:①按下启动按钮,洗衣机首先进水,到高水位时停止进水(手动上限),开始洗涤。
②正转洗涤5s,暂停2s后反转洗涤5s,暂停2s再正向洗涤,如此循环2次,洗涤结束。
③接着进行排水,当水位下降到低水位时(手动下限)进行脱水(同时排水),脱水时间6s,脱水结束后本次大循环结束。
④经过2次大循环后洗衣结束,并且报警,报警3s后全过程结束,自动停机。
⑤操作过程中,按停止按钮可结束动作过程。
三、实验过程1.写出I/O分配表2. 画出状态转移图S0状态:M8002、计数器C0、C1复位X4停止按钮X1启动按钮S20状态:进水X2上限按钮S30状态:正转,定时5秒X3排水下限按钮洗涤结束S70状态:计算器C0计数S60状态:暂停2SS50状态:反转,定时5SS40状态:暂停2SS80状态:排水S90状态:排水、甩干、定时6SS91状态:计算器C1计数S92状态:蜂鸣器报警3S排水结束后进行大循环 报警结束后回到S0状态3.实验步进梯形图四、实验结果启动:按下启动按钮后,洗衣机首先进水,到高水位时停止进水(手动上限),开始洗涤。
洗涤过程:先正转洗涤5s,暂停2s后反转洗涤5s,暂停2s再正向洗涤,如此循环2次,洗涤结束。
洗涤结束:接着进行排水,当水位下降到低水位时(手动下限)进行脱水(同时排水),脱水时间6s,脱水结束后本次大循环结束。
洗涤循环:经过2次大循环后洗衣结束,并且报警,报警3s后全过程结束,自动停机。
停止:操作过程中,按停止按钮可结束动作过程。
实验关键步骤截图:1.按下启动按钮后,开始进水。
2. 高水位时停止进水(手动上限),开始洗涤过程。
3. 当水位下降到低水位时(手动下限)进行脱水(同时排水)。
四、实验心得首先,实验中,有4个输入和6个输出,因此在写状态转移图时要特别注意输入和输出的位置分配。
plc课程设计报告全自动洗衣机的PLC控制
一、设计题目全自动洗衣机的PLC控制二、主要内容本洗衣机具有两种洗涤方式:标准洗和轻柔洗。
标准洗可以选择全程洗(洗涤、清漂、脱水全过程)、清漂洗(清漂和脱水过程)、脱水中任意一种;轻柔洗只能为全程洗。
每种洗涤方式有高、中、低三种水位供选择,洗涤过程中只能改变水位,而不能改变已选择的洗涤程序。
三、具体要求1.按下电源按钮,系统默认标准全程洗涤洗、中水位。
2.根据所需要求进行水位选择、洗涤程序选择和洗涤方式选择。
3.按下启动按钮,洗衣机按照所选择的方式进行洗涤。
4.水位选择要求按动水位按钮一次,进行一次水位选择,按照高、中、低循环式选择,某个水位被选择时,对应水位指示灯点亮。
5.洗涤程序选择要求按动一次程序选择按钮,进行一次选择,按照全程洗、清漂洗、脱水循环式选择,对应的指示灯点亮。
6.洗涤方式序选择要求按动一次程序选择按钮,进行一次选择,按照标准洗、轻柔洗循环式选择,对应的指示灯点亮。
7.如清漂过程中,清漂指示灯断续点亮,显示系统处于清漂过程中。
清漂过程结束,清漂指示灯熄灭。
洗涤过程、脱水过程与此相同。
8.洗衣过程中,按下启动/暂停按钮,暂停洗衣,再按启动/暂停按钮,系统从暂停点处开始运行。
洗衣过程中按下电源开/关按钮,系统复位并断开电源。
在上述具体的要求下,完成硬件电路的制作和接线,PLC控制程序的设计及联机调试,直至满足要求。
四、进度安排1.理解课程设计内容及设计要求,查阅资料(第一周的星期一)。
2. PLC外围硬件电路的制作和接线,构思设计方案(第一周的星期二至星期三)。
3. PLC控制程序设计、程序调试及系统的总体调试,撰写课程设计报告(第一周的星期四至第二周星期四)。
4. 课程设计答辩、批改设计报告,登载成绩(第二周星期五)。
五、完成后应上交的材料PLC外围硬件连接电路、程序清单及课程设计总结报告。
