三星贴片机建立新元件
三星贴片机SM321系列程序编写步骤
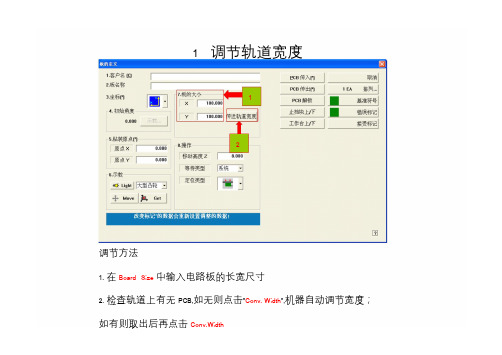
1 调节轨道宽度12调节方法1. 在Board Size 中输入电路板的长宽尺寸2. 检查轨道上有无PCB,如无则点击"Conv. Width",机器自动调节宽度;如有则取出后再点击Conv.Width2 PCB原点设置---步骤1设置方法:1. 按动AXIS键,使X Y轴灯亮2. 按动MODE键,使JOG 或BANG灯亮方向键3. 选择一个焊盘的直角位置,按下方向键使显示屏的十字架的交点指示在该直角的位置,(如下图的R127右下角)xy轴灯R127PCB原点设置---步骤24. 将光标移动到origin x或origin y5. Device 选择FID. CAM46. 点击Get563 拼板设置---步骤1设置方法:1. 点击Array[排列]1.设置拼板排列[ARRAY]拼板设置---步骤22. 输入拼板数量(如5*1)x y3. 点击Apply[应用]3拼板设置---步骤34. 按动AXIS键,使X Y灯亮5. 按动MODE键,使JOG 或BANG灯亮6. 按下方向键使显示屏的十字架的交点指示在第二块PCB的R127的位置,如下图方向键工作模式第二块PCBR127xy轴灯拼板设置---步骤47 810 127. 点击将光标选择到Array[数组]的No.2位置98. Device选择FID.CAM拾取坐标的方法9. 点击Get10.在R中输入角度11. 重复6-10的步骤做出Array 的No.3,4,5的位置12.点击OK[确定]4 基准点设置---步骤1设置方法:1. 点击Fiducial Mark [基准符号]1基准点设置---步骤22. 在Position Type [位置类型]选择基准点类2型基准点设置---步骤33. 按动AXIS键,使X Y灯亮4. 按动MODE键,使JOG 或BANG灯亮5. 按下方向键使显示屏的十字架的交点指示在第一个基准点的中心位置,如下图方向键xy轴灯基准点设置---步骤46. 光标点到Mark 6 7P osition 的No.1的X 或Y 位置 7. Device 选择Move 9Camera 一一对应 8. 点击Get9. 在Mark ID 里输入ID 号(如"1")10. 在Mark List 点击No.1,使光标显示在该位置基准点设置---步骤511. 选择基准点的中心颜色12. 调节相机亮度,使中心的颜色与周围的颜色区分清晰,如下图基准点的中心颜色在此选择调节相机亮度White :中心比周围白Black :中心比周围黑基准点设置---步骤613. 点击Tuning1714.在Vision Status 中点"ok"15. 重复3-14的步骤做出第二个基准点的数据16. 点击Scan后选择确定1617. 点击"ok"保存数据退出13绿色状态时点OK5元器件的建立---步骤1设置方法:1. 在PCB Edit 点击F3 Part[元件]元器件的建立---步骤22. 点击New Part 2元器件的建立---步骤3353. 输入元件规格名称44. 选择封装65. 测量元件厚度并输入6. 点击Common Data元器件的建立---步骤497. 选择Feeder 类型7 8.选择Nozzle 类型9. 点击Register[注册]8调用已编好的元器件设置方法:1. 在Part Group& Part List 里选择封装2. 选择一个需要的元件名并连续点击两次鼠标左键3. 在随后出现的New PART Name里点击"OK"元器件参数编辑---步骤1设置方法:1. 在"PCB编辑"菜单下点击"F3 元件"2. 选中目标元件名光标在此3. 点击"EDIT [编辑]" 元件参数编辑按钮元器件参数编辑---步骤24. 点击"MOVE [移动]"5. 在随后出现的"校正测试--移动"对话框中选择"DEVICE [装置]"点此选择吸头号6. 点击"PREPAREMANUAL PICK [准备手动吸取]"准备手动吸取元器件参数编辑---步骤37. 此时吸嘴会降下来,手动将10 元件安装到该吸嘴上8. 点击"准备校正测试"9. 在随后出现的"问题"对话框点"是" ,如下图.此时吸嘴移动到相机的中心点位置进行元件的照相识别10. 点击"关闭"89元器件参数编辑---步骤411. 点击"亮度控制"及"门槛"13设置相机的照明环境,要求元件二元图象的金属引脚与塑料本体黑白清楚,周围无白色二元图象或黑色杂点1212. 点击"TEXT [测试]"或"AUTO TEACH [自动示教]",在随后出现的对话框显示绿色的表示参数与实际的元件设置照明环境符合13. 点击"COMMON DATA [公共数据]"实际图像显示二元图像显示元器件参数编辑---步骤51614. 选择"FEEDER[喂料器]"设置元器件的包装形选择元器件的包装形式式15. 选择合适的吸嘴类型1516. 点击"OK[确定]"17. 重复1--16的步骤设置其他元器件的参数Stick Feeder 的设置---步骤1设置方法:1. 