三星贴片机操作规程
三星贴片机台操作规范

文件制修訂記錄一、目的:为确保使用安全,使用之正确性及维护,作业之规范性,特制定本程序。
二、适用范围适用于公司内所有贴片机机台操作与保养三、权责:3.1 设备技术课:负责设备操作规范制定及机台维修、日、月、年保养,与作业上岗人员培训3.2 模组制造课:负责设备正常操作与日常保养维护3.3 品管课:负责贴片机操作过程之稽核四、名词定义无序号步骤图片说明注意事项1 开启总电源※开启总电源将指向“OFF”的转动开关转向“ON”2 查看气压表显示值※开启电源后,机台左下方的气压表会显示当前气压压力值(气压值为:4kg/cm²---7kg/cm²)3 开启机台进入“准备”状态※当机台自动进入系统操作面后,按下“READY”按钮,让机器进入准备状态。
(如图)气压显示值4 让机台初始化归零※点击显示器系统操作面左边的“工具”里的子菜单的“归零”如图。
5 暖机※归零完成后,进入系统操作面上的“应用”,点击左边会出现一个子菜单“F9暖机”,设定暖机时间后点击“开始”。
暖机时间为:5—10分钟。
6 进入操作级别进入“工具”里的子菜单“操作级别”,根据需要进入程序员,输入密码进入。
机器归零点击1.应用3.暖机时间设定2.F9暖机4.设定好时间后点击:开7 调取工作程序※点击“文件”里的子菜单“打开”图标,进入文件选择区,选取要生产的文件打开(如图)8 调取工作程式程序选定后会出现如图中所示信息,可拿生产基板进行再次核对。
9 查看喂料器位置点击“PCB编辑”里的子菜单“喂料器”,会出现生产程序的物料名和对应的站位,按照此站位把物料Feeder装在对应的站位上。
点击此处进入程序选择程序选好后,此处会出现所选程序的贴装图这里显示所选择的程序名称喂料器此处是生产物料名和对应站位10 把物料装在对应的站位上物料装到Feeder上后,把Feeder正确的装到对应站位。
11 开始生产装好料后,点击“生产”中的子菜单“完成”,再接着点击“PCB下载”。
贴片机安全操作规程
贴片机安全操作规程
一:目的:为了正确操作贴片机设备,提高设备使用效率,保证产品质量符合工艺的要求。
二:范围:公司三星贴片机
三:操作步骤:
1:检查设备电源和气压表工作是否正常。
2:检查设备内部无放置工具,材料等物品。
确保喂料器正确放置。
3:检查各机轴润滑状况。
保证机轴工作正常。
4:根据不同产品类型,选择相对应的生产程序。
若是新产品,则需进行新程序的编写,确认无误后,然后进行准备试生产。
5:根据PCB板的宽度,调节好输送的轨道宽度,关闭吸嘴,放入PCB板进行试生产。
6:在生产过程中,对首件产品实行自检,经判定合格后,方可批量生产。
7:在设备运行过程中,出现红灯报警时,表示机器出现异常,应根据不同情况分别处理。
需停机处理时,按下STOP键,机器停止贴装。
待故障排除后,继续生产。
四:停机操作
1:生产结束后,关闭电脑程序后,切断电源。
2:保持设备清洁。
五:注意事项
1:PCB板贴片过程中,操作人员不得离开工作岗位。
2:设备运行过程中,操作人员的身体部位不能伸入机器内,以免发生意外,处理故障时,需停机后再操作。
3:贴片机操作人员需培训合格后上岗,并每天认真填写设备点检表。
编制张整审核批准。
SMT SAMSUNG贴片机操作教程

正常
跳过所有的进行生产【空打】 跳过所有的进行生产【空打】
抛料时停止 等待时先进料
跳过吸料排列生产
跳过排列生产
Z Axis 下降延时
原点
Visframe
(mm )
密码 吸嘴 位置
PCB 进板速度
中速
贴片 速度
:
基板信息
拼板信息 公司名称 板/PCB名称 名称 PCB 进来 PCB出去 出去 PCB 锁定 取消/不保存 取消 不保存
X、y轴可以在程序制作时变更其正向方位,但 、 轴可以在程序制作时变更其正向方位 轴可以在程序制作时变更其正向方位, 建议最佳选择系统默认方位,勿随意变更, 建议最佳选择系统默认方位,勿随意变更,减 少在品质控制时产生的干扰。 少在品质控制时产生的干扰。 坐标说明: 坐标说明:
Samsung X AXIS坐标为正数越 大越向左越小越向右, 负数越小越向左反而越大越向右,Y AXIs为正数越大 越向上越小越向下,负数越小越向上反而越大越向下, Z AXIS 坐标为正数越大越向上越小越向下,负数越 小越向上反而越大越向下,R AXIS正数越大为逆时针 旋转,负数越大为顺时针旋转,HEAD排列顺序为从 左至右
四.CAMERA的用途 的用途
1.Fly camera
2.Fiducial camera 3.Fix camera
1.Fly camera的作用:运行时进行视觉校正,主要识别 的作用: 的作用 运行时进行视觉校正,主要识别CHIP.SOP.SMALL. QFP 15mm.10mm 22mm.25mm等尺寸大小的元器件 等尺寸大小的元器件
z YAMAHA Mount 坐标原理
坐标说明:
YAMAHA X AXIS 坐标数值为越大越向右越小越向左 负数越小越向右越大越向左,Y AXIS 正数越大越向 上越小越向下,负数越小越向上越大越向下,Z AXIS 坐标为正数越大越向下越小越向上,负数越小越向下 越大越向上,R AXIS坐标为正数越大逆时针旋转,负 数越大顺时针旋转,HEAD排列顺序为从右至左
三星贴片机操作范文