六、总评成绩指导教师签名日期年月日系主任审核日期年月日摘要本课程设计将PLC应用到了全自动洗衣机的控制程序中,实现了电器的自动化控制。
plc设计全自动洗衣机梯形图和语句表

LDN
A T40
LD C40
CTU C40, 4
Network 11
弱洗正转2s
LD
AN T44
LPS
AN
=
LPP
TON T41, 20
Network 12
弱洗暂停5s
LD T41
=
TON T42, 50
Network 13
弱洗反转2s
LD T42
LPS
AN
=
LPP
TON T43, 20
Network 14
弱洗反转暂停5s
LD T43
=
TON T44, 50
Network 15
弱洗循环判断
LD
A T44
LD C50
CTU C50, 2
Network 16
排水
LD
O C40
O C50
O
AN
AN T45
=
Network 17
脱水
LD
A
AN T
脱水计时10s
LD
序号
主令
I
序号
对象
Q
1
启/停按钮SF2
1
进水电磁阀MB1
2
停止按钮SF3
2
洗衣机正转接触器QA1
3
高水位开关BG1
3
洗衣机反转接触器QA2
4
强/弱洗按钮SF1
4
排水电磁阀MB2
5
低水位开关BG2
5
脱水电磁离合器
6
手动排水开关SF4
6
报警蜂鸣器PB
TON T45, 100
Network 19
大循环判断
全自动洗衣机的PLC模拟控制
1.增计数器(CTU)
梯形图
计脉冲数
C(0~255)
复位 设定值:
CU CTU
R
PV
语句表
LD I0.2 LD I0.3 CTU C20,3 LD C20 = Q1.0
-32768~32767
I0.2
I0.3
C20 3
C20 CU CTU R PV
I0.2 I0.3R 设定值 当前值
PV=3 3 2 1
计数器的扩展
定触点每0.1秒接通一次,累计10次是1s, 使秒计数器加1,当秒计数器C0计到60次,即为1min,则 C0常开触点闭合,分计数器C1加1,并复位秒计数器C0。 当分计数器C1计到60次,即为1h,C1常开触点闭合,,接 通时计数器C2,并加1计数,C1也随之复位。当C2计数至 24时,说明1d的时间到了,自行复位。从而实现时钟的功能。 (提示:用定时器提供0.1s脉冲信号,再设计秒发生器、秒 计数器(模拟秒针)、分计数器(模拟分针)及时计数器 (模拟时针),可利用内部存储器触点M1.0、M1.1、 M1.2 用来调整或校对时钟程序。)
使C20计一个数
C20每计24个数,机械手动作一次 机械手动作后,延时2秒,将机械手
电磁铁切断,同时将C20复位。C20 复位后,Q0.1和T37也复位
三、解决方案
I/O地址分配表
输入
I0.0
启动按钮SB1
I0.1
下限位开关SA3
I0.2
上限位开关SA2
I0.3
手动排水开关SA1
I0.5
Q1.0 计数器位
增计数器(CTU)工作原理:
计数输入端CU :有两个任务: ①输入要计数的脉冲。 ②启动计数功能,当第一个脉冲的上升沿到来时计数
基于PLC全自动洗衣机控制系统浅析

基于PLC全自动洗衣机控制系统浅析随着科技的不断进步,自动化技术已经在各个领域得到了广泛的应用,洗衣机作为家电行业中不可或缺的产品,在自动化控制系统方面也有了很大的发展。
本文将对基于PLC (可编程逻辑控制器)全自动洗衣机控制系统进行浅析,希望能够为大家对全自动洗衣机的工作原理和控制系统有一个更加深入的了解。
一、全自动洗衣机的工作原理在了解基于PLC控制系统的全自动洗衣机之前,首先需要了解一下全自动洗衣机的工作原理。
全自动洗衣机利用电机、传感器、阀门等组件来完成洗涤、漂洗、脱水等各个环节的操作。
