460快干胶,460瞬干胶,460胶水价格,460胶水生产厂家,460胶水批发,460胶水
胶水~百科全书

胶水~百科全书按胶粘剂物理形态分类:1、无溶剂液体代号为1;2有机溶剂液体代号为2;3水基液体代号为3,4膏状、糊状代号为4,5粉状、粒状、块状代号为5;6片状、膜状、网状、带状代号为6;7丝状、条状、棒状代号为7。
按胶粘剂硬化方法分类低温硬化代号为a;常温硬化代号为b;加温硬化代号为c;适合多种温度区域硬化代号为d;与水反应固化代号为e;厌氧固化代号为f;辐射(光、电子束、放射线)固化代号为g;热熔冷硬化代号为h;压敏粘接代号为i;混凝或凝聚代号为j,其他代号为k。
按胶粘剂被粘物分类多类材料代号为A;木材代号为B;纸代号为C;天然纤维代号为D;合成纤维代号为E;聚烯烃纤维(不含E类)代号为F;金属及合金代号为G;难粘金属(金、银、铜等)代号为H;金属纤维代号为I,无机纤维代号为J;透明无机材料(玻璃、宝石等)代号为K;不透明无机材料代号为L;天然橡胶代号为M;合成橡胶代号为N;难粘橡胶(硅橡胶、氟橡胶、丁基橡胶)代号为O,硬质塑料代号为P,塑料薄膜代号为Q;皮革、合成革代号为R,泡沫塑料代号为S;难粘塑料及薄膜(氟塑料、聚乙烯、聚丙烯等)代号为T;生物体组织骨骼及齿质材料代号为U;其他代号为V。
胶水的粘度胶水的粘度用布氏粘度计测出,单位是"cps厘泊"。
胶水的粘度的读数一般在300~30000cps之间。
在水溶性的粘合剂中,固体含量并不决定胶的粘度,而在于胶水的配方内的增塑剂、增粘剂等等,影响胶水的粘度值。
一般情况下周围的环境温度越高"粘度↓","温度↓粘度↑"。
水在27℃时的粘度为"1"。
密封胶的分类按密封胶基料分类1 橡胶型此类密封胶以橡胶为基料,常用橡胶有聚硫橡胶、硅橡胶、聚氨酯橡胶、氯丁橡胶和丁基橡胶等。
2 树脂型此类密封胶以树脂为基料,常用树脂有环氧树脂、不饱和聚酯树脂、酚醛树脂、聚丙烯酸树脂、聚氯乙烯树脂等。
480瞬干胶水

邻苯二甲酸酐* 85-44-9 0.1-1
对苯二酚 123-31-9 0.1-0.5
*该成分被列在 SARA 313 节中, 有毒化学药品.
有暴露限制的成分
暴露限制 (TWA)
8. 个人防护
眼睛:
皮肤:
通风:
呼吸:
9. 物理化学性质
保护眼镜或护目镜 使用丁腈橡胶或塑料手套和围裙. 不要使用棉制品. 见附录中的其它信息. 提供正向下通风条件, 以维持蒸汽浓度低于 TLV. 不适用 参见第 2 节的暴露限制
氰基丙烯酸乙酯 7085-85-0 85-90
乙烯共聚物橡胶 54545-50-5 5-10
碳黑 1333-86-4 1-3
对苯二酚
BLO BNM CNS EYE
无 不适用
IMM IRR LIV MUT SKI THY
缩写
N/A 不适用 2B 可能对人体有致癌作用
AC4 ACGIH-不定义为人体致癌物 ALG 过敏
小于 20g/L (加利福尼亚 SCAQMD 方法 316B) 小于 0.2mmHg 大约为 3
不适用
稳定性:
稳定
危险性聚合:
不会发生
不相容性:
和水, 乙醇, 胺, 碱接触发生聚合.
