轴承检测流水线系统Z
基于PLC的轴承生产线质量检测系统的研究

手动 控制 方式
工作方 式选择
定位平台 复位
与预设值 比较 得到结果
自动 控制 方式
C0H P C 2 0 L ,它 是 小 型 P C控 制 器 ,整 体 结 构 紧凑 ,最 大 L IO点 数 为 4 0点 ,而 且 C 0 H还 具 有 远 程 IO系 统 , 将 / 8 20 / 可
和联 网方 面 的 优势 ,实 现控 制 与 管 理 一 体 化 ,特 别 是 还 具
有脱 机 编 程 和 仿 真 功 能 。 P C控制 系统 逻 辑 框 图 如 图 2所 示 。 L
用户程序 存储器
输
输
驱动 电路 显示 电路
传 感 器读 出 。
轴 承 在 定 位 检 测 机 构 检 测 完 成 后 ,定 位 检 测 机 构 复 位 , 由卸 料 机构 将 工 件 送 到 卸料 导 轨 。
其1 0点 数 扩 展 到 19 7 2点 ,是 一 种 模 块 化 、 高 性 能 P C L。 它 处 理 速度 快 、适 应 性 强 、应 用 灵 活 ,在 相 同 的尺 寸 中具
— .. 处l格品 送1合废二 翠 ±± —.1I 理 优次1 往ll 良品I 单 .。= 数 ±土L — lI 元 据I
级 :优 良 、合 格 、次 品 和 废 品 。 对 于 具 体 的划 分 方 法 和 阈 值 的选 取 ,要 通 过 大 量 的 实 验 数 据 来 确 定 ,可 以 按 照 要 求 通 过 改 变 软 件 来 实 现 。 通 过 数 据 处 理 单 元 分 析 处 理 后 的 数 据 , 由程 序 软 件 决 定 它 属 于 哪 一 组 ,并 由控 制 单 元 控 制 对 应 的挡 杆 运 动 ,使 轴 承 在 挡 杆 的 导 向 作 用 下 传 送 到 相 应 的
基于PLC的轴承生产线质量检测系统的研究

般情 况 下 ,检 测 系统 由控 制 开关 打 开后 , 自
处理单元分析处理后的数据 ,由程序软件决定它属 于哪一组,并 由控制单元控制对应 的挡杆运动 ,使 轴承在 挡杆 的导 向作 用下传送 到相 应 的料 道 中。
( ) 传 感器的选择 4
行监视的工程师接 口站 ,还可利用个人计算机在管
理 和联 网方 面的优 势 ,实 现 控制 与 管理 一体 化 。特 别 还具有 脱机 编程 和仿真 功能 。
器 。该 编程器 是一 台配 有 O O 专用 软 件 的通 用 MR N
按 照厂家 提 出的设计 要求 ,将 产 品质 量 分成 四
个等级 :优 良、合格 、次品和废 品。对于具体 的划
分方 法 和 阈值 的选取 ,要通 过大 量 的实 验数 据 来 确 定 ,可 以按照要 求通过 改 变软 件来 实 现 。通过 数 据
3 系统硬件 设计 ( )送 料机 构 1 送 料导 轨与定 位检 测机 构之 间设 置 一个 阻 拦 机 构 ,在 程序 控制单 元 的控制 下 ,保证 每 次 只有 一个
轨送至分选机构。数据处理单元返 回测量结果 ,根 据测 量结果 由程序 控制单 元 控制 分 选机 构 ,分 选 出
检测 系统工作 原理 ,如 图 1 示 。 所
图 1 检 测 系 统 工 作 原 理 不 意 图
轴承 由送料 机构沿 送料 导轨 送 至定 位 机构 ,将 工件进 行定 位 、夹 紧后 ,由气 缸 推动 定 位平 台将工 件送 至驱 动 电机 芯轴 ,进行 测 量 。测 量完 毕后 ,定 位平 台 回位 ,由卸 料机 构将 检测 完 的工 件经 卸 料导