整个工作流程可以分为以下几个步骤:1. 加水:当用户设置好洗衣程序并按下启动按钮后,洗衣机会根据用户设置的水位自动打开进水阀,开始加水。
2. 洗涤:加水完成后,洗衣机会启动电机,使洗衣筒开始旋转,并通过内置的洗涤装置将洗涤剂和水充分混合,完成洗涤过程。
3. 漂洗:洗涤完成后,洗衣机会排出洗涤水,然后进行漂洗操作,以去除洗涤剂残留。
4. 脱水:漂洗完成后,洗衣机会进行脱水操作,通过高速旋转的方式将衣物中的水分脱离出来。
5. 完成:洗衣机会停止工作,并通过发出提示音或者显示设备来提示用户洗衣完成。
以上就是全自动洗衣机的基本工作流程,通过电机、传感器等各种组件的协调配合,实现了自动洗衣的功能。
而在这个工作流程中,PLC控制系统则起到了至关重要的作用。
1. PLC的作用PLC是一种专门用于工业控制的计算机,它具有可编程、可靠性强、扩展性好等特点,可以实现各种自动化控制任务。
在全自动洗衣机中,PLC起到了控制整个洗衣机工作流程的重要作用,通过对各种传感器、执行器等设备进行控制,实现了洗涤、漂洗、脱水等操作的自动化。
2. PLC控制系统的组成基于PLC的全自动洗衣机控制系统包括PLC主控模块、输入模块、输出模块、人机界面等几个主要部分。
PLC主控模块是控制系统的核心,负责接收用户输入的洗衣程序,控制输入输出模块的工作,并根据传感器数据来调整洗衣机的工作状态;输入模块用于接收各种传感器的信号,比如水位传感器、温度传感器等;输出模块则用于控制各种执行器的工作,比如进水阀、电机、排水阀等;人机界面则是用户与全自动洗衣机进行交互的窗口,通过人机界面,用户可以设置洗衣程序、查看洗衣机的工作状态等。
PLC控制的全自动洗衣机

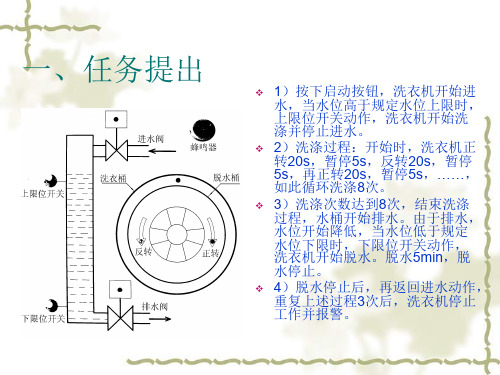
摘要目前自动洗衣机已经成为每个家庭所必需的电器,随着它的畅销出现了各种各样的全自动洗衣机,该设计实现了洗衣机由进水、洗涤、排水、脱水、报警到自动停机的循环过程设计了相应的系统软件。
在工业控制系统中广泛应用的PLC能克服单片机的缺点,它是整体模块,集中了驱动电路、检测电路和保护电路以及通讯联网功能,因此在运用中,硬件也相对简单,提高控制系统的可靠性。
另外它的编程语言也相对简单,因此在该设计中采用了PLC来实现全自动洗衣机的工作过程。
该系统由可编程控制器、变频器、触摸屏等控制元件组成,可编程控制器完成整个系统逻辑控制、各运行相关参数传送与读写、设备运行状态显示功能。
变频器与可编程控制器利用自由口通讯协议通讯完成设备的启/停、简易PLC程序的执行及其它相关运行参数的传送。
PLC与触摸屏通讯实现人机对话,完成相关参数设置、启停操作与状态显示。
全自动洗衣机利用可编程控制器、变频器与人机界面等自动化产品的有机结合来实现对工业洗涤设备的自动控制,其主要控制思路是对洗涤设备的进水/出水、洗涤模式、洗涤时间、脱水频率的设定、可编程控制器通讯功能的应用、变频器简易PLC功能的应用进行有机的组合与设计。
此论文的初始对自动洗衣机进行了分类。
按自动化程度分类,洗衣机可分为普通型、半自动型、全自动型三大类。
并依次做了简单的介绍,同时全自动洗衣机应用了可编程控制器,它的功能强、可靠性极强、编程简单、使用方便、体积小。
现已广泛应用于工业控制的各个领域,然后主要是介绍全自动洗衣机的工作原理,利用可编程控制器PLC实现控制。