点击F4 [Feeder]2. 点击Stick Unit3. 选择Feeder TYPE 1为BELT MULTI STICK32Stick Feeder 的设置---步骤24. 点击Change5 75. 在Feeder Base 中输入1或2Feeder Base6点击4 后出现1:前面FEEDER BASE2:后面FEEDER BASE6. 在Slot No中输入放置的站号47. 点击"OK"Stick Feeder 的设置---步骤38. 选择元件规格名称8Stick Feeder 的设置---步骤410. 按动AXIS键,使X Y灯亮11. 按动MODE键,使JOG 或BANG灯亮12. 按下方向键使显示屏的十字架的交点指示在元件的中心位置,如下图方向键xy轴灯Stick Feeder 的设置---步骤513. Device 选择FIDCAM14. 光标点到元件名称的位置14.当前有效位置16.元件检测角度15. 点击Get13.选择相机类型16. 在Part R里选择元件的检测角度15Tray Feeder 的设置---步骤1设置方法:1. 点击Tray Unit232. 在Part 里选择元件规格3. 输入盘子的元件数量XN:X方向的元件数量YN:Y方向的元件数量1Tray Feeder 的设置---步骤24. 按动AXIS键,使X Y灯亮5. 按动MODE键,使JOG 或BANG灯亮6. 按下方向键使显示屏的十字架的交点指示在1st-1的位置方向键3rd-1 3rd-21st-2xy轴灯1st-12nd-22nd-1Tray Feeder 的设置---步骤37. Device选择FIDCAM118. 光标点到1st-1的X或Y9. 点击Get 得到坐标810. 输入PART R检测角度711. 重复6-10 步骤得出1st-2,2nd-1, 2nd-23rd-1, 3rd-2的坐标及PART R 9Step的编辑---步骤1设置方法:1 2 31. 点击F5 Step2. 在Reference 里输入元件代号3. 在Part里选择对应的元件规格4.重复2-3的步骤,把所有需要贴片的元件代号输入Reference里,并选择对应的元件规格Step的编辑---步骤25. 按动AXIS键,使X Y灯亮6. 按动MODE键,使JOG 或BANG灯亮7. 按下方向键使显示屏的十字架的交点指示在第一块电路板的R12焊盘的中心位置,如方向键下图xy轴灯Step的编辑---步骤39118. Device选择FID CAM9. 光标点到R1的元件代号位置10. 点击Get11. 设置元件的贴装角度R812. 重复7-11的10步骤找出所有元件代号的坐标Optimize的使用---步骤1设置方法:1. 点击F8 Opti2. 在随后出现的"保存为"对话框中输入文件名13.点击"保存"2 3Optimize的使用---步骤284. 点击RemoveTape575. 输入安装的喂料器数量6. 选择目标元件6 7. 点击Set8. 点击Nozzle 4Optimize的使用---步骤39. 将需要用到的吸嘴型号从Prohibited 移动到Available10. 从Arranged 删除不需要用到的吸嘴移动按钮需要用到的吸嘴型号Optimize的使用---步骤41111. 点击Parameter12. 拼板类型把Extend12前的小框打勾,非拼板类型不需要13. 点击RunOptimizer13Optimize的使用---步骤514. 点击Accept14。
SMT SAMSUNG贴片机操作教程

跳过排列生产
原点 Visframe
密码 吸嘴 位置
Z Axis 下降延时 (mm )
贴片 速度
PCB 进板时吸嘴动作 抛料时停止
等待时先进料
PCB 进板速度
中速
:
基板信息
公司名称 板/PCB名称
PCB 进来 PCB出去
PCB 锁定
拼板信息 取消/不保存
见下页
板的长度 板的宽度 轨道移动
选取MARK类型
MARK尺寸
X 搜索范围
Y 搜索范围
MARK 颜色
Mark点判定合格值
宽度 x 宽度 y
外光 内光
自动调整
扫描
外形
检测
:
元件库
按元件组排列
见
下
新建元件 编辑元件 相同元件 复制
粘贴
删除
页
更新元件 删除元件组
更改元件组
搜索
NEW Part:
输入元件名
选取相应的元件组
选取相应元件的尺寸
z YAMAHA Mount 坐标原理
坐标说明:
YAMAHA X AXIS 坐标数值为越大越向右越小越向左 负数越小越向右越大越向左,Y AXIS 正数越大越向 上越小越向下,负数越小越向上越大越向下,Z AXIS 坐标为正数越大越向下越小越向上,负数越小越向下 越大越向上,R AXIS坐标为正数越大逆时针旋转,负 数越大顺时针旋转,HEAD排列顺序为从右至左
备注:X AXIS Motor与Y AXIS Motor不可以调换
六. Calibration [校正]
1.SKEW Compensation :
(1.)