应规避环境:
不适用
危害性分解产物 (非热分解): 无
11. 毒性信息
是国家火灾防护协会的注册商标
是国家油漆和涂料协会的注册商标
撰稿者:
卢三虎
职务:
健康和调节事物研究专家
公司:
广粘胶业有限公司
24 小时电话:
(86) 0769-2822- 2958
460瞬干胶水

15 规章信息
CA 条款 65:
参见第 3 节
无可用数据
按照上述提到的方法聚合. 按照 EPA 和当地的规章制度进行焚烧 NH- 不属于 RCRA 危险性废料
无分类(不超过 450 升) 易燃液体, n. o. s. (氰基丙烯酸酯) (超过 450 升) 无分类(不超过 450 升) 易燃液体(超过 450 升) 无(不超过 450 升) NA 1993(超过 450 升) 无 无分类(不超过 1 品脱) 空运规定液体, n. o. s. (氰基丙烯酸酯) (超过 1 品脱) 无分类(不超过 1 品脱) 9 级(超过 1 品脱) 无(不超过 1 品脱) UN 3334(超过 1 品脱)
NTO 无目标器官 SKI 皮肤
THY 甲状腺
4. 急救措施
摄入:
不可能摄入. 参见附录中的紧急情况处理程序.
吸入:
移到通风处. 如果症状持续, 寻求医生帮助.
皮肤接触:
用温水浸泡. 参见附录中的紧急情况处理程序.
蒸汽压力:
小于 0.02mmHg
蒸汽密度:
不适用
挥发速率(乙醚=1):
不适用
10. 稳定性和活性
稳定性:
稳定
危险性聚合:
不会发生
不相容性:
与水, 醇, 胺, 碱金属接触会发生聚合反应.
应规避环境:
不适用
估计的口服受害限度 LD50 超过 5000mg/kg;
估计的皮肤受害限度 LD50 超过 2000mg/kg.
主要侵入途径:
已知没有.
体征和症状:
当蒸汽的浓度超过 TLV 时, 会刺激眼睛和粘膜. 与上述超过 TLV 的蒸汽
460胶水MSDS物料安全资料表

衛生措施﹕ 1.工作后尽速脱掉污染之衣物,洗净后才可再穿戴或丢弃,且须告知洗衣人员污染危害性
2.工作场所严禁抽烟或饮食
3.处理此物后,须撤底洗手
4.维持作业场所清洁
九、物理及化學性質
物質狀態﹕ 液体
形狀﹕
无色液体、不具挥发性
顏色﹕
透明液体
氣味﹕
刺鼻辛辣味
pH值﹕
N/A
分解濕度﹕ N/A
沸點/沸點范圍﹕195℃
N/A
濃度
N/A
CEILING
3of5
BONLE
生物指標 N/A BEIs
呼吸防護﹕ 通风要良好。
手部防護﹕ 穿戴PE塑胶手套,不适合戴橡胶、棉纱手套。
眼睛防護﹕ 戴安全眼镱、护脸护具以防止胶水溅出。
皮膚及身體防護﹕ 1 对使用量较少作业环境下不须特殊防护衣。
2 对被沾污衣服再穿前须清洗。
3 吃、喝、上厕所前须先洗手。
+86-755-33161860
一、物品與廠商資料 物品名稱﹕ 460胶水
物質安全資料表(MSDS)
1of5
BONLE
英文名称: CYANOACRYLATE ADHESIVE
制造商或供應商名稱:深圳市德強膠水有限公司
緊急聯絡電話 0755-33161860
二、成分辦識資料
中英文名稱﹕ 氰基丙烯酸乙脂(ETHYL CYANOACRYLATE) 同義名稱﹕ 460快干胶 460瞬间胶 460速干胶
應
特殊危害﹕
N/A
主要症狀﹕ 物品危害分類﹕
刺激眼睛有催泪情形
四、急救措施
不同暴露途徑之急救方法﹕
吸入﹕
1 移往通风处,若发生呼吸困难及时供给氧气,若发生呼吸停止时即施以人工呼吸。 2 立刻送医。
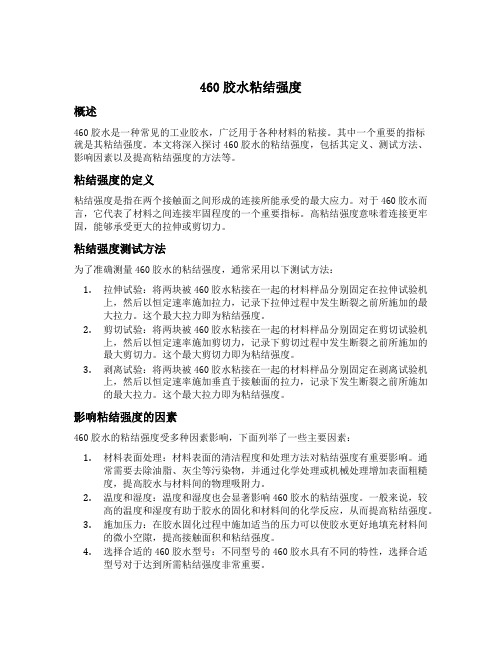
3M Scotch-Weld DP460白色和DP460NS环氧胶粘剂技术数据表格 说明书

Scotch-W eld™Epoxy Adhesives DP460 Off-White andDP460NSTechnical Data Sheet January 2019Product Description 3M™ Scotch-Weld™ Epoxy Adhesives DP460 Off-White and DP460NSare high performance, two-part epoxy adhesives offering outstandingshear and peel adhesion, and very high levels of durability.Features • High shear strength • High peel strength• 60 minute work life • Non sag (DP460NS)• Easy mixingTypical Uncured Physical Properties Note: The following technical information and data should be considered representative or typical only and should not be used for specification purposes.Product3M™ Scotch-Weld™Epoxy AdhesiveDP460 Off-White3M™ Scotch-Weld™Epoxy AdhesiveDP460NSViscosity (approx.)