机器人TCP详解
固高机器人系统TCP通讯
TCPIP通讯TCPIP 通讯(即SOCKET通讯)是通过网线将服务器Server端与客户机Client端进行连接,在遵循类似ISO/OSI模型的四层层级架构的基础上通过TCP/IP协议建立的通讯。
控制器可以设置为服务器端或者客户端。
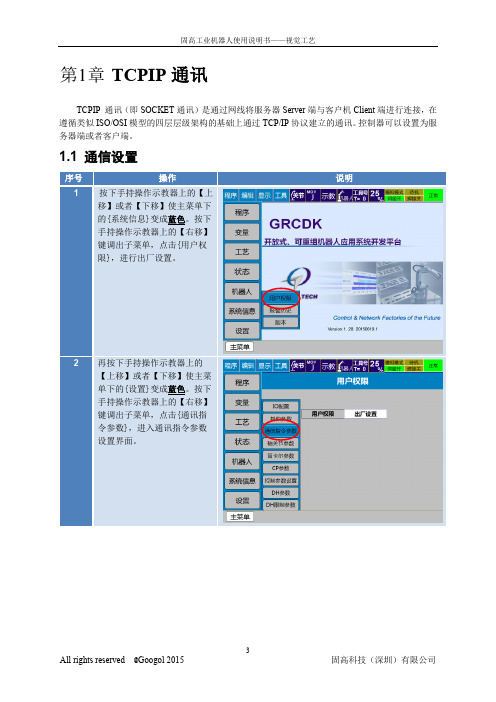
1.1 通信设置按下手持操作示教器上的【上移】或者【下移】使主菜单下。
按下手持操作示教器上的【右移】【上移】或者【下移】使主菜。
按下手持操作示教器上的【右移】的通讯功能可以同时开通,你可以点击通路选择下面的向左或者向右按每次改变或者设置新的通路选择参才出按服务器地址:即服务器端的IP地址,当机器人控制器作为客户端时,则需要填入服务器IP地址;当机器人控制器作为服务器端,则可以不填该参数。
端口:服务器端口又是本地端口号,前者是对于控制器作为客户端而言,后者是对于控制器作为服务器端而言。
这里要求服务器和客户端的这个参数必须相同。
结束符:参数默认就是CLRF,回车换行符。
是从控制器发送出的数据带回车换行符。
超时时间:Socket 通讯时非阻塞模式下的延迟时间,对于接收指令SOCKRECV,控制器会在这段时间内不停扫描设备端是否有数据发送过来,如果有则马上接收,如果超出这段时间仍然没有数据发送至控制器,则示教程序会自动执行SOCKRECV的下一条指令。
通路名:参数是给Socket取的名字,相当于控制器端Socket的ID。
1.2指令说明1.2.1打开通讯SOCKOPEN Str1 Type= CLIENTStr1:表示此次打开的Socket的名字,需要和界面设置的【通路名】赋值一样。
所以在使用该指令时要先进入主界面里的【变量】-【数值变量】设置里面使得字符型变量S001的值为【通路名】的值。
例如,在上图设置了【#301】的【通路名】为‘robot’,那么在S001中的值应该为’robot’。
STR1对应的是S001,STR2对应的是S002,以此类推,如果用户在S002里面写入了Socket名字,那么参数STR1改为STR2。
ABB工业机器人示教器TCP坐标的设定教程
ABB机器人示教器TCP坐标的设定
想了解ABB机器人示教器TCP坐标设定的友友可以查看此篇,详细的教程和注意事项想必会给你一些帮助
•ABB机器人,示教器
1. 1.TCP(Tool Center Point)工具座标系是机器人运动的基准。
2. 2.机器人的工具坐标系是由工具中心点TCP与坐标方位组成,机器人连
动时,TCP是必需的。
3. 3.当机器人夹具被更换,重新定义TCP后,可以不更改程序,直接运行。
但是当安装新夹具后就必需要重新定义这个坐标系了。
否则会影响机器人的稳定运行。
4. 4.系统自带的TCP坐标原点在第六轴的法栏盘中心,垂直方向为Z轴,
符合右手法则。
注意:在设置TCP座标的时候一定要把机器人的操作模式调到“手动限速模式”
5.TCP(Tool Center Point)工具座标系的设定步骤
END
注意事项
•如何在示教器上选择设定好的TCP坐标:1.在操纵窗口上,将光标下移到“tool”选项上,然后按回车进入选择界面。
2.在该界面上可以看见刚才设定的工件坐标,选择它按回车确定。
•注意:在设置TCP座标的时候一定要把机器人的操作模式调到“手动限速模式”。
上位机通过tcp通讯给abb机器人发送文件的方法

上位机通过TCP通讯给ABB机器人发送文件的方法一、背景介绍在工业自动化生产中,ABB机器人作为自动化生产线上的重要一员,往往需要与上位机进行数据交换,其中文件传输是一种常见的数据交换方式。
