数控外圆磨端面外圆磨简明使用手册V3.3
数控外圆磨端面外圆磨简明使用手册V3.3
面板的冲洗开关打开,本键不起开关作用。
头架正转:在手动状态下按此键,头架带动工件旋转。按“头架停止”停止旋转。
头架点动:在手动及自动时按下均能使头架低速旋转,松开后停止。
循环启动及循环停止:与“附加操作面板”中的“循环启动”“循环停止”等 伺服 效。加工时应当使用小面板的循环启动及暂停按钮,因为它们是很方便更换的。 使能
“插入或覆盖转换 INSERT”等待都位于此区域。 光标控制区进行光标的上下左右移动、“光标到行尾 END”以及翻页和“选择 SELECT”键 数控操作区域:“加工 MACHINE”用于显示当前加工状态,“OFFSET PARAM”用于显示坐标偏置和
R 参数等,“PROGRAM”用于程序的查看和编辑,当前如果没有打开程序时,按此键则直接是打开“程序 管理器 PROGRAM MANAGER”,“SYSTEM ALARM”是“系统参数”和“报警显示”的共用键。按住“SHIFT” 键再按此键后进入“系统参数显示和设置”画面。
但操作人员或维护人员不应该完全依赖这些安全装置,需要熟知下述事项,从而避免事故发生。
2.1 通电时需确认的事项
2.1.1 关好控制电柜、操作控制箱门。 2.1.2 机床周围不要放置无关物品。 2.1.3 安装或搬移设备后接通电源时,需确认三相电源(A、B、C)的相序。 2.1.4 电源接通顺序:打开总电源开关,西门子数控系统自行引导上电,此过程大约两分钟。 2.1.5 释放急停开关,复位报警,机床进入待机。
步进
议用异步 1 比较安全。坐标 0 明显在当前位置的后方,则用异步 2 比较方便
自动
方式
3.1.4 附加操作面板
提供系统控制电源指示灯、量仪选择开关、头架高低速开关(选配)等等。 量仪选择开关为上升沿脉冲触发,不旋转不会产生控制。头架高低速开关(选 头架
外圆磨安全操作规程

外圆磨安全操作规程(1)操作者必须熟练掌握外圆磨床的操作要领和技术性能,方可上岗操作,学徒工未经授意不得单独操作机台;检查操作手柄、开关、旋钮是否在正确位置,操纵是否灵活,安全装置是否齐全、可靠,然后方可接通电源;按照润滑油图表要求加注润滑油,并检查润滑系统及油箱油量,以保证适当油量、油质符合要求;启动油泵,排除工作台油压筒内的空气,同时检查油压是否正常;使砂轮架快速送进或退出,检查头架拨盘和冷却泵是否同时启动或停止;停机8小时以上再使用机床时,应先低速运转3~5分钟,确认润滑、液压、机械、电气、冷却系统运转正常后方可开始工作;机床运转中出现异常现象,应立即停机,查明原因,故障完全排除后才能开机. (2)根据工件的材质和工艺要求合理选用砂轮及切削用量;装卸和测量工件时,必须将砂轮退离工件,并在停机后进行;工件装夹必须合理牢固;砂轮磨钝后应及时修整,不得继续使用,修整砂轮应选用尖锐的金刚石,修整时必须使用冷却液。
(3)更换砂轮时,应严格按规定拆装,安装的砂轮必须是合格品,砂轮需经静平衡,有特殊规定时,要进行动平衡;砂轮安装后,应空转3—5分钟,确认砂轮运转正常方可使用;根据工件的磨削长度,调整好尾架和换向档块的位置,并紧固,同时调整好工作台所需的速度;砂轮接近工件时,必须用手动慢进给使砂轮与工件接触,不得发生碰撞现象。
(4)禁止在两顶尖或工作台面上敲打、校直工件;工件与砂轮未离开时不得中途停机;机床运转时,操作者不准擅自离开岗位或托人看管;严禁超规格、超负荷、超转速、超温度使用机床。
(5)使用内圆磨具时,应正确安装、合理选用加长磨杆,联接前应将锥孔、锥面擦净拧紧,并检查同轴度,符合规定要求后方可试车使用;圆磨削时,要认真检查电气限位开关是否可靠,以保证在内圆磨削中砂轮没有快速进退和自动进给运动. (6)停机前让砂轮空车运转2分钟以上,使其干燥;必须将各操纵手柄、开关、旋钮置于“停机”位置,切断电源;认真做好设备的清洁保养,做好润滑加注工作;产品零件要摆放整齐,工作区附近的铁销、余料等要及时清理,以免堆积造成人员伤害。