三星贴片机操作范文一、三星贴片机的基本操作流程1.初始化将电路板放置在贴片机上,并使用夹具将其固定。
然后按下贴片机面板上的初始化按钮,系统会进行自检并回到初始状态。
2.设定引导标点贴片机需要知道电路板的准确位置和尺寸。
通过设定引导标点来实现,即从电路板的四个角落选择四个指定的标点。
在贴片机面板上选择“标点设定”选项,按照指引依次设定四个引导标点。
3.加载元件将需要贴装的元件放置在三星贴片机的自动供料仓中。
按照元件的大小和类别进行分类,避免元件之间的混淆。
4.设定元件数据在贴片机面板上选择“元件数据设定”选项。
根据电路图和元器件清单,输入元件的相关参数,包括型号、尺寸、定位、元件描述等信息。
5.创建贴装程序6.开始贴装在贴片机面板上选择“开始贴装”选项,系统会自动进行元件贴装。
贴片机会根据设定的贴装程序,自动识别元件并进行精确定位和贴装。
7.检查贴装结果贴装完成后,需要进行质量检查。
可以使用目视检查或专业检测设备来检查每个元件的位置、焊接质量和贴装准确度等。
二、三星贴片机的注意事项1.元件供料要确保元件供料仓中的元件充足并正确放置。
定期检查元件供料仓的状态,及时补充或更换元件。
2.元件数据的准确性在设定元件数据时,需要确保输入的元件参数准确无误。
错误的元件参数会导致贴装错误或质量问题。
3.引导标点的准确定位引导标点的正确设定是保证贴装准确度的重要步骤。
需要仔细选择引导标点,并准确设定其位置。
4.贴装程序的创建在创建贴装程序时,要根据电路板设计和元件数据准确地设定贴装顺序和参数。
不同尺寸和类型的元件应设定相应的贴装速度和高度等。
5.贴装速度的控制贴片机的贴装速度会影响贴装效果和质量。
速度过快可能引起元件错位或其他不良贴装现象,速度过慢则会影响生产效率。
根据具体情况选择合适的贴装速度。
6.检查贴装结果贴装完成后,一定要进行贴装结果的检查。
使用目视检查或专业检测设备,确保每个元件的位置和焊接质量符合要求。
1三星贴片机操作规程

SM421自动贴片机操作规程1目的使贴片机的正常运转,保证生产力的持续稳定。
2范围本公司SM421自动贴片机3职责贴片机操作人员负责贴片机的正常使用,及维护保养。
4定义(无)5程序5.1开机准备:5.1.1检查设备,不允许有任何异物存在,盖好保护盖。
5.1.2根据SMT换料作业规定,检查料盘规格、型号、安装是否正确。
5.1.3检查电源、气源、接地是否完好。
5.2开机:5.2.1接入UPS后打开机器后面的主电源开关(380V),打开气源开关(4.5~5.5MPa)。
5.2.2打开机器右下方的电源开关,按下“I/O”键,设备自检,等待进入主菜单。
5.2.3按下“READY”键,将手炳控制器设置成“HOME”模式,按下“HOME START”,设备回原点,WARM UP进行初始化热机。
5.2.4在主菜单FILE中选择“OPEN”,然后将子菜单中的组件类型改为OPT,选择预生产的产品程序,双击鼠标或按“打开”键实现程序调用。
5.2.5将预生产的PCB板实现完好定位,调整导轨宽度,施放顶针。
5.2.6在主菜单的“PRODUCTION”中依此按下“FINISH”、“PCB D/L”、“START”键,设备发出提示音。
5.2.7待主菜单右上角显示“PAUSE”字样后,按下控制面板上的“START”键,放入PCB板。
5.2.8待机器再次发生声响后,按下控制面板上的“STAR T”键,机器开始贴装。
5.2.9中途停机可按下面板上的“STOP”+“RESET”键。
5.2.10半途续贴装时必须按下“CONT”键。
当TRAY盘料用完后,点击“T/F CNT”键,再点击“ALL RESET”,确定即可。
5.2.11生产结束按下控制面板上的“STOP”键。
按两次控制面板上的“RESET”键,再退出程序。
设备因故障关机,须等待1分钟后方可重新启动5.3关机5.3.1用鼠标点击程序右上角的“X”键5.3.2在子菜单中选择“NO”字样。
123402J0601452018 A0三星SM471PLUS贴片机操作规程