@ 73°F (23°C)BaseAccelerator20,000-50,000 cps8,000-14,000 cps150,000-275,000 cps8,000-14,000 cps Base Resin BaseAcceleratorepoxyamineepoxyamineColor BaseAcceleratorwhiteamberwhiteamberNet Weight Base 9.3-9.7 9.3-9.7 Lbs./Gallon Accelerator 8.8-9.2 8.8-9.2Mix Ratio (B:A) Volume 2:1 2:1Weight 2:0.96 2:0.96 Work life, 73°F (23°C) 20 g mixed10 g mixed5 g mixed60 minutes75 minutes90 minutes60 minutes60 minutes60 minutes13M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS2Typical Cured Thermal PropertiesNote: The following technical information and data should be consideredrepresentative or typical only and should not be used for specification purposes.Typical Curing CharacteristicsNote: The following technical information and data should be consideredrepresentative or typical only and should not be used for specification purposes. Rate of Strength Build-UpAluminum, Overlap Shear (7 mil Bondline) (ASTM D 1002-72) Bonds Tested at 73°F (23°C)3M ™Scotch-Weld ™ Epoxy Adhesive DP460 Off-White3M ™Scotch-Weld ™ Epoxy Adhesive DP460NSThis represents the oven temperature to which the bonds were subjected for the prescribed time. The average bondline temperature during the cure time will be somewhat lower than the oven temperature.The value in the denominator is the expected minimum 73°F (23°C) T -peel strength (piw) measured after the indicated cure cycle.NOTE: The data in this T echnical Data Sheet were generated using the 3M ™ EPX Applicator System equipped with an EPX static mixer,according to manufacturer ’s directions. Thorough hand-mixing will afford comparable results.3M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS3Typical Adhesive Performance CharacteristicsNote: The following technical information and data should be consideredrepresentative or typical only and should not be used for specification purposes.Substrates and TestingA. Overlap Shear (ASTM D 1002-72)Overlap shear (OLS) strengths were measured on 1 in. wide 1/2 in. overlap specimens. These bonds were made individually using 1 in. x 4 in. pieces of substrate except for aluminum. Two panels 0.063 in. thick, 4 in. x 7 in. of 2024T-3 clad aluminum were bonded and cut into 1 in. wide samples after 24 hours. The thickness of the bondline was 0.005-0.008 in. All strengths were measured at 73°F (23°C) except where noted.The separation rate of the testing jaws was 0.1 in. per minute for metals, 2 in. per minute for plastics and 20 in. per minute for rubbers. The thickness of the substrates were: steel, 0.060 in.; other metals, 0.05-0.064 in.; rubbers, 0.125 in.; plastics, 0.125 in.B. T-peel (ASTM D 1876-61T)T-peel strengths were measured on 1 in. wide bonds at 73°F (23°C). The testing jaw separation rate was 20 inches per minute. The substrates were 0.032 in. thick.C. Bell Peel (ASTM D 3167)Bell peel strengths were measured on 1/2 in. wide bonds at the temperatures noted. Thetesting jaw separation rate was 6 in. per minute. The bonds are made with 0.064 in. bonded to 0.025 