在外圆磨床或端面外圆磨床上磨出内凹端面的几种情况及原因浅析
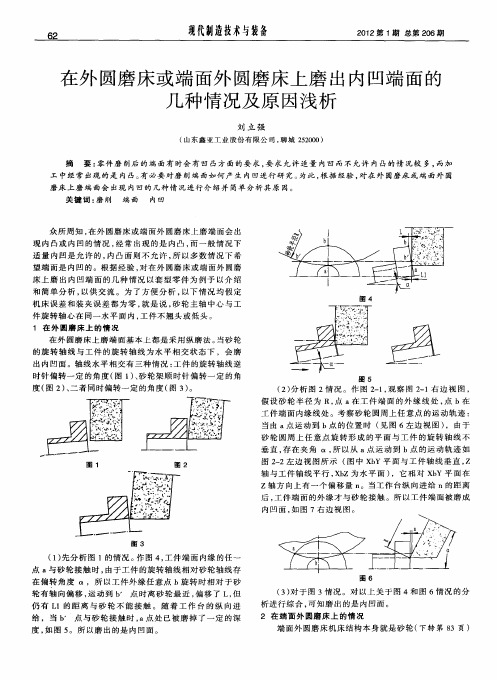
磨 削母 线 修 整 为 与 工 件 端 面 有 适 当 的 夹 角 ( 种 情 况 应 这 用很 多 ) 会 使 端 面产 生 内凹 。 ,
S v r l n t n e a o t Th t a d a e s e e a I sa c s b u a He F c I Grn e idd i t n e n av y Cy i d r Gr n e r He d F c & n o I n r Co c e b l e i d r o a a e n Cy i d r Grn e n a o a y i l e i d r a d Re s n An ss n l
( uhuCt,i giAt har,uh n34 0 F zo i J n x rT et F su 4 0 0) y a e
Ab ta t h i ril ecie h lsic t n o tg C u t s sr c :T sat e d s r ste ca sf ai fsa e ao si , c b i o c
图 5
( 分 析 图 2情 况 。作 图 2 1 观 察 图 2 1右 边 视 图 , 2) - , - 假设 砂 轮 半径 为 R, a在 工 件 端 面 的外 缘 线 处 , b在 点 点
工 件端 面 内缘 线处 。考 察 砂 轮 圆周 上 任 意点 的运 动 轨迹 : 当 由 a点运 动 到 b点 的位 置 时 ( 图 6左 边 视 图 ) 见 ,由 于 砂 轮 圆周 上 任 意点 旋 转形 成 的平 面 与工 件 的旋 转 轴 线 不
线 逆 时 针 偏 转 一 定 的角 度 ( 种 情 况 应 用 较 少 ) 将 砂 轮 这 ; 架 顺 时 针 偏 转 一 定 的角 度 ( 种 情 况 应 用 较 多 ) 将 二 者 这 ; 同 时偏 转 一 定 的 角 度 ( 种 情 况 应 用 很 少 ) 这 三 种 情 况 这 ;
《数控车床加工工艺与编程操作》项目二 外圆与端面加工

(1)指令格式
G01 X(U)Z(W)F;
(2)指令说明
(3)实例
任务实施
1.工艺分析。
2.程序编制。
3.程序校验。
4.零件加工。
任务小结
回顾本次任务所学知识,强调本节课的重点与难点,让同学掌握G00/G01指令格式及其应用,并学会运用G00/G01编制外圆与端面加工程序。
学习评价
教师姓名
授课形式
讲授
授课时数
4+10授课日期年月日源自授课班级授课项目及
任务名称
项目2外圆与端面加工
任务一短轴加工
教学目标
知识目标
1.了解车削外圆与端面的方法。
2.熟练掌握装刀与对刀操作。
3.了解切削用量的确定方法。
技能目标
1.掌握G00、G01指令格式及其应用方法。
2.学会短轴加工的编程方法及其加工。
教学重点
1.车削外圆与端面刀具的选用。2.装刀与对刀。
3.切削用量的确定。4.G00、G01指令格式及其应用方法。5.短轴零件加工程序的编制。
教学难点
1.对刀。
2.短轴零件加工程序的编制。
教学方法
教学手段
先借助于多媒体课件,并对比普通车削加工工艺学习车削外圆与端面刀具的选用、装刀与对刀、切削用量的确定、G00、G01指令格式等知识点。讲授G00、G01指令时,教师要让同学明确二者的走刀轨迹和指令应用方法,避免出现编程错误,造成撞刀等安全事故。同学第一次接触数控车床程序编程,好奇心比较浓,教师利用同学们的好奇心,激发他们的学习兴趣。