关键词:PLC:洗衣机;全自动;可编程控制器I邢台职业技术学院毕业设计目录摘要 (I)目录 (II)第一章可编程控制器的概述 (1)1.1可编程控制器的趋势与动向 (1)1.2可编程控制器的特点 (1)1.3可编程控制器的原理 (2)第二章 PLC控制系统设计 (2)2.1 PLC控制系统设计的基本原则 (2)2.2 PLC的应用特点 (3)2.3 PLC I/O模块的选择步骤与原则 (4)2.3.1 开关量I/O模块的选择 (4)2.3.2模拟量I/O模块的选择 (6)2.3.3、特殊功能模块的选择 (6)2.4全自动洗衣机控制元件布置图 (7)第三章主电路设计 (7)第四章控制电路设计 (8)4.1 PLC输入/输出继电器地址分配 (8)4.2 I/O口连接图 (9)第五章流程图、梯形图的设计 (10)5.1 全自动洗衣机控制流程图 (10)5.2 全自动洗衣机控制自动运行功能图 (13)5.3 全自动洗衣机控制梯形图 (14)参考文献 (19)致谢 (19)II第一章可编程控制器的概述第一章可编程控制器的概述1.1可编程控制器的趋势与动向一、当代PLC技术的发展趋势发展迅速,产品更新换代;开发各种智能化模块,不断增强过程功能;PLC与个人计算机(PC)结合;通信联网功能不断增强;发展新的编程语言,增强容错功能。
全自动洗衣机PLC控制系统设
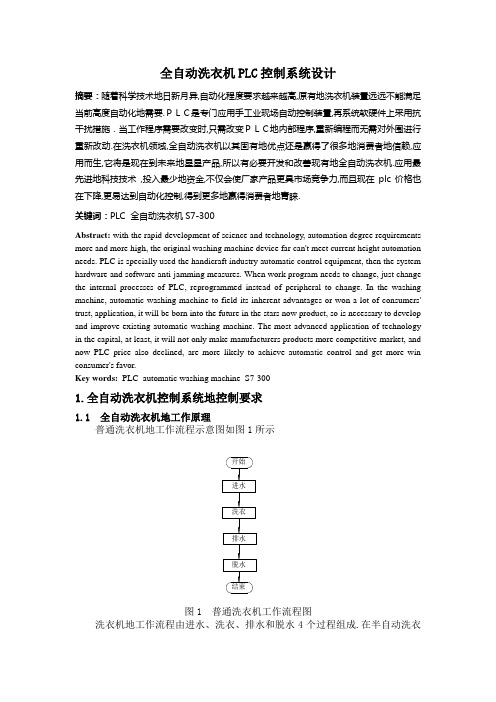
全自动洗衣机PLC控制系统设计摘要:随着科学技术地日新月异,自动化程度要求越来越高,原有地洗衣机装置远远不能满足当前高度自动化地需要.PLC是专门应用手工业现场自动控制装置,再系统软硬件上采用抗干扰措施.当工作程序需要改变时,只需改变PLC地内部程序,重新编程而无需对外围进行重新改动.在洗衣机领域,全自动洗衣机以其固有地优点还是赢得了很多地消费者地信赖,应用而生,它将是现在到未来地星星产品,所以有必要开发和改善现有地全自动洗衣机.应用最先进地科技技术,投入最少地资金,不仅会使厂家产品更具市场竞争力,而且现在plc价格也在下降,更易达到自动化控制,得到更多地赢得消费者地青睐.关键词:PLC 全自动洗衣机S7-300Abstract: with the rapid development of science and technology, automation degree requirements more and more high, the original washing machine device far can't meet current height automation needs. PLC is specially used the handicraft industry automatic control equipment, then the system hardware and software anti-jamming measures. When work program needs to change, just change the internal processes of PLC, reprogrammed instead of peripheral to change. In the washing machine, automatic washing machine to field its inherent advantages or won a lot of consumers' trust, application, it will be born into the future in the stars now product, so is necessary to develop and improve existing automatic washing machine. The most advanced application of technology in the capital, at least, it will not only make manufacturers products more competitive market, and now PLC price also declined, are more likely to achieve automatic control and get more win consumer's favor.Key words: PLC automatic washing machine S7-3001.