in. thick adherends.D. Cure CycleWith the exception of Rate of Strength Build-Up Tests, all bonds, were cured 7 days at 73°F (23°C) at 50% RH before testing or subjected to further conditioning or environmental aging.Aluminum, Overlap Shear, at Temperature (PSI)1Represents time in test chamber oven before test.Metals, Overlap Shear, Tested @ 73°F (23°C) (PSI)3M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS4Typical Adhesive Performance Characteristics(continued)Note: The following technical information and data should be consideredrepresentative or typical only and should not be used for specification purposes.Substrates and TestingAluminum, T -Peel (PIW), at Temperature Aluminum, etched (17-20 mil bondline)Aluminum Bell Peel (PIW), at Temperature (ASTM D 3167)Other Substrates, Overlap Shear Tested @ 73°F (23°C)2Isopropyl Alcohol/Abrade/Isopropyl Alcohol: See Surface Preparation Section E for additional information. 3Substrate failure3M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS5Typical Adhesive Performance Characteristics(continued)Note: The following technical information and data should be consideredrepresentative or typical only and should not be used for specification purposes.Substrates and Testing (continued)Environmental Resistance, Aluminum (Etched)Measured by Overlap Shear Tested @ 73°F (23°C) (PSI)1(ASTM D 1002-72)1Data reported are actual values from the lots tested and may be higher than values published elsewhere in this T echnical Data Sheet. 2 d = days 3 i = immersionEnvironmental Resistance, Galvanized Steels 1Measured by Overlap Shear Tested @ 73°F (23°C) (PSI)2(ASTM D 1002-72)1Hot dipped or electrodeposited. Galvanized steels may afford a wide spectrum of performance due to the diversity of surfaces available. The user should test to determine specific performance.2Data reported are actual values from the lots tested and may be higher than values published elsewhere in this T echnical Data Sheet. 3d = days4i = immersion3M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS63M ™ EPX Pneumatic Applicator Delivery Rates200 ml Applicator – Maximum Pressure 58 psi*T ests were run at a temperature of 70°F ± 2°F (21°C ± 1°C) and at maximum applicator pressure.Handling/ Application InformationDirections for Use3M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White and DP460 NS are supplied in dual syringe plastic duo-pak cartridges as part of the 3M ™ EPXApplicator System. The duo-pak cartridges are supplied in 37 ml, 200 ml and 400 ml configurations. To use the 37 ml cartridge simply insert the duo-pak cartridge into the EPX applicator and