2.X .Y Limit search :
三星SM421贴片机在线编程[行业荟萃]
![三星SM421贴片机在线编程[行业荟萃]](https://img.taocdn.com/s3/m/9152526b580216fc710afd20.png)
xy轴选择灯
2-2-2-1. 按动MODE键,使JOG(首选JOG) 或 BANG灯亮 2-2-2-2. 按动AXIS键,使X Y轴灯亮 2-2-2-3. 选择一个焊盘的直角位置,按下方向键 使显示屏的十字架的交点指示在该直角的位置, (如下图的R127右下角)
一类特制
二 . 基板(PCB Edit)
4 . 基准点设置
2-4-3-4. 光标点到“标记位置”的No.1的X或Y位置 2-4-3-5. ”示教“的“装置”里选择“基准相机1” (MoveCamera) 2-4-3-6. 点击Get 2-4-3-7. 在Mark ID 里输入ID号(如"1") 2-4-3-8. 在Mark List点击No.1,使光标显示在该位置一一对应
方向键
图6 10
二 . 基板(PCB Edit) 2 . 原点设置
2-2-2-4. 将光标移动到origin x或origin y 2-2-2-5. Device 选择FID. CAM(凸轮) 2-3-2-6. 点击Get
一类特制
图7
11
二 . 基板(PCB Edit)
3 . Z移动高度
2-3 Z移动高度的设置 (如图8里面的红3)
4 . 基准点设置
5 4 1
32
3
一类特制
图6 13
二 . 基板(PCB Edit)
4 . 基准点设置
2-4-1. 点击 [基准标记],出现如下图界面。 2-4-2. 在Position Type [位置类型]选择基准点为对角 两点类型。【偏光性或极性,要根据基准点的情况选 择白色或黑色】
3
一类特制
1 2
3
一类特制
SAMSUNG CP45FV多功能贴片机操作规范
制定
审核
批准
XXX电子科技有限公司
作业指导书
标准名称 文件类别 SAMSUNG CP45FV多功能贴片机操作规程 使用部门 文件编号 设备操0
1 OF 1 QID-ME-0007
1 目的 为了规范操作员对设备的操作,杜绝不正当的操作方法对机器设备和人员造成伤害。特制定本操 111作规程 2 适用范围 本规范试用于启迪电子科技有限公司的SAMSUNG CP45FV多功能贴片机 3 责任 本操作规程由设备工程制定和对本规程的执行进行监督 操作员按本规程进行作业。 4 流程 4.1 开机 4.1.1 开机前检查料车上的FEEEDER是否安装到位。FEEDER的压盖/挂钩是否装置完好。有无浮起 1111111现象 4.1.2 检查设备的活动范围内有无其他的障碍物. 4.1.3 检查机器的安全门是否关闭。 4.1.4 依次打开设备的外接电源,机器的总制电源,机器的控制电源,气源阀门。检查气压是否在 4444444.5-5KG/CM2的标准 4.2 生产 4.2.1 在完成开机动作后系统进入控制系统MMI。在MMI主画面点击主菜单[FILE],在下拉菜单中 点111111击[OPEN]选择相应的程序文件 4.2.2 点击屏幕上的[START]按钮机器回按照设定的程序进行生产 4.3 暂停 4.3.1 在机器的运行过程中可以按控制面板上的[STOP]键让机器暂时停止动作。 4.4 换料 4.4.1 在生产过程中由于物料的耗尽要根据机器的提示站位和站位表更换物料。物料更换OK按 111111[START]键机器会继续生产。 4.4 关机 4.4.1 在生产最后一块PCB的时候按下[STOP]键,生产完成后机器会自动停止生产 4.4.2 点击 主菜单[FILE]的下拉菜单中[EXIT]按钮退出系统. 4.4.2 依次按下控制面板[POWER OFF]键,关掉机器控制电源开关,电源总制电源,外接电源和气 111111源阀门. 5 注意事项 5.1 在机器生产时严禁把身体的任何部位伸到机器的活动区域内。 5.2 严禁两人同时操作同一台机器. 5.3 在换料后一定要把FEEDER安装到位. 5.4 严禁修改机器初始参数. 5.5 在紧急情况下可以按下[紧急制]强行使机器停止动作.
