焊装涂胶示意图
铆接焊接和胶接 ppt课件
不对称侧面角焊缝及混合角焊缝的强度计算
1)当焊接结构中有角钢等构件时,因外力F的作用线应通过角
钢截面的形心c,作用线在焊接平面上的投影线与两侧面焊
缝间的距离不等(即a不等于b),故两侧焊缝受力亦不等,
因而对这种焊接结构应设计成不对称侧面角焊缝来承受外载
荷。设两侧面焊缝分别承担的载荷为F1及F2.
F
设计接头时应尽可能使接头承受剪切或拉伸载荷。
受力形式
胶接
1、结构胶粘剂 在常温下的抗剪强度一般不低于8MPa,经受一般高低温或
化学的作用不降低其性能。例如:酚醛-缩醛-有机硅胶粘剂、 环氧-酚醛胶粘剂和环氧-有机硅胶粘剂等。这些也是目前在机 械结构最为常用的胶粘剂。
2、非结构胶粘剂 正常使用时有一定的胶接强度,但在受到高温或重载时,性
构胶粘剂和其它胶粘剂。在机械制造中常用的是结构胶粘剂中的环氧树脂
胶粘剂、酚醛树脂胶粘剂等。
根据胶接件的使用要求及环境条件等选择综合性能良好的胶粘剂。 三、胶接接头的结构形式及受力状况
与焊接相同,胶接接头分为对接、搭接和角接头三种。 详细说明
实践表明,胶接接头的抗剪切及抗拉伸能力强,抗剥离和扯离能力弱。
焊接
五、焊接件的工艺及设计注意要点
焊接3
1.焊缝应按被焊件厚度制成相应坡口,或进行一般的侧棱、修边工艺。
在焊接前,应对坡口进行清洗整理;
坡口形式
2.在满足强度条件下,焊缝的长度应按实际结构的情况尽可能地取得短 些或分段进行焊接,并应避免焊缝交叉;
3.在焊接工艺上采取措施,使构件在冷却时能有微小自由移动的可能;
五、过盈连接的设计计算 过盈连接主要用以承受轴向力、传递转矩,或者同时承受以上两种载荷。
为了保证过盈连接的工作能力,须作以下两方面的分析计算: • 在已知载荷的条件下,计算配合面间所需产生的压力和产生这个压力所需的
汽车制造工艺——焊装
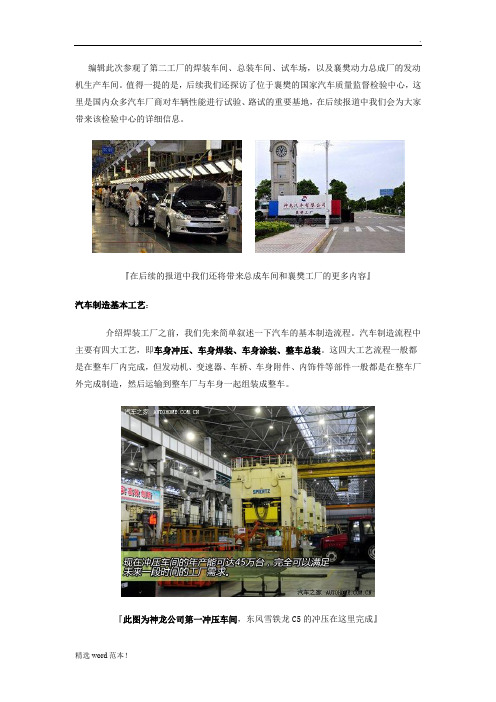
编辑此次参观了第二工厂的焊装车间、总装车间、试车场,以及襄樊动力总成厂的发动机生产车间。
值得一提的是,后续我们还探访了位于襄樊的国家汽车质量监督检验中心,这里是国内众多汽车厂商对车辆性能进行试验、路试的重要基地,在后续报道中我们会为大家带来该检验中心的详细信息。
『在后续的报道中我们还将带来总成车间和襄樊工厂的更多内容』汽车制造基本工艺:介绍焊装工厂之前,我们先来简单叙述一下汽车的基本制造流程。
汽车制造流程中主要有四大工艺,即车身冲压、车身焊装、车身涂装、整车总装。
这四大工艺流程一般都是在整车厂内完成,但发动机、变速器、车桥、车身附件、内饰件等部件一般都是在整车厂外完成制造,然后运输到整车厂与车身一起组装成整车。
『此图为神龙公司第一冲压车间,东风雪铁龙C5的冲压在这里完成』需要说明的是,在神龙第二工厂没有冲压车间,东风雪铁龙C5的钢板的冲压是在第一工厂完成后运送到第二工厂来的,在第二工厂东风雪铁龙C5要进行的第一个步骤就是焊接工艺。