start the plunger into the cylinders using light pressure on the trigger. Next, remove the duo-pak cartridge cap and expel a small amount of adhesive to be sure both sides of the duo-pak cartridge are flowing evenly and freely. If simultaneous mixing of Part A and Part B is desired, attach the EPX mixing nozzle to the duo-pak cartridge and begin dispensing the adhesive.With the 200 ml and 400 ml cartridges, the nozzle must be attached before dispensing any material to prevent unmixed adhesive from getting into theapplicator cartridge holder. A small quantity of material should be discarded until uniform color, consistency of product and even flow is evident.When mixing Part A and Part B manually, the components must be mixed in the ratio indicated in the typical uncured properties section. Complete mixing of the two components is required to obtain optimum properties.Two-part mixing/proportioning/dispensing equipment is available for intermittent or production line use. These systems are ideal for line uses because of their variable shot size and flow rate characteristics and are adaptable to most applications.3M™ Scotch-Weld™ Epoxy AdhesivesDP460 Off-White • DP460NSSurface Preparation The following surface preparations were used for substrates described in thisTechnical Data Sheet.A.Aluminum EtchOptimized FPL Etch - 3M (test method C-2803)1.Alkaline degrease – Oakite 164 solution (9-11 oz./gallon water) at 190°F ±10°F (88°C ± 5°C) for 10-20 minutes. Rinse immediately in large quantitiesof cold running water (3M test method C-2802).2.Optimized FPL Etch Solution (1 liter):Material AmountDistilled Water 700 ml plus balance of liter (see below)Sodium Dichromate 28 to 67.3 gramsSulfuric Acid 287.9 to 310.0 gramsAluminum Chips 1.5 grams/liter of mixed solutionTo prepare 1 liter of this solution, dissolve sodium dichromate in 700 ml ofdistilled water. Add sulfuric acid and mix well. Add additional distilled waterto fill to 1 liter. Heat mixed solution to 66 to 71°C (150 to 160°F). Dissolve1.5 grams of 2024 bare aluminum chips per liter of mixed solution. Gentleagitation will help aluminum dissolve in about 24 hours.To FPL etch panels, place them in the above solution at 150 to 160°F (66 to71°C) for 12 to 15 minutes.Note: Review and follow precautionary information provided bychemical suppliers prior to preparation of this etch solution.3.Rinse immediately in large quantities of clear running tap water.4.Dry – air dry approximately 15 minutes followed by force dry at 140°F(60°C) maximum for 10 minutes (minimum).5.Both surface structure and chemistry play a significant role in determiningthe