拔模角设计规范----经验
模具设计时拔模角度的设置

模具设计时拔模角度的设置討論拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大.而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教這個話題剛好我在別的論壇上發表過先轉貼過來了:「拔模角」這個問題對機構人員來說,是個非常重要的課題 .什麼情況要畫拔模斜度?什麼情況不需要斜度?外觀斜度要多少?補強肋,螺絲駐斜度要多少?真的都需要經驗,及和模具設計人員討論對機構人員來說,不要畫拔模角是最好的因為在畫所有的結構時,標尺寸的參考只有「一條線」加了斜度後,正式圖看起來就有「二條線」萬一選錯條,以後就麻煩了(有經驗的人應該聽的懂吧!)供一下個人的經驗:拔模斜度可以在所有的結構都完成後,再來一次畫出來一方面可以避免出錯一方面可以加快軟體運算的速度.其實一個負責任的機構人員 .應該是要把「該有」的「所有拔模斜度」都畫出來 .如果你把這項工作交給模具設計人員來畫的時候 .他怎麼知道你哪些地方是做「緊配合」,哪些有「間隙」?而且拔模基準面應該是以「底部」,還是「頂部」為準呢?一旦「猜錯」了,有可能成品就會有干涉了 .還有有些比較高,比較深的結構是做「入子」的以及有些螺絲孔是做「套筒」的那時需不需要做斜度,那裡不需要做斜度就要跟模具人員好好討論了「拔模斜度」這個話題還有很多可以討論的常常為了這個問題會讓模具設計人員對機構設計人員有很大的抱怨這個可以多聽聽版上那些模具設計人員的心聲一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
铸造拔模角度
铸造拔模角度
铸造拔模角度指的是在铸造过程中,为保证模具顺利脱离铸件,需要设置的模具垂直拉出方向与铸件轴线的夹角。
铸造拔模角度的大小取决于铸件形状、材料和铸造方法等因素。
在铸造过程中,由于铸件与模具表面存在一定的摩擦力和吸附力,使得铸件难以直接脱离模具,因此需要合理设置铸造拔模角度,使模具相对于铸件有一个斜向的拉出力。
一般来说,铸造拔模角度越大,拉出力越大,但同时也会增加模具与铸件之间的摩擦力和毛坯的变形。
根据不同的铸造材料和形状,通常设置的铸造拔模角度为
1°~3°。
对于大型、复杂的铸件,拔模角度可能会更大。
此外,还需考虑铸造壁厚、冷却速度和模具结构等因素,以保证铸造过程的顺利进行和铸件的质量。
塑胶件拔模角度如何选择设计
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,对模塑产品的任何一个侧面,都需有一定量的脱模斜度,以便产品从模具中顺利脱出。
塑件设计之拔模角度确定脱模斜度的大小一般以0.5°~1°居多。
具体选择脱模斜度注意以下几点:⑴、塑件表面是光面的,尺寸精度要求高的,收缩率小的,应选用较小的脱模斜度,如0.5°。
⑵、较高、较大的尺寸,根据实际计算取较小的脱模斜度。
⑶、塑件的收缩率大的,应选用较大的斜度值。
⑷、塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
⑸、透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应不少于2.5°~3°,ABS及PC料脱模斜度应不小于1.5°~2°。
⑹、带皮纹、喷砂等外观处理的塑件侧壁应根据具体情况取2°~5°的脱模斜度,视具体的皮纹深度而定。
皮纹深度越深,脱模斜度应越大。
⑺、结构设计成对插时,插穿面斜度一般为1°~3°。
⑻、取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
⑼、一般情况下,脱模斜度不包括在塑件公差范围内。
⑽、外壳面脱模斜度大于等于3°。
除外壳面外,壳体其余特征的脱模斜度以1°为标准脱模斜度。
特别的也可以按照下面的原则来取:低于3mm高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余取1.5°;低于3mm高的腔体的脱模斜度取0.5°,3~5mm取1°,其余取1.5°。
塑件拔模
2. 凡塑件精度要求高的,应选用较小的脱模斜度。