(2)45°车刀
(3)90°车刀
2.车削端面的方法
二、装刀与对刀
1.车刀的安装
数控端面外圆磨床操作规程
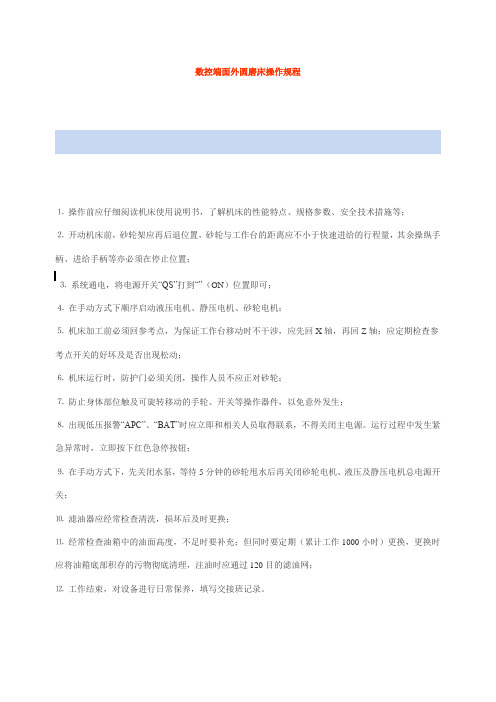
数控端面外圆磨床操作规程
⒈操作前应仔细阅读机床使用说明书,了解机床的性能特点、规格参数、安全技术措施等;
⒉开动机床前,砂轮架应再后退位置,砂轮与工作台的距离应不小于快速进给的行程量,其余操纵手柄、进给手柄等亦必须在停止位置;
⒊系统通电,将电源开关“QS”打到“”(ON)位置即可;
⒋在手动方式下顺序启动液压电机、静压电机、砂轮电机;
⒌机床加工前必须回参考点,为保证工作台移动时不干涉,应先回X轴,再回Z轴;应定期检查参考点开关的好坏及是否出现松动;
⒍机床运行时,防护门必须关闭,操作人员不应正对砂轮;
⒎防止身体部位触及可旋转移动的手轮、开关等操作器件,以免意外发生;
⒏出现低压报警“APC”、“BAT”时应立即和相关人员取得联系,不得关闭主电源。
运行过程中发生紧急异常时,立即按下红色急停按钮;
⒐在手动方式下,先关闭水泵,等待5分钟的砂轮甩水后再关闭砂轮电机、液压及静压电机总电源开关;
⒑滤油器应经常检查清洗,损坏后及时更换;
⒒经常检查油箱中的油面高度,不足时要补充;但同时要定期(累计工作1000小时)更换,更换时应将油箱底部积存的污物彻底清理,注油时应通过120目的滤油网;
⒓工作结束,对设备进行日常保养,填写交接班记录。
V33机床维护手册

5 铁屑/废油集 结 检查是否需要 少于箱体容量
箱
倾倒,清除
的2/3
1 机床零部件
检查机床操作 部位是否完好
周 2 主轴油温控制器 清洗主轴油温 控制器过滤网
检 3 冷却单元
清洗铁屑收集 器过滤网
40ºC以下温 水冲洗,禁止 使用硬物
TR06-0629SW 2
检查部位
检查项目
参考标准
备注
月1 检
电源
检查油面高度 高于低油尺标 shell68导轨
是否在正常值
记2/3
油
3
冷却液箱
检查液面高度 高于低油尺标
是否在正常值
记2/3
4 气压控制装置 检查压力表的 气压指针在绿 读数是否正常 色标签中间
检
油气分离装置 检查分离器内 部是否有沉积 物
拆开清洗
空气过滤器
检查空气过滤 器内部是否有
杂物
2000H清洗 或者更换检Fra bibliotek更换主轴油
注:如果机床长时间不用 *清洁所有没有油漆涂装暴露面并抹上防锈油 *主轴上应装上刀具 *此维护表是建立在每天8小时工作制基础上
TR06-0629SW 3
V-33 外观图
正面
刀库
主控制面板
冷却液箱
TR06-0629SW 4
主轴油温控制器
侧后面
气动控制装置
油 雾 装 置
导轨润滑油箱
TR06-0629SW 5
检查电源电压是 否正常
50Hz:180-220v 60Hz:200-240v
季 1 机床整体 检查机床各零部 件是否完好无损
度
2 主轴油温控 检查主轴油是否
检
制器
干净
数控坐标磨床使用说明书

MK4280 MK2945C MK2932B MMX4132 MGX2945B MGX2932B高精度坐标磨床S E R I E S J I G G R I N D E R四川普什宁江机床有限公司PushNingjiang Machine Tool Co.,Ltd.NINGJIANG MACHINE TOOL宁江机床数控坐标磨床MK4280C N C J i g G r i n d er机床为连续轨迹数控坐标磨床。
具有六轴控制(X 、Y 、Z、U、A、C ),三轴联动(X 、Y 、C 、A 中任意三联动)的功能。
利用直线和圆弧逼近的方法,可对淬火后的具有任意曲线的平面图形的样板、模具型腔和冲头等零件进行加工。