位, 等待下一个轴承的到来。 整 个 系统 以 P C控 制器为 控制 中心 ,配合 几个 L 位置开关 ,通过控制相应 的机构动作 ,能够实现上 料 、定位、检测、卸料 、分选等主要功能 ,实现了 生产线 上轴 承的 自动化质 量检测 。
轴承在线自动检测控制系统设计

轴承在线自动检测控制系统设计作者:苏俊宏,栗波波,陈智利来源:《现代电子技术》2014年第23期摘 ;要:工业视觉在线自动检测设备主要应用于高精度、重复性的工业检测环节中,以其非接触性的优点,广泛应用于轴承检测领域。
着重介绍轴承在线自动检测装置中硬件及PLC 控制系统的设计与选取。
包括图像采集系统、PLC控制系统及工件传送系统、图像采集系统与工件传送系统在PLC控制系统控制下完成对轴承的在线自动检测。
经实际测试,该系统能很好完成轴承检测工作,有操作简单、稳定性好、精确度高等优点。
关键词: PLC;机械手;电气控制;自动检测中图分类号: TN710⁃34 ; ; ; ; ; ; ; ; ; ; ; 文献标识码: A ; ; ; ; ; ; ; ; ; ; ; ;文章编号:1004⁃373X(2014)23⁃0126⁃03Design of control system for bearing automatic detectionSU Jun⁃hong, ;LI Bo⁃bo, ;CHEN Zhi⁃li(Xi’an Technological University,Xi’an 710021, China)Abstract: The on⁃line auto detection equipment of industrial vision are mainly used inhigh⁃accuracy and high⁃repeatability industrial testing link. It is widely used in the field of bearing detection due to the advantages of non⁃contact. The design of hardware and PLC control system in the online automatic detection device is mainly introduced in this paper, including the image acquisition system, PLC control system and the work piece transfer system. The online automatic detection of bearings is completed by the image acquisition system and the work piece transfer system under control of PLC control system. The testing result indicates that the system can accomplish work piece detection well, and has advantages of simple operation, high stability and high accuracy.Keywords: ;PLC; manipulator; ;electrical control; automatic detection0 ;引 ;言轴承在机械行业中应用非常广泛,轴承质量的好坏直接影响到安全生产和机器的使用性能及寿命[1]。
轴承震动监测系统

轴承震动监测系
统
轴承震动监测系统