strength and permanence of bonded structures. It is therefore advisableto bond or prime freshly primed clean surfaces as soon as possible aftersurface preparation in order to avoid contamination and/or mechanicaldamage. Please contact your 3M sales representative for primerrecommendations.B.Oakite DegreaseOakite 164 solutions (9-11 oz./gallon of water) at 190°F ± 10°F (88°C ± 5°C) for 2minutes. Rinse immediately in large quantities of cold running water.C.MEK/Abrade/MEKWipe surface with a methyl ethyl ketone (MEK) soaked swab, abrade and wipewith a MEK soaked swab.* Allow solvent to evaporate before applying adhesive.D.Isopropyl Alcohol WipeWipe surface with an isopropyl alcohol soaked swab.* Allow solvent to evaporatebefore applying adhesive.E.Isopropyl Alcohol/Abrade/Isopropyl AlcoholWipe surface with an isopropyl alcohol soaked swab, abrade using clean fine gritabrasives, and wipe with an isopropyl alcohol soaked swab.* Then allow solventto evaporate before applying adhesive.*Note: When using solvents, extinguish all ignition sources, including pilot lights,and follow the manufacturer’s precautions and directions for use.73M ™ Scotch-Weld ™ Epoxy Adhesives DP460 Off-White • DP460NS8StorageStore products at 60-80°F (15-27°C) for maximum shelf life.Shelf LifeThese products have a shelf life of 24 months from date of manufacture in original containers at room temperatureTechnical InformationThe technical information, guidance, and other statements contained in this document or otherwise provided by 3M are based upon records, tests, or experience that 3M believes to be reliable, but theaccuracy, completeness, and representative nature of such information is not guaranteed. Such information is intended for people with knowledge and technical skills sufficient to assess and apply their own informed judgment to the information. No license under any 3M or third party intellectual property rights is granted or implied with this information.Product Selection and UseMany factors beyond 3M’s control and uniquely within user’s knowledge and control can affect the use and performance of a 3M product in a particular application. As a result, customer is solely responsible for evaluating the product and determining whethe r it is appropriate and suitable for customer’sapplication, including conducting a workplace hazard assessment and reviewing all applicable regulations and standards (e.g., OSHA, ANSI, etc.). Failure to properly evaluate, select, and use a 3M product and appropriate safety products, or to meet all applicable safety regulations, may result in injury, sickness, death, and/or harm to property.Warranty,Limited Remedy, and DisclaimerUnless a different warranty is specifically stated on the applicable 3M product packaging or product literature (in which case such warranty governs), 3M warrants that each 3M product meets the applicable 3M product specification at the time 3M ships the product. 