通过了解,从目前的生产状况来看,第二工厂焊装车间的柔性化成型技术、在线激光三座标检测是较为先进的技术,不过在机器人的使用率等方面并没有明显的优势。
话不多说了,我们来看看东风雪铁龙C5的焊接工艺吧。
●神龙公司武汉第二工厂焊装分厂介绍:焊装分厂厂房面积4.66万平米,有ALW航空激光焊接、柔性化车身成型工艺、激光在线三座标测量等焊接和检测工艺,目的是为了打造东风雪铁龙C5的“救生舱式高强度车身”。
其供应商与欧洲新雪铁龙C5相同,属于PSA集团下的设备供应商CFER。
在神龙第二工厂的焊装车间,基本的工艺流程是先将各个冲压好的零部件分别焊装,其中包括了车身前后端等部件;然后是地板线的焊装,这里完成了车身前后侧围等部分的焊装过程;地板部分焊装好后,就进入了车身成型线的焊装,经过这个工序之后,我们可以看到,一辆东风雪铁龙C5的雏形已经基本诞生了,东风雪铁龙C5的车主们是否看着有种亲切感呢?成型工装之后,东风雪铁龙C5进入焊装的最后一道工序——调整装配线。
一步一步教你画焊接图、识焊接图

焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
汽车用焊装胶简介PPT课件
1 折边胶
➢以环氧树脂、增韧剂、颜填料、固化剂、降粘剂为主要成 分,用于车门、发动机引擎盖和行李箱盖包边处
➢以粘代焊,消除焊接工艺造成的车身凹坑(焊点痕迹)影 响外观问题;
➢解决镀锌钢板点焊破坏焊点周围镀锌结构,降低车身耐腐 蚀性问题;
➢提高车门等包边部位连接强度,目前包边采用粘接工艺已 远远大于焊接强度,而且不会产生应力集中,大大提升了车 身撞击安全性能和车身寿命。
图示为: 前立柱内板
第22页/共40页
点焊密封胶选用原则
➢根据使用部位缝隙大小选择膨胀型或非膨胀型。如:某厂使用膨胀型点焊 胶导致烘烤后膨胀溢胶,需要清理,出现不必要麻烦。
➢根据自己前处理线方式进行选择,目前前处理线分垂直上下和船型走线方 式,对于垂直上下方式,需要选择抗水流冲击性高的产品,否则容易造成 冲刷、掉渣现象。
第14页/共40页
折边胶最新进展2
➢由侧重剪切强度开始转为关注剪切和剥离强度:
根据获得资料,目前国外如日产等厂家要求剪切大 于14.7MPa即可,但剥离强度要求大于98N/25mm,奔 驰、某些SUV等越野车型要求剪切强度大于18MPa, 剥离强度大于125N/25mm。
➢很多厂家限于技术水平,剥离强度很难做到剥离大于 100N/25mm,且施工性能(粘度、吐出量)良好。
第15页/共40页
结构粘接胶
➢以 改 性 环 氧 树 脂 、 固 化 剂 、 增 韧 剂 、 颜 填 料 为 基料的高强度抗冲击结构胶粘剂。
➢适 用 车 身 悬 挂 梁 、 A/B/C 立 柱 上 下 端 口 、 上 边 梁、门槛梁、前后厢锁钩等类似部位的结构粘 接和点焊部位,代替点焊,对粘接或点焊部位 起到结构粘接、增加车身静态刚性、抗冲击性、 抗疲劳性,提升汽车安全性能。
轿车车身生产中的涂胶工艺
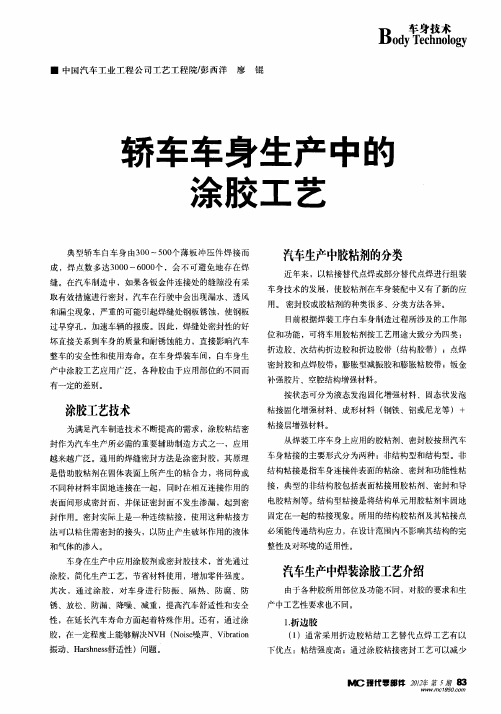