轴承震动监测系统是一种用于监测和诊断机械设备轴承状况的关键设备。
它能够实时监测轴承产生的震动信号,并通过分析和处理这些信号来判断轴承的工作状态和可能存在的故障。
首先,该系统通过安装传感器来感知轴承的震动信号。
传感器通常安装在机械设备的轴承部位,能够准确地测量震动信号的振幅和频率。
这些传感器可以是加速度传感器、速度传感器或位移传感器等,根据具体的应用需求选择合适的传感器。
接着,系统将所测得的震动信号通过数据采集模块进行采集。
数据采集模块通常由模数转换器和微处理器组成,它能够将模拟信号转换为数字信号,并对信号进行预处理。
预处理包括滤波、放大和去噪等操作,以提高数据质量和减少误差。
然后,采集到的数据将传输到信号处理模块进行进一步的处理和分析。
信号处理模块通常配备有专门的算法和软件,用于提取特征参数和诊断轴承状况。
这些特征参数可以包括振动幅值、频率谱、峰值指标
等,通过与预设的阈值进行比较,系统可以判断轴承是否正常工作或存在故障。
最后,系统会根据诊断结果生成报警信号或故障预警,并将结果显示在人机界面上。
报警信号可以通过声音、光信号或通讯接口等方式进行传输,以便及时通知操作员进行相应的维修和保养。
人机界面通常具备友好的操作界面和数据显示功能,方便操作员查看和分析轴承的运行状态。
综上所述,轴承震动监测系统通过传感器感知轴承的震动信号、数据采集模块进行数据采集和预处理、信号处理模块进行特征提取和故障诊断,并通过报警信号和人机界面展示结果。
它能够提高机械设备的可靠性和可维护性,减少故障和停机时间,对于工业生产具有重要意义。
基于PLC的轴承生产线质量检测系统的研究

据 测量 结果 由程 序控 制单 元控 制分 选机构 ,分选 出
优 良产 品 、合 格产 品 、次 品及 废 品几个 级别 。上 一
内很 多 中小 型轴 承生 产厂 家 ,在 轴承 生产 线 中
对于 产 品装 配 质 量 的检 测方 式 还 是 比较 落 后 ,
依然存 在很 多手工 检 测 的情况 ,或者 借助 一些 简单仪 器 、设 备 ,依靠 人工 安装 、卸载 工 件来 检测 。人工手 动 检测方 式存 在着 效率 低 、精度 低 、劳 动强度 大 、存在 人 为干扰 因素等缺 点 。 针 对 国内轴承 质量 检 测现 状 ,设计 了一套 针 对轴 承生产 线 的质量 检 测系统 。该 系统基 于
位 ,等待下 一个 轴承 的到来 。 整个 系统 以P C控 制器为 控制 中心 , L 配合 几个 位 置开 关 ,通过 控制 相应 的机构动 作 ,能 够实现 上
P C控制 , 够实现 生 产线上 轴承 自动 送料 、 L 能 装 夹 、检 测 、质 量评 价 ,并 根据 质 量评价 进行 自
动分 选 。
1 检测 系统工作原理
检测 系统 测 系统 工 作 原 理 示 意 图
收稿日期:20 —5 1 0 70 —7
轴 承 由送料 机构 沿 送料导 轨 送至定 位机 构 ,将 工件 进行 定位 、夹 紧后 ,由气 缸推动 定 位平 台将工 件 送 至驱动 电机 芯轴 ,进 行测量 。测量 完毕 后 ,定 位 平 台回位 ,由卸料 机构将 检 测完 的工件 经卸料 导
轨 送 至分选 机构 。数 据 处理单 元 返 回测量 结果 ,根
W ANG n — e g L n Do g p n , I Me g
( abnIsi t f e h oo yS h o f c arnc n ie r g Habn1 0 0 ,hn H ri n tueo c n lg c o l h t i E gn ei , ri 5 0 1C ia) t T o Me o s n