The machine is a continuous path CNC grinder.Three axis ( among X, Y , C, A) of the total six (X, Y , Z,U, A, C) could be simultaneously controlled. Hardened workpiece with complicated shape (such as drawing templet, die space, ram head and etc) could bemachined by linear or circular approaching method.适用范围ApplicationsNINGJIANGMACHINE TOOLSApplicatiions could be entarged when the followingaccessories is equipped.45°angle plate to grind inner or outer sphere (not more than a semi-sphere)Groove grinding accessory to grind key way and square hole larger than 40×40 mm (L ×W)Adjustable angle plate to grind taper hole using columnar wheelCircular wheel dresser to dress wheel of groove grinding accessory. Form grinding and profile grinding could be performedDrum type cam could be machined by horizontally installed CNC rotary table. Archimdes spiral cam and equant shape could be machined by vertically installed CNC rotary tableSpin table (Oprional) is designed for rotary workpiece with non-linear generatrixLarge power grinding head is provided for heavy grinding. Carbide miller(max. diameter ø10) could be mounted on grinding head for light milling. ling depth is 0.3mm.当采用下列附件时可以扩大加工范围:使用45°角度板可以磨削内外球面(不超过半个球面)。
数控车床加工工艺与编程-外圆与端面加工讲义PPT课件( 66页)

由上述尺寸可确定零件的轴向尺寸应该以零件 右端面为基准。
一、确定零件的加工工艺(4-2) 2. 零件的装夹 用三爪自定心卡盘装夹零件,粗车零 件右端外形,外圆留加工余量2mm。
工件 零件装夹示意图
编程原点
一、确定零件的加工工艺(4-3) 3.填写工艺卡片 (1)零件的数控加工工艺卡片
三、外圆加工的质量分析(5-1)
1.工件外圆尺 寸超差
产生原因 1.刀具数据不准确 2.切削用量选择不当产生让 刀 3.程序错误 4.工件尺寸计算错误
预防和解决方法 1.调整或重新设定刀具数据
2.合理选择切削用量
3.检查、修改加工程序 4.正确计算工件尺寸
三、外圆加工的质量分析94与G90循环的最大区别在于,G94第一
3.