由于各种胶所 用部位及 功能不 同,对 胶的要求和 生 产 中工艺性要求 也不同。
1.折边胶 (1)通 常采用 折边 胶粘结 工艺 替代 点焊工 艺有 以
下优 点 :粘结 强度 高 ;通过涂胶 粘接密封 工艺可以减 少
M C 瑗代 墨 部 件 2 2车 5期 83
车身在生产 中应用涂胶 剂或密封胶技 术 ,首先 通过 涂胶 ,简化生产 工艺 ,节省材料 使用 ,增加零件 强度。 其 次 ,通过 涂 胶 ,对 车 身进 行防 振 、隔 热 、防 腐 、防 锈 、放 松 、防漏 、降噪 、减 重 ,提高汽车 舒适性和 安全 性 ,在 延长汽车 寿命方面起 着特 殊作用 。还有 ,通过 涂 胶 ,在一定程度上能够 解决NVH (Noise噪声 、Vibration 振动 、Harshness舒适 性 )问题。
是对于 包边 压合部位 间隙无特殊要求 ,可仍按 不施胶时 厚度设 计 ;在设计 四个门包边采用折边胶 时要考虑设计 车 门装卸 (配 )强度 ,通常采用预烘烤 、四角点焊 、采 用 玻璃 微珠等方法来 实现。 ③涂胶部位 、涂胶数量要正
系一 股要 求 材料弹 性 好 、软 ,材料 粘接 强 度低 ,内聚 差 ;欧美系一般要求材料粘按强度高、结实,但硬度 高 。目前奇瑞 、长城均采用硬度较低的产品。
Ww w.m c195O C0,'77
B。d
车 身上的点焊 点数 ,使得车 身外观美观 ,无焊 点凹坑 ; 于点焊密封胶黏 度相 对较低 ,如 出现 出胶困难 , 叮以适
抗 冲击好 ,采用粘接 方法无应 力集 中现象 ,抗冲击效果 当加热 。
好 ;抗 疲劳强度优于点焊 连接。 (2)折 边胶 应用 工艺的 选择 折 边胶 工艺选择 、
焊装车间生产要求内容
在生产过程中,严格执行 5S 管理。
按照像关规定佩戴好劳保用品(眼镜、手套、护腕、套袖、围裙等),确保安全生产。
一、生产前的的准备守则:(1)来件检查a)上工序转下工序的零件或者分总成需附检测报告,下工序根据检测报告对来件精度进行初步检查,检测报告显示不合格的零件或者分总成,则不能继续生产,按不合格品处理。
b)来件中有焊螺母、螺栓的则使用规格一致的螺栓对螺母进行检查;使用规格一致的螺母对螺栓进行检查。
(检查量:每种每批随机抽检 5 个)合格率= (合格数量/5) *100%。
合格率必须达到100%才干使用。
(2)每次操作前操作者必须对工件进行自检,检查上序件的摆放是否符合工艺卡的要求。
保证各总成各零部件表面无磕碰、划伤、裂纹、锈迹、无明显变形等现象,对不合格零部件按照《不合格品控制程序》的要求处理;检查上序件,符合工艺卡要求后方能使用焊接。
(3)工段长、班长、安全员根据工艺卡检查相关焊枪的 I (电流)、P (电极头压力)、t (时间)。
检查夹具气源压力,气压不得小于 0.4Mpa,不得大于 0.7Mpa,检查油水分离器,放出积水。
每班检查一次。
填写《生产准备检查表一》。
(4)操作者在生产前对工件表面进行清理,去除零件待焊接头处的尘土、油污、氧化皮、锈蚀等,使待焊接头处搭接良好,搭接形状相符合,贴合密切。