大连理工大学科技成果——轴承质量检测分析系统
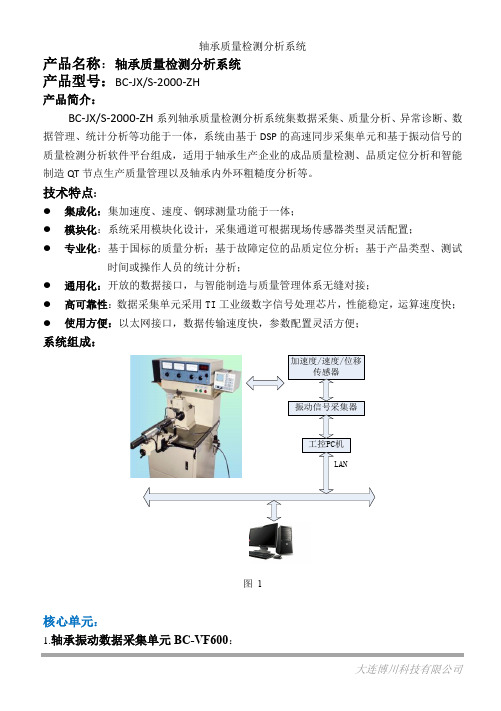
产品名称:轴承质量检测分析系统产品型号:BC-JX/S-2000-ZH产品简介:BC-JX/S-2000-ZH系列轴承质量检测分析系统集数据采集、质量分析、异常诊断、数据管理、统计分析等功能于一体,系统由基于DSP的高速同步采集单元和基于振动信号的质量检测分析软件平台组成,适用于轴承生产企业的成品质量检测、品质定位分析和智能制造QT节点生产质量管理以及轴承内外环粗糙度分析等。
技术特点:●集成化:集加速度、速度、钢球测量功能于一体;●模块化:系统采用模块化设计,采集通道可根据现场传感器类型灵活配置;●专业化:基于国标的质量分析;基于故障定位的品质定位分析;基于产品类型、测试时间或操作人员的统计分析;●通用化:开放的数据接口,与智能制造与质量管理体系无缝对接;●高可靠性:数据采集单元采用TI工业级数字信号处理芯片,性能稳定,运算速度快;●使用方便:以太网接口,数据传输速度快,参数配置灵活方便;系统组成:加速度/速度/位移传感器振动信号采集器工控PC机LAN图1核心单元:1.轴承振动数据采集单元BC-VF600:▲最高同步数据采样速率:250K;▲ A/D分辨率:24位;▲信噪比:大于90dB;▲支持多种传感器:速度型、加速度型、钢球测量型加速度传感器;▲使用配置方式:通过配置参数适配不同种类的传感器;▲数据处理:支持多模式可编程数据采集、数字滤波等预处理;▲硬件报警功能:可根据硬件端设置的诊断方法和报警阈值进行传感器异常报警;▲数据通讯:多种数据上传方式,包括支持周期性主动上传、报警触发上传、软件触发上传等功能;▲硬件语音接口:振动传感器源信号音频耳机接口信号输出;数据采集单元技术指标:数据采集单元产品外观:图 2图 3 机械特性:机械尺寸:W*D*H (mm):150*147*47安装尺寸:W*D (mm):104*133重量:0.5kg防护等级:IP202.轴承质量检测分析软件主要功能:▲数据采集:支持可编程多模式高速数据采集;▲信号处理:支持时域/频域多种基本数据处理、分析计算功能;包括:可编程数字滤波、FFT、功率谱、倒谱、包络谱、截止频率可设置的高/中/低频数字滤波、有效值计算、P/R计算等;▲专项分析:基于振动噪声的和轴承类型的质量评价分析;基于噪声特征的异常品质定位分析;基于品质指标类型的统计分析;数据比对分析;趋势分析;▲图像化显示:时域数据、频域数据、特征数据的图形化显示;实时曲线以图形化;比对式数据(实时数据曲线、阈值门限、测试系统电机转速曲线);▲标准模式:测试指标柱状图显示:峰值、平均值、有效值、峰值指标、波形指标、脉冲指标、裕度指标、峭度指标;▲质量判断:内置ISO 2372振动标准,可根据测量值直接显示轴承状态,即:良好(绿色)、警告(黄色)、坏(红色);▲异常定位:基于频谱特征与轴承本征规律的品质异常定位;▲内外环粗糙度测量:基于内外环固有特征和噪声谱的内外环粗糙度测量评价;▲传感器配置:可从软件进行传感器的类型配置,如速度传感器、钢球传感器和加速度传感器等;▲比对分析:具备图像辅助分析功能:频域波形可辅助查看多次倍频,显示典型频率的辅助线、标注典型频率的标签,并可自动在指定范围内寻找指定数量的极值点并显示,并可对报警值和相关数据进行标注;▲数据管理功能:可查看组态信息、管理历史数据、分析历史数据、查看趋势特征,并可进行测量数据、曲线图、报警数据的导出。
轴承钢球成型在线监测系统设计