SAMSUNG贴片机编程

02 03
运动控制
在贴片机编程过程中,需要控制贴片机的运动轨迹和速度 ,以确保机器能够准确、快速地完成元件的贴装。这涉及 到对贴片机的运动控制,包括X、Y轴的移动以及Z轴的升 降等。
元件识别与定位
在贴装过程中,贴片机需要准确地识别和定位元件,以确 保元件能够被放置在正确的位置和角度。这需要利用图像 识别技术,通过摄像头捕捉元件图像并与预设数据进行比 对,实现元件的自动识别和定位。
预防措施
在编程过程中,应充分考虑元件特性 和设备性能,合理规划贴装路径和程 序优化,以提高生产效率。
问题三:贴片质量不稳定
总结词
贴片质量不稳定会导致产品 性能下降或不合格。
原因分析
解决方案
可能是由于吸嘴更换不及时、 元件库存管理不善、设备维 护不到位等。
定期检查和更换吸嘴,加强 元件库存管理,定期进行设 备维护和保养。
预防措施
在生产过程中,应建立完善 的设备维护和保养制度,加 强元件库存管理,确保设备 正常运行和元件质量稳定。
THANKS FOR WATCHING
感谢您的观看
Samsung贴片机配备易于使用的操作界面和控制软件,方便操 作人员进行设备控制和监控。
为了保持设备的良好性能和延长使用寿命,需要定期进行日常 维护和保养工作,如清洁设备、检查运动部件等。
当设备出现故障时,需要进行故障诊断和排除,确保设备的正 常运行。
03 Samsung贴片机编程技 巧
编程前的准备工作
Samsung贴片机编程
目录
• 贴片机编程基础 • Samsung贴片机介绍 • Samsung贴片机编程技巧 • Samsung贴片机编程实例 • Samsung贴片机编程常见问题与解
SAMSUNG贴片机贴片程序编制原理

SAMSUNG贴片机贴片程序编制原理贴片程序编制原理主要包括五个方面:元器件分析、程序编写、程序调试、设备运行和优化。
第一,元器件分析:在贴片之前,需要对元器件进行分析,包括元器件的尺寸、形状、引脚位置等信息。
还需要确定元器件的粘贴点,即贴附在PCB板上的位置。
这些信息可以从元器件的规格书或者生产厂家提供的数据手册中获得。
第二,程序编写:在元器件分析的基础上,可以开始编写贴片程序。
贴片程序是一个用于控制贴片机动作的代码。
根据元器件的尺寸、形状和位置信息,编写程序来控制贴片机的喷嘴和运动轴,确保元器件精确地贴附在PCB板上。
第三,程序调试:在编写好贴片程序后,需要进行程序调试。
通过模拟贴片的过程,验证程序的准确性和可行性。
可以使用仿真软件或者贴片机的模拟功能进行调试。
第四,设备运行:在程序调试通过后,可以开始将程序加载到实际的贴片机中,进行设备的运行。
将待贴元器件放在进料器上,启动设备后,贴片机会根据程序的指令依次取出元器件,并精确地贴附在PCB板上。
贴片机会实时监测贴片过程中的贴附准确性,以及设备的运行状况。
第五,优化:在设备运行过程中,可能会出现一些问题,如元器件脱落、位置偏移等。
此时,需要根据实际情况对程序进行优化。
可以调整元器件的吸嘴力度、速度、加热温度等参数,使贴片机能够更好地贴附元器件。
此外,还需要注意一些贴片程序编制的细节,如元器件的方向规范、贴片的顺序安排、同种元器件的批量贴片等。
这些细节会直接影响到贴片的准确性和效率。
总结起来,SAMSUNG贴片机的贴片程序编制原理是通过对元器件的分析和处理,编写贴片程序,进行程序调试和设备运行,最终实现元器件的精密贴附。
这一过程需要仔细的分析和编写,以及对设备运行情况的监测和优化。
只有在整个过程中保证贴附准确性和效率,才能实现高质量的贴片作业。
三星贴片机SM421程序编写