3
多台阶轴类零件
如何进行零件误 差分析?
课前预习
1.车削循环指令概述
车削循环指令是指用含有G功能的一个程序段来完成本来 需要用多个程序段指令的加工程序,使程序简化。 车削循环一般用在去除大部分余量的粗加工中。 各类数控系统循环指令的形式和编程方法相差甚大。 本任务主要介绍FANUC数控系统的车削循环指令。
3
φ
0 0.039
2
5
-
0 0
.
1
40
-
4
1
φ
简单的短轴零件
任务分析
零件外圆
3.2
1
零件端面
2
该零件上包含哪 些加工要素?
加工该零件需要 哪些基本指令?
6
0
.
0 0
-
0
3
φ
2
5
-
0 0
.1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.4 工作结束时的注意事项
2.4.1 工作结束时要清扫机床周围。 2.4.2 把机床各轴停在中间位。 2.4.3 砂轮空转一定时间以便脱水。 2.4.4 关断电源顺序:按“急停开关”—确认砂轮已经停止--关断总电源开关。
2.5 出现异常现象
2.5.1 操作者及维修人员都应该了解机床的各报警含义及其对策,详见”表 4” 及 SINUMERIK 802D 诊断说 明书,并及时记录报警号及报警内容以便分析和维修。 2.5.2 轻微故障可以先暂停程序或者复位程序,如果情况紧急,操作者可迅速按操作面板上的“急停”开关。 2.5.3 负责维修的人员要了解情况后,再处理。 2.5.4 共同作业时,协凋工作内容,避免误操作带来的人员伤害和机床损坏。 2.5.5 保险及其它替换备件,要使用指定的规格。
但操作人员或维护人员不应该完全依赖这些安全装置,需要熟知下述事项,从而避免事故发生。
2.1 通电时需确认的事项
2.1.1 关好控制电柜、操作控制箱门。 2.1.2 机床周围不要放置无关物品。 2.1.3 安装或搬移设备后接通电源时,需确认三相电源(A、B、C)的相序。 2.1.4 电源接通顺序:打开总电源开关,西门子数控系统自行引导上电,此过程大约两分钟。 2.1.5 释放急停开关,复位报警,机床进入待机。
2.3 手动运行、自动运行机床时的注意事项
2.3.1 确认机床零点(配置绝对式编码器的忽略此项) 2.3.2 手动检查砂轮的开停、冷却的开闭、量仪摇臂的上下(如果有)、量仪的进退,顶尖的进退,各防护 罩、板、防水胶皮的完备。或者使用编程有各动作的热机程序来进行检查。确认冷却液喷嘴位置合适 2.3.3 自动加工前应当用合格品或标准件检验量仪的测值,确认正常后再进行。 2.3.4 首件加工时建议在量仪测量前的程序段使用单步加工方式,并降低进给倍率,确认正常后在量仪进 入时恢复连续加工和正常倍率。 2.3.5 配置有动静压砂轮主轴的机床,必须等砂轮静止时才能关闭主轴油泵以及关闭电源,涉及到安全事 故时例外。主轴油压储能装置应定期检查储能保压能力。
参考手册: 1 , 数 控 端 面 外 圆 磨 床 简 明 使 用 手 册 V1.2 2010.11.08 ( PLC 版 本 : MK13MK16_802D_V7.4 & MK13MK16_802Dsl_V7.9) 2,数控外圆磨简明使用手册 V1 2010.06.22 (PLC 版本:MK13MK16_802Dsl_V7.42)
意见及建议反馈:cqmlf@
数控磨床简明使用手册
V3.3
一、概述