轴承钢球成型在线监测系统设计整个在线监测系统主要包括传感器、数据采集与处理装置、数据传输与存储装置、数据分析与报警系统等几个关键模块。
第一个模块是传感器模块,用于实时采集钢球成型过程中的重要参数。
传感器可选择压力传感器、温度传感器和电流传感器等一系列传感器。
压力传感器用于检测与控制成型过程中的压力变化情况,温度传感器用于监测成型过程的温度波动情况,电流传感器用于监测成型机器的电流使用情况等。
这些传感器可以将实时数据传输给数据采集与处理装置。
数据采集与处理装置是第二个模块,用于接收传感器模块传输过来的数据,并进行实时采集和处理。
这个装置具有高性能的微处理器,能够将传感器采集到的模拟信号转换成数字信号,并进行实时数据处理和数据分析。
通过对数据的处理和分析,可以得到成型过程中各个参数的变化情况,并通过数据传输与存储装置传输和保存。
数据传输与存储装置是第三个模块,用于将处理好的数据传输到数据分析与报警系统以及存储数据。
传输的方式可以选择有线或无线传输,根据实际需求来决定。
存储数据的装置可以选择硬盘或者云存储,以便后续的数据分析和报警使用。
数据分析与报警系统是整个系统的核心部分,用于对传感器模块采集到的数据进行分析和报警。
通过对数据的分析,可以及时发现成型过程中的异常情况,并通过报警系统进行提醒。
这个系统可以运用一些数据挖掘和机器学习算法,通过大量的历史数据的分析,可以建立起一个预测模型,提前预测到质量异常和生产问题的发生。
总结来说,轴承钢球成型在线监测系统的设计包含了传感器模块、数据采集与处理装置、数据传输与存储装置和数据分析与报警系统这几个关键模块。
通过这个系统的应用,可以实现对轴承钢球成型过程的实时监测和控制,提高生产效率和产品质量。
轴承在线视觉检测系统设备工艺原理

轴承在线视觉检测系统设备工艺原理随着制造行业的快速发展,轴承作为机械行业中的基础零部件,其性能十分重要。
如何保证轴承的质量稳定,是轴承生产企业一直关注的问题。
而在线视觉检测技术则成为了解决轴承质量问题的有效手段之一。
本篇文章将介绍轴承在线视觉检测系统设备工艺原理。
轴承在线视觉检测系统设备工艺介绍轴承在线视觉检测系统是一种利用高分辨率数字相机和先进的数字图像处理技术实现对轴承进行在线检测的技术。
该系统可以将轴承设备与计算机相连接,实现轴承的在线检测和数据采集。
此外,通过数据处理和分析,该系统还可以为轴承制造企业提供更为精准的质量控制和管理技术支持。
掌握轴承在线视觉检测系统设备工艺原理,需要具备相对的技术门槛。
首先,需要了解系统所采用的技术要点,以及系统组成部分的作用和功能。
此外,还需要具备对相机图像处理和数字图像处理的基本知识,理解轴承样本轮廓信息的提取和转换方式,保证检测结果的准确性和实时性。
轴承在线视觉检测系统设备工艺原理相机拍摄和图像采集轴承在线视觉检测系统采用高分辨率数字相机,将轴承样本成像传输至计算机,实现轴承样本的图像采集和数据处理。
在相机拍摄过程中,需要保证轴承样本的正常运转和轴承旋转角速度的控制,以充分反映轴承的运转性能。
通过高分辨率图像的采集和传输,系统可以显示轴承的内部组件情况,为后续的质量评估和分析提供数据支持。
图像处理和特征提取轴承在线视觉检测系统还涉及到图像处理和特征提取技术。
要对轴承的质量进行准确评估,需要对轴承图像进行增强和修正,进一步提取出轴承的轮廓和表征特征,实现轴承质量检测和分类。
在图像处理和特征提取中,需要采用先进的数字图像处理算法,对特定的轴承样本进行分析,并提取出样本中的关键特征。
这些特征包括尺寸、形状、表面纹理、颜色等,在图像处理和数据分析中发挥着重要的作用。