程序的编写SM421..本程序编写的讲义以以下四个方面讲程序界面n编写顺序n编写步骤n导入编程n程序编写界面1-1.为了创建新的程序(PCB P r o gr am)而在文件菜单子菜如1)第: 编写程序的建立1图1-2. 点击新建后出现图2界面,点击建进F2基板PCB Edit界面第: 编写程序的建立图2备注:“从原有PCB文件拷贝数据”复选框。
之,选择时建立新程序来从已有的程序文件拷贝所需的数据--PCB Edit界面3点击新建进入图. 二2-1 导轨的调整(如图4里面的红1位置)2-1-1. 在Board Size中输入电路板的长宽尺寸.2-1-2. 检查轨道上有无PCB,如无则点击Conv.二. 基板(PCB Edit)点击度;宽如有则取出后再自动调节机Width,器Conv.Width1 . 导轨的调整13234图原点2-2PC位面如,原时为单一2-2-1PC为默0.0角当PCB为下右应拼版时,原点选择2-2-2 如下一点。
步上块小第上一PCB任意骤法方置原点设PCB拼版2-2-2.置移动高度的设2-3 Z3)红(如图8里面的区PC升顶后,PC进入贴头部移高吸为Nozzl元件后入值基8m元高度大,次时件的高度。
8<次数值<151323.2-4. 基准点设置(Fiducial Position & Mark)PCB Edit)二. 基板(基准点设置4 .13236图2-4-1.点]出现如下图界面2-4-2.Position Type 位选择点对点。
PCB Edit). 二基板(基准点设置4 .36图位2-4-3抓灯,BANJOG2-4-3-1MOD按灯,X2-4-3-2.按AXI键PCB Edit)基板(二. 按下方向键使显示屏的十字架的交点2-4-3-3. 指示在第一个基准点的中心位置,如下图1基准点设置4 .1.位记位No.2-4-3-4.标选准相MoveCamer2-4-3-5.示2-4-3-6.点Get2-4-3-7. 在Mark ID 里输入ID号(如)PCB Edit). 二基板(2-4-3-8. 在Mark List点击No.1,使光标显示在该位置一一对应基准点设置4 .6图2-4-3-9 . 选择点中颜2-4-3-10.调节相机亮中颜色与周颜分清如下1二. 基板(PCB Edit) 4 . 基准点设置16图调点2-4-3-11视觉状态点2-4-3-12的第2-4-2-4-3-13.1-1个点的数据点击2-4-3-14. 扫描后选择确定PCB Edit). 二基板(出。
创建新元件的步骤

创建新元件的步骤
1. 确定元件的需求
首先,我们需要确定新元件的需求。
这包括功能、尺寸、材料等
因素。
我们可以根据设计要求来确定需求。
2. 设计元件
根据需求,我们可以开始设计元件。
这可以通过手绘或使用CAD
软件进行。
我们需要确保在设计过程中考虑到各种因素,如可制造性、耐久性和安全性。
3. 制造样品
完成设计后,我们需要制作样品。
这可以通过使用3D打印或注塑
成型等方法。
这是测试设计是否符合需求的重要步骤。
如果需要,样
品可以继续修改和调整。
4.测试和验证
测试样品后,我们需要进行测试和验证,以确保元件符合需求和
标准。
这可能需要一些特殊的测试设备和条件。
5. 量产
一旦验证完成,我们可以开始量产。
这涉及到确定制造过程并选
择供应商进行生产。
我们需要确保在生产过程中保持质量控制,并足
够小心以避免任何问题或损失。
6. 安装和测试
一旦元件生产完成,我们需要进行安装和测试,以确保元件在实际使用中的性能符合预期。
这也涉及到一些特殊的测试设备和条件。
总之,在创建新元件时,我们需要非常小心和周到。
这确保了元件的质量和稳定性,以满足客户的需求和标准。