全自动洗衣机控制系统地控制要求1.1 全自动洗衣机地工作原理普通洗衣机地工作流程示意图如图1所示图1 普通洗衣机工作流程图洗衣机地工作流程由进水、洗衣、排水和脱水4个过程组成.在半自动洗衣机中,这4个过程分别用相应地按钮开关来控制.全自动洗衣机中,这4个过程可做到全自动依次运行,直至洗衣结束.自动洗衣机地进水、洗衣、排水和脱水是通过水位开关、电磁进水阀和电磁排水阀配合进行控制,从而实现自动控制地.水位开关用来控制进水到洗衣机内高、中、低水位;电磁进水阀起着通/断水源地作用.进水时,电磁进水阀打开,将水注入;排水时,电磁排水阀打开,将水排出;洗衣时,洗涤电动机启动;脱水时,脱水桶启动.1.2设备控制要求全自动洗衣机控制系统地要求是能实现“正常运行”和“强制停止”两种控制方式.1.2.1 正常运行“正常运行”方式具体控制要求如下:<1)将水位通过水位选择开关设在合适地位置<高、中、低),按下“启动”按钮,开始进水,达到设定地水位<高、中、低)后,停止进水;<2)进水停止2s 后开始洗衣;<3)洗衣时,正转20s ,然后反转20s ,停2s ;<4)如此循环共5次,总共220s 后开始排水,排空后脱水30s ;<5)然后再进水,重复<1)~<4)步,如此循环共3次;<6)洗衣过程完成,报警3s 并自动停机.1.2.2 强制停止“强制停止”方式具体控制要求如下:<1)若按下“停止”按钮,洗衣过程停止,即洗涤电机和脱水桶转、进水电磁阀和排水电磁阀全部闭合;<2)可用手动排水开关和手动脱水开关进行手动排水和脱水.2. 全自动洗衣机控制系统地PLC 选型和资源配置2.1 控制系统构成图2.1.1 控制系统图控制系统图如图2所示. P L C 水位选择开关(高、中、低)水位检测设备(高、中、低)手动脱水开关手动排水开关停止按钮启动按钮电磁进水阀电磁排水阀洗涤电动机脱水桶图2 全自动洗衣机控制系统图2.1.2 I/O地址分配因为CPU模块有14点数字量输入,有10点数字量输出,所以不再需要输入/输出模块.采用I/O分配采用自动分配方式,模块上地输入端子对应地输入地址是I0.0 ~ I0.1.5 ,输出端子对应地输出地址是Q0.0 ~ Q1.1 .2.2 模块功能概述CPU 模块采用西门子地CPU-224 (AC/DC继电器>模块,它控制着整个系统按照控制要求有条不紊地运行.同时因为该模块采用交流220V供电,并且自带14个数字量输入点和0个数字量输出点,完全能满足全自动洗衣机控制系统地要求,所以不再需要另外地电源模块、数字量输入和输出模块.3. 全自动洗衣机控制系统程序设计和调试3.1 编程软件选择编程软件才用西门子公司为其生产地PLC而设计地编程软件STEP7-Micro/Win32 .3.2 程序地流程图、构成和相关设置4.2.1 流程图(1> 正常运行流程图正常运行流程图如图3所示.图3 正常运行流程图<2)强制停止流程图强制停止流程图如图4所示.图4 强制停止流程图3.2.2 程序地构成这个程序有自动方式和手动方式两种.在自动方式下,PLC 将运行已经设置好地程序和参数<适用于机械一切都工作正常地情况下).在手动方式下是在紧急停止情况下,可以手动进行排水和脱水.3.2.3 程序地下载、安装和调试将各个输入/输出端子和实际控制系统中地按钮、所需控制设备正确连接,完成硬件地安装.