TCP/IP是一种可靠的网络通讯协议,采用TCP/IP协议进行文件传输可以保证数据的安全和稳定。
二、上位机通过TCP通讯给ABB机器人发送文件的基本原理1.建立TCP连接在进行文件传输之前,首先需要建立TCP连接。
上位机作为客户端,ABB机器人作为服务器端,客户端与服务器端之间需要通过三次握手建立TCP连接。
2.发送文件数据建立了TCP连接之后,客户端可以向服务器端发送文件数据。
上位机需要将文件数据按照TCP协议进行分段封装,并通过TCP连接发送给ABB机器人。
3.文件接收与保存ABB机器人服务器端接收到文件数据后,需要进行数据解析并保存文件。
通过解析TCP数据包中的文件数据,服务器端可以将文件数据组装成完整的文件,并保存在指定的路径下。
三、上位机通过TCP通讯给ABB机器人发送文件的具体步骤1.建立TCP连接```1.1 在上位机上开启TCP通讯功能,设置ABB机器人的IP位置区域和端口号。
1.2 使用Socket套接字建立TCP连接。
1.3 发送连接请求,并进行三次握手建立TCP连接。
```2.发送文件数据```2.1 读取需要发送的文件数据。
2.2 将文件数据按照TCP协议进行分段封装。
2.3 通过建立的TCP连接,向ABB机器人发送文件数据。
```3.文件接收与保存```3.1 ABB机器人服务器端接收文件数据,并进行数据解析。
3.2 将TCP数据包中的文件数据组装成完整的文件。
3.3 将文件保存在指定的路径下。
```四、上位机通过TCP通讯给ABB机器人发送文件的注意事项1.文件传输安全在进行文件传输时,需要保证传输的文件数据的安全性。
可以采用加密传输的方式,保护文件数据的隐私和完整性。
2.文件传输稳定性在进行文件传输时,需要保证传输的文件数据的稳定性。
工具坐标系-TCP
工 具 座 标 系-TCP
机器人工具座标系
机器人工具座标系是由工具中心点 TCP 与 座标方位组成。 机器人联动运行时,TCP 是必需的。 机器人程序支持多个 TCP,可以根据当前 工作状态进行变换。 机器人夹具被更换,重新定义 TCP 后,可 以不更改程序,直接运行。
定义工具座标系
选择定义工具座标系方法
点击”具座标系窗口
程序数据 -> tooldata -> 显示数据
增加工具座标系
功能键 新建 -> 默认名 tool1 -> 修改名字
删除-删 除当前坐 标系
更改声明-更 改坐标系的名 称及类型
更改值-更 改工具重量
复制-复 制坐标系
定义-定义工 具坐标系的中 心及方向
定义工具重量
Mass 工具重量,kg。 cog: x y z 工具重心位置, mm。 aom: ix iy iz 工具 X 轴、Y 轴 、 Z 轴惯性矩 , kgm2。
四轴机器人TCP较正方法及拓展
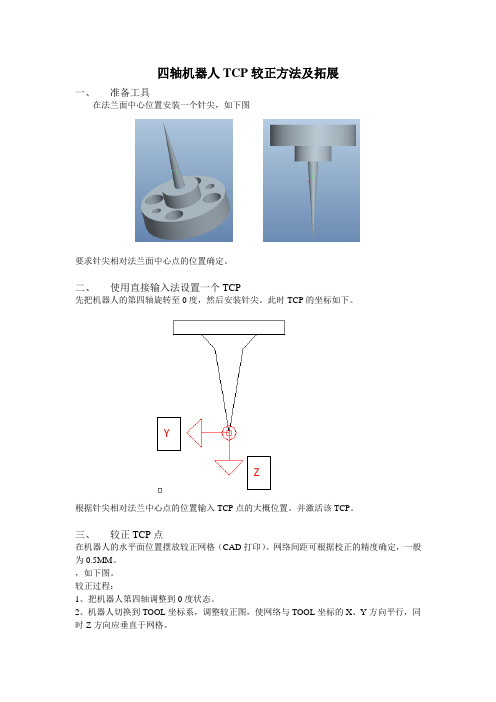
四轴机器人TCP 较正方法及拓展一、 准备工具在法兰面中心位置安装一个针尖,如下图要求针尖相对法兰面中心点的位置确定。
二、 使用直接输入法设置一个TCP先把机器人的第四轴旋转至0度,然后安装针尖。
此时TCP 的坐标如下。
根据针尖相对法兰中心点的位置输入TCP 点的大概位置。
并激活该TCP 。
三、 较正TCP 点在机器人的水平面位置摆放较正网格(CAD 打印)。
网络间距可根据校正的精度确定,一般为0.5MM 。
,如下图。
较正过程:1、把机器人第四轴调整到0度状态。
2、机器人切换到TOOL 坐标系,调整较正图,使网络与TOOL 坐标的X 、Y 方向平行,同时Z 方向应垂直于网格。