轴承质量检测和分析轴承在线视觉检测系统通过数字图像处理和数据分析技术,实现对轴承质量的在线检测和分类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三部分
一、项目概况
1.项目名称:轴承检测流水线系统改造
2.预算金额:人民币38万元
3.设备名称及数量:
三、采购产品数量及主要技术参数及性能
(一)采购产品数量
新购1套26系列轴承检测系统及18米轴承传送线
★(二)主要技术参数及性能
(对重要的指标或性能参数投标人有一项不符合,将视为无效报价)
1、26系列轴承检测系统主要性能参数要求
(1)满足《铁路货车轮轴组装检修及管理规则》(铁运〔2007〕98)号工艺要求,并满足货车轴承检测需要。
(2)系统应具备自检功能,准确提示设备实际测量精度是否满足轴承一般检修工艺规程要求的测量精度。
(3)系统应具备测量数据与上传数据实时在线比对功能,使操作人员能够及时发现数据采集和上传环节中出现的数据变化。
(4)系统应将实测数据、标准值、标准件数值、测量结果定性判别结论(“合格”、“不合格”等)同时反映在操作界面,“不合格”结论的提示报警应足以使操作人员收到提示,并不致造成误判。
(5)系统应对误传数据或人工修改后的数据有比对、鉴别功能,使作业质量安全管理能够实现自检、互控和责任追溯。
(6)系统应自动生成铁道部轴承一般检修工艺规程要求的相关报表,并能自动转换生成满足用户轴承检修生产管理所需的各类报表。
(7)系统硬件须至少包括:测量仪器、配套使用的标准件、测量仪表、测量微机、服务器、
打印机(包括配套的不间断电源、保护开关)、操作界面硬件(工位输入、显示、提示、报警设备);测量仪器与测量微机、服务器、打印机之间数据传输、通讯接口硬件;系统满足工艺要求所需的其他硬件设备;放置系统硬件及操作所需的台、架、桌椅等配套设备,并与输送线衔接良好。
(8)系统硬件的配置应达到以下要求:量仪、仪表及其数据采集、发送接口、微机系统硬件应全部采用标准化通用大批量产品,互换性好,用户在质保期后应可于三日内在国内电子产品市场上及时买到系统使用的任何整机及零部件;系统硬件的品牌、功能、参数应不低于目前国内市场上的主流产品,并在五年内不会被主流市场淘汰,保证用户在设备使用期内能在国内电子市场上及时得到所需硬件;
2、输送线主要性能参数要求:
(1)传输线长度18m
(2)最大输送载荷不小于60kg/m
注:须另外免费将兰州既有的1台双LL油封拆罩机、1台轴承精洗机、1台6000型零件探伤机(含轴承外圈磁粉探伤实物试块)、一套30型轴承检测系统运输至嘉峪关车辆段内,并负责免费安装调试,使买方能够良好使用。
四、质量保证要求:
无论在《用户需求书》中指出与否,卖房提供的产品质量须保证优良,性能必须稳定、安全可靠,使用零部件必须符合国家标准并具有合格证,设备整机出厂符合国家或行业标准,并保证买方生产需要,否则买方有权废止合同并拒绝付款,卖方无条件承担一切责任。
五、设备的一般要求
1.设备采用的配件必须是制造商原装、全新的产品,符合国家、行业的出厂标准。
2.设备采用的配件外观清洁,标记编号清晰、明确。
3.对于影响设备正常工作的必要组成部分,无论在技术规范中指出与否,报价人都应提供在报价文件中明确列出。
4.设备采用的关键配件必须提供出厂合格等质量证明文件。
5. 设备采用的配件必须是在中国范围内合法销售、原装、全新,并完全符合用户要求的产品。
6.报价人所报设备工艺技术等必须满足或优于以上技术参数要求。
7.设备厂家须绘制维修所需原理图及所需图纸,编辑常见故障处理方法,在提供纸质设备说明书的同时提供电子版本说明书。