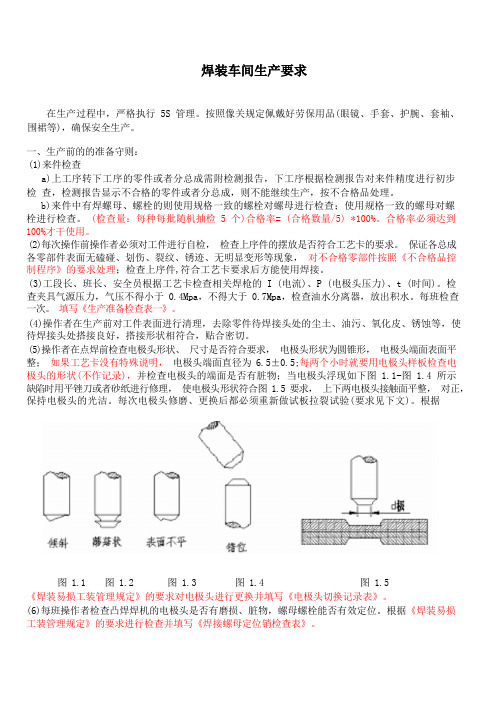
(5)操作者在点焊前检查电极头形状、尺寸是否符合要求,电极头形状为圆锥形,电极头端面表面平整;如果工艺卡没有特殊说明,电极头端面直径为6.5±0.5;每两个小时就要用电极头样板检查电极头的形状(不作记录),并检查电极头的端面是否有脏物;当电极头浮现如下图 1.1-图 1.4 所示缺陷时用平锉刀或者砂纸进行修理,使电极头形状符合图 1.5 要求,上下两电极头接触面平整,对正,保持电极头的光洁。
每次电极头修磨、更换后都必须重新做试板拉裂试验(要求见下文)。
根据图 1.1 图 1.2 图 1.3 图 1.4 图 1.5《焊装易损工装管理规定》的要求对电极头进行更换并填写《电极头切换记录表》。
汽车白车身焊接工艺用胶

艺使车身表面增添了许多由焊接而 造成的凹坑,严重影响了车身的外 观质量。为了解决这个问题。国外 从上世纪70年代开始采用粘接取代 点焊的方法来生产汽车车门、发动 机罩和行李厢盖的折边结构,所用 的粘接剂称为折边胶。图1为折边 工艺过程示意图。 折边胶工艺选择、设计遵循 的原则:a.根据不同车型,不同部 位,不同烘烤工艺选择合适的折边 产品。b.涂胶部位、涂胶数量要正 确,一般用量胶条直径为1mm。 用量过多会在折边时溢出,固化后 形成胶瘤,影响后续接缝胶施工; 过少则会导致粘接强度下降,同时 出现空腔。在后续涂布的接缝胶固 化时空气膨胀导致表面鼓出气泡。 c.在冬季选用折边胶时,尽量采用 折边胶黏度低的产品,易于施工。
涂胶设备 现在汽车厂大都采用涂胶泵 配以涂胶枪进行涂胶,效率高,胶 的利用率也高。而在自动化率较高 的车间有时会采用机器人进行自动 涂胶。 胶枪是通过压缩空气提供动 力的打胶工具,其需空气压力为
10bar=lBiblioteka MPa=145psi,胶枪嘴的
2013-45(No.6)MTM■遗技术与材辩Ⅸ汽车与配件》
万方数据
又称发泡胶、隔振胶,主要 用于发动机盖、行李厢盖、顶盖和 车门等内外板之间,用来减弱钢板 与加强梁在行车过程中的振动和噪 声,提升整车的舒适性;减少或完 全取消结合焊点,提高车身外表美 观性。 它一般由合成橡胶或树脂添加 发泡剂而成,经过固化膨胀,能将 覆盖件同加强筋结合为一体,起到 减振降噪的作用。常用减振膨胀胶 的膨胀率为30%~50%,单车用胶 量在4009左右。 膨胀胶的断面尺寸为直 径约8 m m的圆,每段长度约
5.旁路密封胶
来封堵空腔是解决旁路噪声问题较 理想的方法。 旁路密封胶主要用于汽车旁 路空腔填充,在焊装车间装配,到 涂装车间经电泳烘烤膨胀后而充满 立柱空腔,将空腔密封,从而降 低汽车行驶过程中产生的旁路噪 音,经测试可降低车内噪声膨胀率 300%~700%。旁路密封胶具有高 膨胀、低密度、耐各种前处理液, 在底涂、中涂、面涂工序过程中能 充分固化膨胀,且不污染电泳液、 面漆的特点。旁路密封胶现场使用
焊接示意图详解,赶快抱走!