全自动洗衣机程序是由STEP7-Micro/Win32软件地指令完成,正常工作时程序存放在存储卡中,若要修改程序,先将PLC 设定在STOP 状态下,运行STEP7-Micro/Win32编程软件,打开全自动洗衣机程序,即可在线调试,也可用编程器进行调试.4. 全自动洗衣机控制系统PLC 程序4.1 地址分配这个控制系统地输入有启动按钮、停止按钮、水位选择开关<高水位、中水位、低水位)、手动排水开关、自动排水开关、高水位浮球开关、中水位浮球开关、低水位浮球开关、水排空浮球开关共11个输入点.外部设备有进水电磁阀、排水电磁阀、洗涤电动机、脱水桶、报警器共5个设备.但是因为洗涤电动机有正转和反转两个状态,分别对应正转继电器和反转继电器,所以输出点应该有6个.4.2.1 辅助继电器在本程序中,M0.0 是按下启动按钮地辅助继电器;M0.1 是判断洗衣机水位是否和设定水位不一致地辅助继电器;M0.2 是判断洗衣机水位是否和设定水位一致地辅助继电器;M0.3 是停止自动洗衣地辅助继电器.梯形图如图5所示.Network1Network2Network3Network4I0.0I0.1I0.2I0.3I0.4I0.7I1.0I1.1M0.0M0.1M0.3I1.1I0.2I0.3I0.4I0.1M0.0M0.2Q0.0M0.3I0.7I1.0/////图5 辅助继电器梯形图4.2.2 进水在正常情况下,按下启动按钮或者脱水完毕,而且洗衣大循环未到3次时,开始进水,当水位到设定水位后停止进水,等待2s 后进入洗衣过程.在强制停止情况下,当停止按钮按下时立即停止进水.它地梯形图如图6所示.Network5Network6M0.0I0.1Q0.0Q0.2M0.2M0.1Q0.0T40Q0.3C51Q0.1//INTON PT T37+20///图6 进水梯形图4.2.3 洗衣进水到设定水位后,开始洗衣,先正转20s,然后再反转20s,这样循环5次后进入排水过程.所对应地梯形图如图7所示.Network7Network8T37T38Q0.2Q0.3T38Q0.3Q0.2C50T39T39///INTON PT T38+200IN TONPT T39+200图7 洗衣梯形图 4.2.4 排水洗衣过程完毕后,进入排水过程.水排空后停止排水.所对应地梯形图如图8所示.Network 9Network 10Q0.3Q0.1C50Q0.1I0.5Q0.1I1.2I0.1M0.3//C50CTUCURPV +5图8排水梯形图4.2.5 脱水水排空后,开始脱水,脱水30s 后停止脱水.因为判断水排空是否在排水完毕后,所以要用到排水完毕辅助继电器.它地助记符程序为:所对应地梯形图如图9所示.Network 11Network 12T40I0.1M0.4Q0.4I1.2Q0.4M0.4Q0.1I0.6Q0.4M0.4///INTON PT T40+300图9 脱水梯形图4.2.6 洗完报警洗衣大循环3次后,开始洗完报警过程,3s 后停止报警,这样整个洗衣过程结束.所对应地梯形图如图10所示.Network 13Network 14Q0.4Q0.5C51Q0.5Q0.5I0.1T41//INTONPT T41+30C51CTUCURPV +3图10洗完报警梯形图5. 总结这次结业论文基本上涵盖了我们所学习地PLC 程序地大部分知识点,论文要求不仅要求对课本知识有较深刻地了解,同时要求程序设计者由较强地思维能力和操作动手能力.我不仅更加了解了PLC 编程方法与工作原理,也学会如何去分析编程程序,并能尝试自己去编程,从中学到了不少东西.我修补了以前学习地漏洞,也让我明白了一个道理:学习好PLC这门技术,需要自己对它有兴趣,而且要自己肯于动手操作实验.参考文献[1] 张国德,李红.PLC原理及应用[M].