Y Z3、手动机器人使法兰针尖到网络图上任意一点。
如下图中红色圆位置。
4、编写以下程序L P[1] 1000mm/s fineL P[1] 1000mm/s fine tool offset PR[1]L P[1] 1000mm/s fine tool offset PR[2]pauseL P[1] 1000mm/s fine tool offset PR[1]L P[1] 1000mm/s fine其中PR[1] X=0;Y=0;Z=0;W=0;P=0;R=90PR[1] X=0;Y=0;Z=0;W=0;P=0;R=1804、运行以上程序P1点经180度旋转后到达P2点,如下图蓝色圆位置。
此时实际TCP位置为P1、P2点的中心线,如下图。
红色为P1点的TCP坐标方向,蓝色为P2点的TCP坐标方向。
根据下图可得偏移X=12X0.5/2=3mm;Y=8X0.5/2=2mm5、根据TCP要移动的方向修改TCP值,下图中,TCP设定中X增加3mm,Y增加2mm6、TCP修正后,重新teach up P1点后运行第4步来检验TCP准确度,如针尖位置不变,则TCP修正完成。
P[2]XYYXP[1]四、六轴机器人TCP较正拓展机器人TCP先用三点法或六点法设定。
ABB机器人常用指令详解-中文(三)
机器人和外部轴的目标位置。定义为一个命名的位置或者直接存储在指令中(在指令中用*标记)。 [ \ID ]:
同步 ID 数据类型:identno 如果并列了同步运动,该项目必须使用在多运动系统中,并且不允许在其他任何情况下使用。 指定的 ID 号在所有协同的程序任务中必须相同。该 ID 号保证在 routine 中运动不会混乱。 Speed: 数据类型:speeddata 应用到运动中的速度数据。速度数据定义 TCP、工具重新定向或者外部轴的速度。 [\T]: 时间 数据类型:num
坐标系
RAPID 参考手册-RAPID 概述,运动和 I/O 原理-坐标系部分
World Zone:
最多可以在机器人的工作区域内定义 10 个不同的体积空间。他们可以用来: l 指出机器人的 TCP 是工作区域中的一个明确的部分。 l 限制机器人的工作区域,阻止和工具的碰撞。 l 创建一个由两个机器人公用的区域,该区域在同一时间内只能由一个机器人使用。
速度的定义
第 1010 页 speeddata—速度数据
Zone 数据的定义
第 1047 页 zonedata—zone 数据
工具的定义
第 1031 页 tooldata—工具数据
工作对象的定义
第 1039 页 wobjdata—工作对象数据
运动综述
RAPID 参考手册—RAPID 概述,运动和 I/O 原理部分
如果并列了同步运动,不允许在其他任何情况下使用。 Speed:
数据类型:speeddata 应用到运动中的速度数据。速度数据定义 TCP、工具重新定向或者外部轴的速度。 [\T]: 时间 数据类型:num 该项目用来指定外部轴运动的总时间,单位秒。它代替相应的速度数据。 Zone: 数据类型:zonedata 运动的 zone 数据。它描述产生的转角路径的大小。 Tool: 数据类型:tooldata 机器人运动时所使用的工具。TCP 就是移动到目标点的那个点。 [\Wobj]: 工作对象
工业机器人三个关键程序数据工具坐标系
设定如下:பைடு நூலகம்
4、机器人通过这四个位置点的位置数据计算求得TCP的数 据,然后TCP的数据就保存在tooldata这个程序数据中被程序 进行调用。