3. 凡较高、较大的尺寸,应选用较小的脱模斜度。 4. 塑件的收缩率大的,应选用较大的斜度值。
5. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应 采用较大的数值。
6. 一般情况下,脱模斜度不包括在塑件公差范围内。 7. 透明件脱模斜度应加大,以免引起划伤。一般情况 下PS料脱模斜度应大于3°,ABS及PC料脱模斜度应 大于2°。
拔模角度
拔模角度/脱模斜度
为便于脱模,塑料制品壁在出模方向上应具有 倾斜角度α,没有一定的准则,多数是凭经验和依 照产品的深度来决定。此外,成型的方式,壁厚和塑料的 选择也在考虑之列。一般来讲,对模塑产品的任何一个侧 壁,都需有一定量的脱模斜度,以便产品从模具中取出。 脱模斜度的大小可在0.2°至数度间变化,视周围条 件而定,一般以0.5°至1°间比较理想。 1. 取斜度的方向,一般内孔以 小端准,符合图样,斜度由 扩大方向取得,外形以大端 为准,符合图样,斜度由缩 小方向取得。如下图。
2015-4-29
11. 除外壳面外,壳体其余特征的脱模斜度以1°为标准脱 模斜度。特别的也可以按照下面的原则来取:低于3mm 高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余 取1.5°;低于3mm高的腔体的脱模斜度取0.5°, 3~5mm取1°,其余取1.5°。
1.2~1.5mm
1.8mm
8. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5° 的脱 模斜度,视具体的咬花深度而定,一般 的晒纹版上已清楚例出可供作参考之用的要求出 模角。咬花深度越深,脱模斜度应越大.推荐值为 1°+H/0.0254°(H为咬花深度)。 9. 插穿面斜度一般为1°~3°。 10. 外壳面脱模斜度大于等于3°。
2015-4-29
拔模设计角规范
拔模角设计规范
①拔模角一律做减肉拔模角,确保模具留铁料方便以后修改;
②拔模角的度数要依下例公式:
公模面0.05≤h╳ tgα≤0.1
母模面0.07≤h ╳ tgα≤0.15
h为需做拔模角面的高度;
③为便于加工,整个成品的拔模角度数尽量选择1°、2°、3°、5°、7°这样的整数,成品拔模角的度数最好不要超过4种。
只有在成品面太高的情况,拔模角可选择做0.2°、0.5°、0.7°;
④外观面的拔模角的度数,需根据咬花的型号来确定。
(一般在3°
以上.)外观面的拔模角需得到客户的确认;
⑤配合面的拔模角的要求:
a、配合面的拔模角需和它的装配件的拔模角配合
b、如果公司只开其中一件必须和客户确认;
⑥如果客户有传成品尺寸2D檔
a、先将图上的单向公差,在3D成品上的尺寸调整成双向公差
b、做完拔模后,3D成品尺寸应符合2D的公差范围.
小于0.6MM.否则不利于加工和成型。
A侧不做拔模﹐B侧做两倍的拔模角。
拔模角。
拔模斜度
拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下拔模斜度。
可不受制品公差带的限制,高精度塑件的拔模斜度则应当在公差带内。
拔模斜度α值可按表2-4选取。
由表中可以看出,塑料硬脆、刚性大的,拔模斜度要求大。
具备以下条件的型芯,可采用较小的拔模斜度: (1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
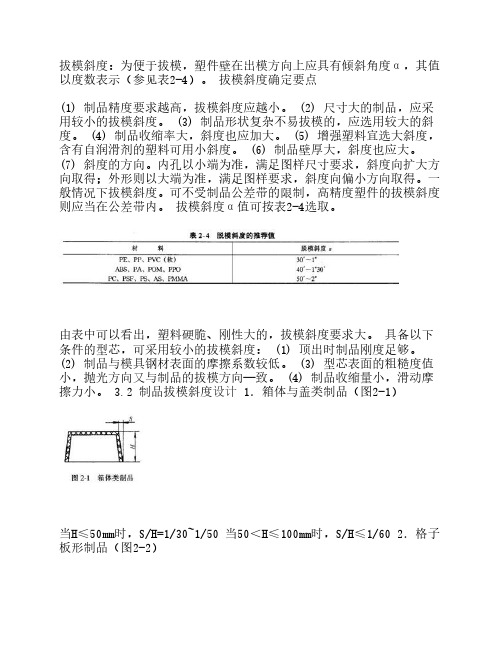
3.2 制品拔模斜度设计 1.箱体与盖类制品(图2-1)当H≤50mm时,S/H=1/30~1/50 当50<H≤100mm时,S/H≤1/60 2.格子板形制品(图2-2)当格子的间距P≤4mm时,拔模斜度α=1/10P。
格子C尺寸越大,拔模斜度越大。
当格子高度H超过8mm,拔模斜度不能取太大值时,可采用图(b)的形式,使一部分进入动模一侧,从而使拔模斜度满足要求。
3.带加强筋类制品(图2-3)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 4.底筋类制品(图2-4)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 5.凸台类制品(图2-5、表2-5)高凸台制品(H>30mm)的拔模斜度: 型芯:型腔:型芯的拔模斜度应大于型腔。