3M MAKES NO OTHERWARRANTIES OR CONDITIONS, EXPRESS OR IMPLIED, INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTY OR CONDITION OF MERCHANTABILITY, FITNESS FOR A PARTICULARPURPOSE, OR ARISING OUT OF A COURSE OF DEALING, CUSTOM, OR USAGE OF TRADE. If a 3M product does not conform to this warranty, then the sole and exclusive remedy is, at 3M’s option, replacement of the 3M product or refund of the purchase price.Limitation of LiabilityExcept for the limited remedy stated above, and except to the extent prohibited by law, 3M will not be liable for any loss or damage arising from or related to the 3M product, whether direct, indirect, special, incidental, or consequential (including, but not limited to, lost profits or business opportunity),regardless of the legal or equitable theory asserted, including, but not limited to, warranty, contract, negligence, or strict liability.This Industrial Adhesives and T apes Division product was manufactured under a 3M quality system registered to ISO 9001 standards.Industrial Adhesives and Tapes Division3M Center, Building 225-3S-06St. Paul, MN 55144-100800-362-3550 977-369-2923 ( Fax) /structuraladhesives3M and Scotch-Weld are trademarks of 3M Company.©3M 2017 (9/17)。
460胶水粘结强度
460胶水粘结强度概述460胶水是一种常见的工业胶水,广泛用于各种材料的粘接。
其中一个重要的指标就是其粘结强度。
本文将深入探讨460胶水的粘结强度,包括其定义、测试方法、影响因素以及提高粘结强度的方法等。
粘结强度的定义粘结强度是指在两个接触面之间形成的连接所能承受的最大应力。
对于460胶水而言,它代表了材料之间连接牢固程度的一个重要指标。
高粘结强度意味着连接更牢固,能够承受更大的拉伸或剪切力。
粘结强度测试方法为了准确测量460胶水的粘结强度,通常采用以下测试方法:1.拉伸试验:将两块被460胶水粘接在一起的材料样品分别固定在拉伸试验机上,然后以恒定速率施加拉力,记录下拉伸过程中发生断裂之前所施加的最大拉力。
这个最大拉力即为粘结强度。
2.剪切试验:将两块被460胶水粘接在一起的材料样品分别固定在剪切试验机上,然后以恒定速率施加剪切力,记录下剪切过程中发生断裂之前所施加的最大剪切力。
这个最大剪切力即为粘结强度。
3.剥离试验:将两块被460胶水粘接在一起的材料样品分别固定在剥离试验机上,然后以恒定速率施加垂直于接触面的拉力,记录下发生断裂之前所施加的最大拉力。
这个最大拉力即为粘结强度。
影响粘结强度的因素460胶水的粘结强度受多种因素影响,下面列举了一些主要因素:1.材料表面处理:材料表面的清洁程度和处理方法对粘结强度有重要影响。
通常需要去除油脂、灰尘等污染物,并通过化学处理或机械处理增加表面粗糙度,提高胶水与材料间的物理吸附力。
2.温度和湿度:温度和湿度也会显著影响460胶水的粘结强度。
一般来说,较高的温度和湿度有助于胶水的固化和材料间的化学反应,从而提高粘结强度。
3.施加压力:在胶水固化过程中施加适当的压力可以使胶水更好地填充材料间的微小空隙,提高接触面积和粘结强度。
4.选择合适的460胶水型号:不同型号的460胶水具有不同的特性,选择合适型号对于达到所需粘结强度非常重要。
提高粘结强度的方法为了提高460胶水的粘结强度,可以采取以下方法:1.表面处理:确保材料表面清洁并且充分处理。
可替代乐泰460胶水 乐泰460 460胶水

/offer/1255908867.html?a乐泰460
ergo5922的优势
产品优点: 1公司为几乎所有ergo.产品投保了胶黏剂质量保单。 2本公司独家生产拥有专利的ergo.牌旋转开启型不堵塞喷洒盖。该装置可绝对确保接合剂的精确和 均匀施用,直至最后一滴。喷嘴不溢漏不堵塞,帮您节省时间、金钱,免去一切麻烦。