工业机器人的tooldata可以通过三个各方式建立:分别是4 点法、5点法、6点法建立。4点法,不改变tool0的坐标方向;5 点法,改变tool0的Z方向;6点法,改变tool0的X和Z方向(在 焊接应用最为常用)。在获取前三个点的姿态位置时,其姿态 位置相差越大,最终获取的TCP精度越高。
工业机器人TCP数据的设定原理:
1、首先在工业机器人工作范围内找一个非常精确的固定 点作为参考点。
2、然后在工业机器人已安装的工具上确定一个参考点 (最好是工具的中心点)。
3、用之前介绍的手动操纵工业机器人的方法,去移动工 具上的参考点,以四种以上不同的机器人姿态尽可能与固定点 刚好碰上。为了获得更准确的TCP,在以下例子中使用六点法 进行操作,第四点是用工具的参考点垂直于固定点,第五点是 工具参考点从固定点向将要设定为TCP的X方向移动,第六点是 工具参考点从固定点向将要设定为TCP的Z方向移动。
4.2建立ABB工业机器人三个关键程序数据
在进行正式的编程之前,必需构建必要的编程环境,其 中有三个必须的关键程序数据(工具数据tooldata、工件坐 标wobjdata、负荷数据loaddata)就需要在编程前进行定义。
工具数据tooldata建立 工具数据tooldata用于描述安装在机器人第六轴上的工具的
2、然后在工业机器人已安装的工具上确定一个参考点(最好是工具的中心点)。 6点法,改变tool0的X和Z方向(在焊接应用最为常用)。 工业机器人的tooldata可以通过三个各方式建立:分别是4点法、5点法、6点法建立。 3、用之前介绍的手动操纵工业机器人的方法,去移动工具上的参考点,以四种以上不同的机器人姿态尽可能与固定点刚好碰上。 3、用之前介绍的手动操纵工业机器人的方法,去移动工具上的参考点,以四种以上不同的机器人姿态尽可能与固定点刚好碰上。 工具数据tooldata用于描述安装在机器人第六轴上的工具的TCP、质量、重心等参数数据。 6点法,改变tool0的X和Z方向(在焊接应用最为常用)。 工具数据tooldata建立 这些工具一般会直接安装在工业机器人法兰盘上,以真空吸盘为例,工具tooldata设定,只需要设定工具质量,重心在默认tool0的Z的 正方向偏移值,TCP点设定在吸盘的接触面上,从默认tool0上的Z方向偏移值。 4、机器人通过这四个位置点的位置数据计算求得TCP的数据,然后TCP的数据就保存在tooldata这个程序数据中被程序进行调用。 工业机器人的tooldata可以通过三个各方式建立:分别是4点法、5点法、6点法建立。
G3机器人TCP调整教程
310.21
步骤a:在原点位置下用直角坐标系移动枪尖至锥形台尖端
步骤b:TW轴旋转180度,然后用直角坐标系移动至枪尖对齐。
A
步骤b中的值:X=515.83,Y=-0.08
B
TW中心 A=515.83-515.85=0.02 B= -0.08-(-0.04)=-0.04 所以TW的中心点为: Y=0.02 / 2=0.01 Z= -0.04 / 2= -0.02
G3型机器人TCP调整教程
• TCP工具补偿是在原点的 基础上进行的,请事先调整好 正确的原点,如果原点不准,TCP也不会做的很准。 • 如果TCP工具补偿没有调整好,那么即便是在边改变焊枪 姿势的情况下进行圆弧补偿或协调动作,其轨迹也会发生 偏离,从而无法保证正确焊接。 (请通过实际的焊丝干伸长来调整) 注:做TCP之前一定要较枪
步骤a中的值:X=515.85,Y=-0.04Βιβλιοθήκη 把所有数据填入下表中,保存。
0.01 - 0.02
红框内“L1方式”前面的勾去掉,用XYZ模式。
X值为安全支架与TW轴接合处到标准干伸长度的距离 TY值为45,TX为0,TZ为0.