重 庆 磨 床 有 限 责 任 公 司 自 2001 年 成 规 模 生 产 、 改 造 的 数 控 外 圆 磨 床 。 产 品 型 号 包 括 MK1320/MK1332(数控外圆磨床)、MKS1320/MKS1332(数控高速外圆磨床)MKS1620/MKS1632(数控端 面外圆磨床)。如未加说明有,本手册中“机床”泛指“上述所有型号数控机床”。
“插入或覆盖转换 INSERT”等待都位于此区域。 光标控制区进行光标的上下左右移动、“光标到行尾 END”以及翻页和“选择 SELECT”键 数控操作区域:“加工 MACHINE”用于显示当前加工状态,“OFFSET PARAM”用于显示坐标偏置和
R 参数等,“PROGRAM”用于程序的查看和编辑,当前如果没有打开程序时,按此键则直接是打开“程序 管理器 PROGRAM MANAGER”,“SYSTEM ALARM”是“系统参数”和“报警显示”的共用键。按住“SHIFT” 键再按此键后进入“系统参数显示和设置”画面。
步进
议用异步 1 比较安全。坐标 0 明显在当前位置的后方,则用异步 2 比较方便
自动
方式
3.1.4 附加操作面板
提供系统控制电源指示灯、量仪选择开关、头架高低速开关(选配)等等。 量仪选择开关为上升沿脉冲触发,不旋转不会产生控制。头架高低速开关(选 头架
正转
配)有两位置和三位置的,三位置如果处于空档,将认为是低速档。
二、操作注意事项
因意外事故可能会造成人身伤害和机床损坏,机床配置了安全装置(包括硬件和软件): 1, 机床防护罩(包括砂轮防护罩) 2, X、Z 轴的极限限位开关。在此开关范围内的软极限开关(参数设定)和可编程软极限。 3, 急停按钮。 4, 进给暂停按钮、复位键。 5, 过热、过流保护开关,以及互锁开关、门开关(选配)。 6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。 7,使用程序锁或者操作权限(密码)来保护程序和变量以及参数不被意外修改。 8,基本联锁:这种联锁必须修改 PLC 才能改变,例如砂轮未启动时冷却液不能启动 9,可变联锁:这种联锁可以通过修改参数取消,例如将动静压主轴更换为普通主轴时,可以取消主轴油 泵和砂轮的联锁。主轴压力继电器故障时,可以取消压力继电器和砂轮的联锁。 10,界面已经编入多种保护措施,如果需要修改请联系我公司技术人员。 11,自动运转启动后可能激活已经编入加工程序的保护措施,可以修改程序来改变。
2.3.6 2.3.7 量仪是精密测量仪器,在意外碰撞量仪后,必须用合格品或标准件检验量仪并拧紧各联接机构。 2.3.8 在线磨削加工首件时应当观察量仪测量值,在量仪进入时务必大于量仪的控制尺寸。 2.3.9 定期检查头架皮带的松紧及拔叉的坚固情况。在工件未被正常带动旋转的情况下,量仪将无法控制。 2.3.10 进给倍率在 0%时机床将静止不动,剩余行程仍会正确显示,非移动的指令仍将正确执行。在调试 程序时,可以用倍率为 0%来观察机床的预期移动量和移动方向,其效果好于“循环暂停”。
重庆磨床有限责任公司
数控外圆磨床
数控端面外圆磨床
简明使用手册
MK1320/MKS1320 MK1332/MKS1332
MKS1620 MKS1632
V3.3
2011/07/06 2011/05/30 2011/02/13
最近修订 V3.1 V3.0
SIEMENS802DSL
PLC 版本 MK13MK16_802Dsl_V7.94
三、机床操作
3.1 西门子 802DSL 操作说明
3.1.1 键盘操作 键盘分为四个操作区域。 白色字符区提供 0-9、A-Z(全部)及常用符号。绝大部分的字符键是两个字符共用的,通过按“SHIFT”