8. 无论在《用户需求书》中指出与否,投标厂商须无条件服从有利于买方的在招标现场补充提出的竞争性谈判条件(资质、业绩、标准等)。
9. 无论在《用户需求书》中指出与否,若因生产和现场所需,则卖方在与买方签订技术协议时须无条件满足买方生产所需,使设备切实满足买方生产需要和现场需求。
10.投标人须能在竞争性谈判现场提供清晰的产品各部外观图片和技术说明书。
11.中标厂家在产品生产前,应主动与买方进行技术联络和技术规格确认,以保证产品的性能、尺寸及相互间配合无误。
六、售后服务要求
1.设备质量保证期为一年(均从买方最终验收签字生效之日算起),保质期内如有零部件损坏,自更换该件起,再对该零部件重新质保。
设备质量保证期内所有服务均为免费。
卖方须安排人员进行包含节假日在内的全天候(7*24小时)电话值班,自接到服务通知(电话、传真或信函)始,3小时内给买方作出响应;对用户不能自行解决的问题,卖方人员须在3个工作日内到达用户现场排除故障。
卖方需长期以成本价提供易损件或其他损坏配件,若在一个大修期内配件型号因淘汰无法采购,厂家需负责对设备进行免费升级并维护(各种配件的价格不得高于招标时的价格)。
2.所供产品须按厂家承诺实行“三包”,若发现存在缺陷,供应商须无条件退货或更换同类产品。
3.项目为交钥匙工程,所有设备均由成交供应商免费送货至指定的地点并安装调试好。
4、若出现软件部分不符合国家、铁道部相关工艺要求时,投标方须无条件对软件部分给予免费升级。
七、包装及发运要求
1.设备的包装和发运必须符合设备特性要求。
2.为了保证设备在长途运输和装卸过程中的安全,设备包装应符合国家或行业标准规定。
由于包装不善导致设备锈蚀、缺失或损坏,由供应商承担一切责任。
3.零件的包装物,必须保证零件在运输过程中,不能碰伤,不致变形、损坏和散失。
4.包装物应标明制造厂名称、厂标、产品名称、型号、包装数量、重量及必要的其它标志,如勿压等字样。
5.每件包装物内应有装箱单和附有技术检验部门及检验员印章的产品合格证及必要的技术文件(如安装使用说明书等)。
八、交货地点及到交货时间
★1.交货时间:中标后一个月内。
2.交货地点:车辆段。
★九、业绩要求:
投标单位生产的26系列轴承检测系统在全路客、货车车辆段(国铁)成熟应用实例原则上不少于3件(近三年至少有1件,并提供配套中标通知书),须在招标现场提供全路客、货车车辆段(国铁)出具的设备使用情况良好证明原件或复印件或传真件(须注明该单位使用是投标单位生产的26系列轴承检测系统,注明通过竣工验收且设备使用情况良好,并加盖公章),全路客、货车车辆段(国铁)出具的设备使用情况良好证明原件或复印件或传真件上须有使用单位证明人的单位、所在部门、职名、姓名(证明上原则上须有证明人的签名)、联系电话,投标单位须签字确认并对真实性负责,若招标会上或会后查明造假则不但取消中标资格(存在造假、中标的情况)并取消投标单位1年至3年内参与路内投标的资格。
十、验收要求
1.依文件要求对全部设备、型号、规格、数量、外型、包装及资料、文件(如装箱单、保修单、随箱介质等)的验收。
2.拆箱后,应对其全部产品、零件、配件、资料、介质进行登记,并与装箱单进行比对,如有出入由供应商解决,如影响安装及使用则按合同有关条款处理。
3.如设备测试过程中发现设备性能指标或功能上不符合用户需求书、合同及技术协议规定时,将被看作性能不合格,买方有权拒收并要求赔偿。
4.投标者提供全部的技术条件,包括技术数据、试验报告、检查方法和包装。
十一、其他要求
1、卖方提供的产品及服务须符合国家及相关部门的技术标准。
2、卖方须满足用户需求书中所提出竞争条件,否则可视不满足谈判文件要求处理。