3该产品为通用型产品,在保持高接合强度同时,还具有无气味、不发白、不白化等特征。 4是由一种成份组成的、不含溶剂的、固化速度超快的产品,能满足最高的工业应用要求。 5主要应用于 塑料 橡胶、水晶、皮革、医疗工具、汽车模型、等各种特殊产品的粘结。
6可在室温下数秒之内以极快的速度固化,应用范围广泛。 7公司有ISO,REACH认证 产品有NSF,DVWG认证。 8ergo.胶水都用于参加世界顶级摩托车大赛车辆的制造.
可替代乐泰460胶水乐泰460460胶水乐泰乐泰胶水乐泰胶460胶水乐泰460乐泰网校乐泰亮甲乐泰会计乐泰酒店乳珍乐泰
可替代乐泰460胶水
德国原装进口ergo5922完全可替代乐泰460胶水,每一滴都严格遵守“瑞士制造的 高科技产品”标准。 ergo5922 乐泰460 颜色:透明 颜色:透明无色至淡黄 化学基础物质:烷氧基乙基 化学基础物质:烷氧基乙基 粘稠度:80 粘稠度:80 密度:1.07 密度:1.1 温度:-30到+100 温度:-40到100 固化时间:金属是100秒 弹性体是8秒 塑料是6秒 固化时间:50秒至24小时 气味:低白化、低气味、低粘度 气味:低白化、低气味、低 粘度 粘接材质:金属、塑料、橡胶、珠宝、 粘接材质:金属、塑料、橡 胶 化妆品、医疗器材 认证:SGS
LOCTITE 460 INSTANT ADHESIVE 又名 460 PRISM 20G IN E

安全技术说明书 根据GB/T 16483-2008第 1 页 共 9 页LOCTITE 460 INSTANT ADHESIVE 又名 460 PRISM 20G IN EN/JP/CH安全技术说明书编号 : 434271V 001.4修订: 07.11.2019 发布日期: 12.02.2020化学品中文名称: LOCTITE 460 INSTANT ADHESIVE 又名 460 PRISM 20G IN EN/JP/CH推荐用途:氰基丙烯酸盐粘合剂企业信息:汉高(中国)投资有限公司 江湾城路99号6幢5、6、7层 200438 中国上海市杨浦区中国电话: +86-21-2891 8000 传真: +86-21-2891 5137电子邮件:***************************生效日期: 07.11.2019应急信息: 应急电话:+86 21 2891 8311 (24小时)。
物质或混合物的分类根据GB 13690-2009 (化学品分类和危险性公示通则):危险分类 危险类别 易燃液体类别 4 急性危害水生环境 类别 2 对水生环境有慢性危害类别 3标签要素根据GB 15258-2009 (化学品安全标签编写规定):信号词:警告危险性说明:H227可燃液体。
H401对水生生物有毒。
H412对水生生物有害并具有长期持续影响。
预防措施:P210远离热源/火花/明火/热表面。
禁止吸烟。
P273避免释放到环境中。
P280戴防护手套,防护眼罩和防护面具。
事故响应:P370+P378在发生火灾时:用干砂,干粉或抗溶性泡沫灭火。
安全储存:P403+P235存放在通风良好的地方。
保持低温。
废弃处置:P501在适合的处置和废弃设施内,按照可用的法律法规要求,以及废弃时的产品特性,废弃处置内容物/容器。
成分信息:混合物根据GB 13690-2009 公布的有害物质:有害物成分 CAS-No.含量GHS 分类聚甲基丙烯酸甲酯9011-14-7 2.5- < 10%急性危害水生环境H402馬來酰亞胺105391-33-1 1- < 2.5%急性危害水生环境H400对水生环境有慢性危害H410亚甲基双(4-甲基-6-叔丁基苯酚) 0.1- < 1%生殖毒性2H361只有那些根据GB13690-2009分类为有害的物质才被列入该表格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
460胶水,460快干胶,460瞬干胶水,460瞬干胶粘剂,460瞬间胶,460瞬间快
干胶, 460低粘度瞬干胶水,460瞬干胶水价格,低白化瞬干强力胶水,无白化
瞬干胶水,不发白的瞬干胶水,低气味瞬干胶水,460瞬干胶水生产厂家,460瞬
干胶水公司,东莞460瞬干胶水,广州460瞬干胶水,460瞬干胶水批发
KEYDAK460无白化瞬干接着剂
一、460胶水主要成分
α-氰基丙烯酸乙酯
二、460胶水固化原理
在空气中微量水催化下发生加聚反应,迅速固化而将被粘物粘牢。
三、460胶水用途
460胶水低气味,低白化型:低粘度,低气味,粘接后零件洁净无污
染
四、460胶水简述
KEYDAK460无白化瞬干接着剂是以α-氰基丙烯酸酯为主要成分的
瞬干胶粘剂,本品与粘接面的微量水分发生反应后,瞬时间就发挥出强
力的粘接性,本产品备有各种可适应不同目的和用途的级别。
适合快速
粘接大多数材料,如金属、橡胶、塑料、玻璃、皮革、木材、陶瓷等。
五、460胶水特点
1、单一成份:无溶剂,使用方便。
2、快速接着:利用空气中微量水气,即可在极短时间内接着。
3、常温硬化:不须加热常温下即可使用。
4、透明无色:效果佳不变质。
5、低气味、低白化、低粘度、无白化快干胶
六、460胶水使用方法
1、先清洁接着表面,除去接着面之灰尘、油污、锈等,对金属接着时,最好先行磨粗,对PE、PP或PTEE等塑胶,应先使表面活化。
2、打开前盖,并以手指轻扣尖端部份,使不留有残余液体,再以剪刀剪出孔穴。
3、在被接着面滴一小滴接着剂,即刻进行接着,并保持至硬化为止,接着面积不宜太大,接着层厚度不宜超过0.2mm。
4、使用后擦拭容器,并将盖子盖上,存放于阴凉干燥处或冷藏。
七、460胶水注意事项
1、本接着剂之蒸气会刺粘膜及眼睛。
2、避免与皮肤接触及进入眼睛,若因意外,立即以大量清水洗涤并送医,清洗眼睛时,可使用稀碳酸氢钠溶液。
3、触及手时,可以肥皂、水、洗涤液和浮石洗净。
八、460胶水包装方式
20G/支,1000ml/支
九、460胶水储存与保质期
存放于阴凉干燥处,最好冷藏!
远离火源,勿让孩童触及!
2~18度保质期为8至12个月。
如有冷藏保存,使用时请提前把胶水拿出置放于室内,待胶水恢复至常温时方可使用!。