X值要用机器人自己测量,原点状态下用直角坐标系移动
焊枪标准干伸长焊丝抵住直尺,查看Z值。
用直角坐标系移动本体,直尺抵住安全支架与TW轴接合处
下表中X值为两次Z值的差,X=519.98-209.77=310.21
TCP需准备的工具
直尺
锥形台
在调整工具补偿之前,先再生OriginPosition.prg,确认 原点标识,确认各軸有无偏离。然后用较枪尺较枪。
即使只有一个轴的原点有偏差,也无法完成TCP工具补偿
打开“设定”-“基本设定”
机器人tcp自动校准算法__概述说明以及解释
机器人tcp自动校准算法概述说明以及解释1. 引言1.1 概述机器人是在现代社会中广泛应用的一种自动化设备,它们可以执行复杂的任务和操作。
机器人的TCP(Tool Center Point)是指机器人末端执行器或工具所在的点,它对于机器人的精确控制和准确性至关重要。
然而,在实际应用中,由于多种因素的影响,如装配误差、姿态变化等,导致了机器人TCP位置不够精确和稳定。
因此,为了获得更高的运动精度和重复定位精度,需要进行机器人TCP的自动校准。
本文将介绍一种机器人TCP自动校准算法及其原理与方法,并通过实验设计和结果分析来验证该算法的有效性。
1.2 文章结构本文共包括五个部分。
第一部分为引言,在此部分将对文章进行概述说明以及目录展示;第二部分将介绍机器人TCP自动校准算法背景知识,包括TCP及其重要性解释、校准需求说明以及相关研究现状介绍;第三部分将详细介绍机器人TCP自动校准算法原理与方法,包括基本原理说明、算法设计思路解析以及校准方法实施步骤详解;第四部分将进行实验设计与结果分析,包括实验环境介绍和参数设置说明、校准算法实验流程描述及数据收集方法分析以及结果数据展示与讨论分析;最后一部分为结论与展望,对研究工作进行总结回顾、创新点与局限性分析反思,并提出后续研究方向建议及未来发展前景展望。
1.3 目的本文的目的是介绍一种机器人TCP自动校准算法。
通过该算法的应用,期望能够提高机器人的运动精度和重复定位精度,从而满足现代工业生产中对于高精度操作的需求。
通过实验验证,进一步探索该算法在不同环境下的适应性和有效性,并为后续相关研究提供参考和指导。
2. 机器人TCP自动校准算法的背景知识:2.1 机器人TCP和其重要性解释机器人的末端执行器被称为工具中心点(Tool Center Point,简称TCP),它位于机器人手臂的末尾,并用于执行各种任务。
TCP的位置和姿态对于机器人执行任务的准确性至关重要。
tcp四点法标定
tcp四点法标定
工具数据tooldata是ABB机器人关键程序数据之一,定义工具数据tooldata的常用方法为4点法和6点法(4点法加X轴和Z轴方向),下面以4点法为例进行工具定义的说明:
1、点击开始菜单,选择手动操纵。
2、点击工具坐标,进入工具坐标创建画面。
3、点击新建,默认设置,确定。
4、点击编辑,选择定义。
5、选择TCP(默认方向),点数为4点法。
6、调整机器人的姿态,使工具尖端无限接近圆锥体尖端(不能撞击),需要调整4个姿态,4个姿态差异越大平均误差越小,其中第4个点需要工具垂直于圆锥体尖端,方便定TCP的方向。
7、4个点修改位置完成后点击确定,出现平均误差界面,平均误差越小越好,最好小于0.5。
在此界面单击确定。
工具坐标4点定义完,还要在编辑-更改值里面修改质量MASS,改为1,重心改为(0,0,1)。
以上是tcp四点法标定。