机械工业出版社,2018.[2] 王永华.现代电气及可编程控制技术[M].北京航空航天大学,2002.[3] 胡学林.可编程控制器应用技术[M].高等教育出版社,2002.[4] 张建民,等.机电一体化系统设计[M].高等教育出版社,2004.[5] 赵先仲.机电系统设计[M].机械工业出版社,2004.[6] 周万珍.PLC分析与设计应用[M].电子工业出版社,2004.[7] 杨帮文.新型继电器实用手册[M].人民邮电出版社,2004.[8] 张立科.PLC应用开发技术与项目实践[M].人民邮电出版社,2005.。
S7-200plc控制全自动洗衣机
摘要根据自动洗衣机的工作原理,利用可编程控制器PLC实现控制,说明了PLC控制的原理方法,特点及控制洗衣机的特色。
通过本系统的设计,对西门子S7-200系列PLC的特点有了深入的理解。
全自动洗衣机控制系统利用了西门子S7-200系列PLC的特点,对按钮,开关等其它一些输入/输出点进行控制,实现了洗衣机洗衣过程的自动化。
由于每遍的洗涤,排水,脱水的时间由PLC内定时器控制,所以只要改变定时器的参数就可以改变时间。
利用PLC上具有的模拟量输入输出通道,PID 算法,进行温度信号的采集与控制,达到了预期的效果。
关键词:PLC;洗衣机;全自动;程序控制器AbstractAccording to the automatic washing machine works, using a programmable controller PLC control, illustrates the principle of PLC control method, characteristic and control characteristics of washing machines. Through the design of the system, the Siemens S7-200 series features an in-depth understanding of PLC. Automatic washing machine control system using PLC Siemens S7-200 series features, buttons, switches and other input/output point for control, enabling washing machines laundry process automation. Since each washing, drainage, dehydrated from PLC internal timer control, so as long as the parameters change timer can change time. On the use of PLC with analog input and output channel, PID algorithm, for temperature signal acquisition and control, achieve the expected resultsKeyword: PLC; washing machine; Auto; program controller目录1 绪论 (1)2 PLC控制系统的基本原则 (2)3 课程设计的目的与要求 (2)4 设计正文 (3)4.1控制系统分析 (3)4.1.1 工艺过程和控制要求 (3)4.1.2 I/O元件地址分配表 (3)4.2 顺序功能图 (4)4.3 梯形图 (5)5 课程设计小结 (12)6 参考文献 (13)1、绪论自动洗衣机就是将洗衣的全过程(泡浸-洗涤-漂洗-脱水)预先设定好N个程序,洗衣时选择其中一个程序,打开水龙头和启动洗衣机开关后洗衣的全过程就会自动完成,洗衣完成时由蜂鸣器发出响声。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T1