6.最小拔模斜度(表2-6)拔模斜度影响制品的脱出情况。
注塑拔模斜度标准

注塑拔模斜度标准一、模具设计在模具设计中,拔模斜度是一个重要的考虑因素。
适当的拔模斜度可以有助于从模具中取出塑件,同时还可以防止塑件在冷却过程中卡在模具中。
在设计过程中,应根据产品形状、尺寸和材料选择合适的拔模斜度。
二、拔模斜度应用拔模斜度通常应用于以下几种情况:1. 当塑件表面与开模方向不一致时,应设置拔模斜度。
2. 当塑件较深或壁厚不均匀时,为避免塑件卡在模具中,应设置一定的拔模斜度。
3. 当塑件设计有嵌件或孔时,为确保顺利取出嵌件或孔,应设置适当的拔模斜度。
三、材料选择材料的选择对拔模斜度也有影响。
不同的材料具有不同的流动性、热膨胀系数和弹性模量,因此需要选择适合的材料以保持适当的拔模斜度。
常用的注塑材料包括ABS、PC、PA等,应根据产品要求选择合适的材料。
四、注塑工艺注塑工艺参数对拔模斜度也有影响。
注射压力、注射速度、模具温度等参数应根据材料和产品要求进行设置。
合理的工艺参数可以提高塑件的填充程度和减少收缩率,从而保持适当的拔模斜度。
五、塑件性能塑件的性能如强度、韧性、耐磨性等与拔模斜度有关。
为确保塑件具有所需的性能,应适当调整模具设计和注塑工艺参数。
同时,应根据产品要求对塑件进行必要的后处理,如热处理、表面处理等,以提高其性能。
六、表面处理表面处理如抛光、喷砂等可改善塑件外观和摩擦性能。
在表面处理过程中,应选择合适的处理方法以避免对塑件表面造成损伤或影响其拔模斜度。
七、测量方法为确保拔模斜度的准确性,应使用合适的测量方法进行测量。
常用的测量方法包括角度计测量、样板测量和三维扫描等。
应根据产品要求和实际情况选择合适的测量方法。
八、误差分析在生产过程中,由于各种因素的影响,可能导致塑件的拔模斜度出现误差。
误差可能来源于模具制造误差、注塑工艺波动和材料变化等。
为确保产品质量和稳定性,应进行误差分析并采取相应的措施进行纠正和预防。
可以通过控制原材料质量、优化模具设计和提高生产工艺水平等方式降低误差。
讨论拔模角度

讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什么情况要画拔模斜度?什么情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因为在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软件运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎么知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基准面应该是以「底部」,还是「顶部」为准呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那里不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常为了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拔 模 角 設 計 規 范
① 拔模角一律做減肉拔模角,確保模具留鐵料方便以後修改;
② 拔模角的度數要依下例公式:
公模面0.05≤h╳ tgα≤0.1
母模面 0.07≤h ╳ tgα≤0.15
h為需做拔模角面的高度;
③為便于加工,整個成品的拔模角度數儘量選擇1°、2°、3°、5°、7°這
樣的整數,成品拔模角的度數最好不要超過4種。
只有在成品面太高的情況,拔模角可選擇做0.2°、0.5°、0.7°;
④ 外觀面的拔模角的度數,需根據咬花的型號來確定。
(一般在3°
以上.)外觀面的拔模角需得到客戶的確認;
⑤ 配合面的拔模角的要求:
a、配合面的拔模角需和它的裝配件的拔模角配合
b、如果公司只開其中一件必須和客戶確認;
⑥ 如果客戶有傳成品尺寸2D檔
a、先將圖上的單向公差,在3D成品上的尺寸調整成雙向公差
b、做完拔模後,3D成品尺寸應符合2D的公差範圍.
小于0.6MM.否則不利于加工和成型。
A側不做拔模﹐B側做兩倍的拔模角。
模角。