(上档键)来进行选择。 字符区下方为编辑控制区,“上档 SHIFT”、“空格”、“退格 BACKSPACE”和“删除 DEL”、“输入 INPUT”、
下关闭伺服驱动。此键的作用类似于步进电机的功放开关。
主轴(油泵):配置有动静压砂轮主轴的机床,按此键打开主轴供油,再按此键关闭
主轴供油。在砂轮正在工作或砂轮停止时间未达到规定时,此供油不能被关闭,机
床作了互锁处理。
水泵:停止的砂轮进水后会不平衡,影响使用,因此在砂轮工作之后才能打开水泵。
冲洗:选配了冲洗泵的机床,本按键的指示灯在冲洗泵工作时点亮。冲洗由附件机床
2
数控磨床简明使用手册
V3.3
2.2 机床周围事项的确认
2.2.1 每天上班时,确认液压油箱,砂轮主轴油箱,冷却液箱内的油量或冷却液量。 2.2.2 各单元的油(包括冷却液)按说明书定期更换和补充。 2.2.3 各部位压力表的压力按说明书确认是否正常。 2.2.4 进入防护罩内作业时,必须急停机床,或者有专人监护,确认安全后再进行。
本手册所述数控系统为 802DSL,系统硬件版本为 1.4.5 之后,带有我公司研发的自定义磨削界面(以 下简称为“界面”)。如果用户未使用“自定义磨削界面”,请参考下述版本的使用手册。参数配置基于 PLC 版本为 V7.8 之后,与 V7.34 有少量差异,V7.34 至 V7.8 之间的机床如果要参照本手册更改参数配置,请 备份后再操作。
3
数控磨床简明使用手册
V3.3
2.6 其它
2.6.1 穿好安全服装(鞋、帽)后再工作。 2.6.2 经常整理,清扫机床四周。 2.6.3 勿用湿手触摸电器元件。 2.6.4 定期清洗液压油泵过滤网,以使机床工作在最佳状态。 2.6.5 电气维修定期检查 2.6.6 机床的额定电压为 380V±5% 伺服系统额定电压为 380V380V±10% 2.6.7 定期清理散热通风装置和伺服驱动器散热风扇,检查冷却风扇转速,清洗风扇的油污和空气过滤器。 2.6.8 尽量减少打开数控柜和强电柜门,以免油雾、灰尘。检查密封条,更换损坏的密封条。 2.6.9 长期不使用数控机床时,定期对数控机床进行保养。每周至少让数控机床通电一次,防止数据因电容
选择回零方式,先回 X 轴
按下
方向键,X 轴回零,在回参点窗口中显示 X ,表示坐标 X 轴已回参考点。然后按下
方向
键,X 轴回零,在回参点窗口中显示 Z ,表示坐标 Z 轴已回参考点。
注意!请保证原点减速开关的紧固和测量间隙,否则“回参考点(回零)”产生报警 70002、失败或损坏开关!
5
数控磨床简明使用手册
3.1.7 手轮操作及手动连续进给
按 选择手动方式,手轮操作盘选择 X 轴或 Z 轴时,系统显示“70019 手轮生效”,JOG 按键自动
变为步进方式。手轮操作盘上 X1、X10、X100 为每格倍率,旋转手轮,坐标轴就会朝相应的方向的移动。 JOG 操作按键需要连续运动时,必须先关闭手轮(手轮轴选置于 OFF 位置),然后可以按相应的方向键 (+X-X+Z-Z)移动各轴。同时按着“快速叠加”键,坐标轴将以参数定义的快速度运行。“进给倍率”可 以控制进给的速度。
V3.3
砂轮
水泵
主轴 油泵
冲洗
手动 方式
单段 执行
回零
手动 数据
头架 停止
头架 点动
+X 快速 -Z 叠加 异步 -X 1 表3-1
+Z
异步 2
3.1.5 增量式编码器手动返回参考点 安装有增量式编码器的机床有原点减速开关。按