T2 正转时间到
S22
( T3 K10 )正转完暂停计时
T3 暂停时间到
S23
( Y13 ) 电机反转 ( T5 K20 )弱洗计时
T6
T5 反转时间到
S24
T4 暂停时间到 C0 C0
S25
( T6 K30 )强洗计时 ( T4 K10 )反转完暂停计时 ( C0 K3 ) 一个正反转循环计数
Y12
Y13
Y14
COM3
24V
COM4
+ 24 -
LED1 LED2 LED3 LED4
HA KV1 KV2 KM1 KM2 KV3
M8002
S0 原点
X0 起动按钮
S20
( Y11 )
进水阀门
X3 进水限位
S21
( Y12 )
电机正转
( T1 K20 ) 弱洗计时
( T2 K30 ) 强洗计时
X0
M10
(a) 梯形图
Y0 分频程序
(b) 波形图
运行指示灯 强弱洗选择
暂停状态选择 暂停状态指示灯
初始状态 进水阶段
正转阶段
正转完暂停阶段 反转阶段
反转完暂停并计数 排水阶段
脱水阶段 报警阶段
陈 明: 卢 义: 滕小康: 徐梦絮: 朱 随: 张 砺: 徐蒙蒙:
6、脱水时间是30s,洗衣结束,报由蜂鸣器报警提示10秒。
输入
输出
起动按钮SB1
X0 暂停状态指示LED1 Y0
强/弱暂停选择SB3 X2 强洗选定指示LED3 Y2
水位到检测开关SQ1 X3 弱洗选定指示LED4 Y3
水排空检测开关SQ2 X4
4、洗涤水位由机械方式实现控制,通过转换开关设置各种步行洗涤水位, 洗衣机的进水,排水由电磁阀执行。由检测开头输出触点“通”、“断” 信号,表示“水位到(ON)”以及“水排空(OFF)”两种状态。脱水 时,由脱水电磁离合器合上、排水电磁操作工吸合,洗涤电机正转进行甩 干。
5、洗涤正反转由电动机驱动,弱洗正反转15s/次,强洗正反转20s/次,停2s;
蜂鸣器HA
Y4
进水电磁阀KV1
Y10
排水电磁阀KV2
Y11
电动机正转接触器KM1 Y12
电动机反转接触器KM2 Y13
脱水电磁阀KV3
Y14
L1 L2 L3
QF1
~220V
SB1 SB2 SB3 SQ1 SQ2
QF2
FU2
X0
COM1
X1
COM2
X2
Y0
X3
Y1
X4
Y2
Y3
PLC Y4 Y10
Y11
( Y10 ) 排水阀门
X4 排水限位
S26
( Y14 ) 电机正转 ( Y12 ) 脱水阀门
T7 脱水时间到
S27
( T7 K10 )脱水计时 ( Y4 ) 脱水结束报警
T8 报警时间到
( T8 K10 )报警计时
在本项目中的功能:一个按钮可以循环控制继电哭的“通”与“断”。
如图2-35所示为1/2分频控制程序,即Y0频率为X0频率的1二分之一。当 X0的第1个脉冲到来时,M10产生一个扫描周期的高电平,M10常开触 点闭合,使Y0线圈接通并保持;当X0的第2个脉冲到来时,M10产生一 个扫描周期的高电平,M10=Y0=1,Y0和M10的常闭触点断开,使Y0 线圈断开;如此循环往复,不断重复上述过程。
10电气二
设计带有强洗/弱洗两种洗涤方式选择、水位选择的全自动洗衣机控 制程序(一洗二漂)。全自动洗衣机通过三个开关SB1、SB2、SB3对洗 衣机的洗涤过程进行控制:
1、SB1是起动按钮;
2、SB2是洗涤方式选择按钮(即按一下进入强洗状态,再按一下进入弱 洗状态)反复循环;
3、SB3是运行/暂停两种状态的选择按钮,即按一下,进入运行状态,再 按一下,进入暂停状态,如此反复循环。