焊接示意图详解,赶快抱走!一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单面削薄,(b)双面削薄表1-2较薄板厚度δ1≤2~5 >5~9 >9~12 >12允许厚度差(δ—δ1)1 2 3 4(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸(一)坡口形式根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊装指示书
焊接密封胶前机舱 前地板工序焊装(前机舱总成与前地板
总成拼焊)
点焊密封胶
型号:点焊胶
长度:约1028mm
涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
8400010001-B11
发动机舱总成
5100100001-B11、
5100200001-B11
前地板总成左、右
第3页
第1页
焊接密封胶前地板 后地板区域工序焊装(下车身总成拼焊)
焊装指示书
点焊密封胶
型号:点焊胶
长度:约1390mm
涂胶要求:涂胶高度3mm,点
焊密封胶涂敷沿搭接边,与
搭接边的边界保持6mm的距
离,涂胶连续均匀,不得错
涂、漏涂,避免焊接时点焊
密封胶从焊缝中溢出5101010001-B11
后地板及梁架总成
5100100001-B11、
5100200001-B11
前地板总成左、右
第2页
焊接密封胶后围区域工序焊装(下车身总成拼焊)
焊装指示书
点焊密封胶型号:点焊胶
长度:约1234mm
涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界
保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊
密封胶从焊缝中溢出。
5600010001-B11
后围板总成
5101010001-B11
后地板及梁架总成
第3页
第7页
焊接密封胶侧围总成 下车身总成门槛区域工序焊装(侧围总成、下车身总
成拼焊)
焊装指示书
图示为左侧,右侧与此对称。
点焊密封胶
型号:点焊胶
长度:约2806mm
涂胶要求:涂胶高度3mm,点焊密封
胶涂敷沿搭接边,与搭接边的边界
保持6mm的距离,涂胶连续均匀,
不得错涂、漏涂,避免焊接时点焊
密封胶从焊缝中溢出。
5401010002-B11
侧围总成-左
5010100001-B11下
第7页
第4页
膨胀胶
顶盖外板 顶横梁区域
工序
焊装(顶盖总成焊接)
焊装指示书
膨胀胶(顶盖中上顶梁图示位置共11处)长度:90mm-11段高度:6mm
膨胀胶(顶盖1号弓形梁
图示位置共7处)长度:100mm-4段
160mm-3段
型号:
涂胶要求:长度、宽度沿整个胶槽,涂胶连续均匀。
5701111001-B11顶盖中上顶梁
5701103001-B11顶盖1号弓形梁
第5页
焊装指示书
焊接密封胶前围 侧围轮罩区域工序焊装(白车身总成拼焊)
图示为左侧,右侧与此对称。
点焊密封胶型号:点焊胶
长度:约786mm
涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5010100001-B11
下车身焊接总成
5401010002-B11
侧围总成-左
第6页
焊装指示书
焊接密封胶
顶盖总成 侧围总成
工序
焊装(白车身总成拼焊)
点焊密封胶
图示为左侧,右侧与此对称。
型号:点焊胶长度:约1806mm
涂胶要求:涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5701010001-B11顶盖总成
5401010002-B11侧围总成-左
第7页
焊装指示书
膨胀胶顶盖总成 前顶横梁总成 后顶横梁工序焊装(白车身总成拼焊)型号:膨胀胶
5701013001-B11 顶盖前顶梁5701010001-B11顶盖总成5701202001-B11 顶盖后顶梁上板
涂胶要求:长度、宽度沿
整个胶槽,涂胶连续均匀。
膨胀胶(顶盖前顶梁图示位
置共4处)
长度:70mm-4段
高度:6mm
膨胀胶(顶盖后顶梁上板
图示位置共5处)
长度:100mm-5段
高度:6mm
第8页
焊装指示书
结构胶天窗版顶盖工序天窗版顶盖总成焊接
结构胶型号:结构胶
长度:约6400mm
涂胶要求:涂胶高度2-3mm,离边最小2mm,宽度大于3mm,涂胶连续均匀。
第9页
焊装指示书
膨胀胶
天窗版顶盖
工序
天窗版顶盖总成焊接
型号:膨胀胶
涂胶要求:长度、宽度沿整个胶槽,涂胶连续均匀。
膨胀胶(天窗安装板与外板间图示位置共5处)长度:100mm-5段高度:6mm
膨胀胶(天窗安装板与外板间图示位置共5处)
长度:100mm-5段高度:6mm
第10页。