操作文件文件修订页1 目的建立三星SM471PLUS贴片机作业规范,为操作人员提供作业依据、确保产品品质达到工艺要求。
2 适应范围适用于公司内所有三星SM471PLUS贴片机。
3 术语与定义引用公司《管理手册》中的术语与定义4 职责与权限4.1 工程技术部有指导使用者正确操作及保养三星SM471PLU S贴片机,负责工艺参数的设定。
4.2 使用部门负责三星SM471PLUS贴片机的日常检查、维护保养和使用。
5 内容与方法5.1 操作步骤5.1.1 开机前的准备:5.1.1.1 检查“RESET”等开关是否完整、安全可靠。
5.1.1.2 检查机器内部有无异物及残留PCB,清洁。
5.1.1.3 检查确认各电、气旋钮和开关是否在规定位置,电线、气管是否松脱及破损,若有则紧固或更换。
5.1.1.4 检查并清洁Feeder(送料器)平台。
不可有异物,以防机器损坏5.1.1.5 检查主气压值在0.4-0.7MPA标准范围内5.1.1.6 检查PCB支撑平台有无异物,取下支撑平台上支撑块取下支撑块并清洁支撑平台5.1.1.7 检查PCB板的设计是否符合机器工艺要求,并在线编程5.1.2 操作方法5.1.2.1 打开电源开关(向左旋转为开)向左旋转电源开关5.1.2.2 等待系统启动进入操作界面。
5.1.2.3 开启主气压控制阀开关,并打开急停开5.1.2.4 等待硬件初始化完成后按顺序按下“前后切换”“READY”5.1.2.5 选择工具栏回零5.1.2.6 点击“文件栏”打开文件选择“OPEN”调用所生产的PCB程序点击“文件栏”点选需生产的程序并点击“选择”5.1.2.7 点击“PCB编辑”“供料器”查看物料信息,并按要求上料点击“PCB编辑”点击“供料器”点选“只显示已设定的供料器”备注:红色为已安装好的FEEDER,按照设定供料器位置安装物料。
5.1.2.8 调整元件吸料位置选择站位点击“MOVE”查看物料位置推件(无物料图像时送料)移动光标将元件对中选择“GET”保存位置5.1.2.9 点击“生产”选择“完成”“PCB下载”点击“开始”直接生产点击“生产”选择“完成”“PCB下载”点击“开始”按下“START”5.1.3停机5.1.3.1 确定机器内无PCB遗留,按下“STOP”和“RESET”开关,机器停止运行。
三星机SM321F作业指导

产品名称工序名称贴片机操作设备名称三星SM321F 文件名称版 本A 图面: 2. 检查机內有无异物。
制定日期审核日期批准日期 SAMSUNG-SM321F操作指导书通 用机器操作指示8. 打开主画面(product)菜单点击START,机器操作面板上绿色START键开始闪烁4. 打开总电源开关(MAIN SWITCH)至ON5. 等待机器系统启动至WINDOWS,启动机器应用程序至主画面开机程序:1. 确认气压值0.45Mpa±0.05 Mpa.3. 向右旋转紅色【EMERGENCY STOP】。
6. 打开主画面左下方TOOL点击第一项机器开始自动检测回原点,按下READY键给机 器各部位供电7. 打开主画面左下方FILE点击文件夹调出当天的生产程序并确认轨道宽度注意事項:M/C相关参数:2. 打开主画面左下方FILE菜单点击关机图标,压下紧急制动(EMERGENCY)3. 关闭电源开关(MAIN SWITCH)至OFF9. 按下START键机器开始自动生产3. 贴片方向:00~359.903. 不要任意调整感应器的值或感应器的位置。
4. PCB SIZE:MAX:450mm×310mm 1. 机器报警亮紅灯,发生异常噪声,故障等问题時应及1. M/C名:AUTO MOUNT 時汇报給设备负责人,认设备负责人对其进行维修。
2. MODLE名:三星SM321F 关机程序:1. 生产完定单后确认机器内有无PCB板,按下STOP键机器停止运作4. 正常生产过程中不要碰到控制面板红色急停开关。
MIN:50mm×50mm5. 空气压力:0.45Mpa±0.05 Mpa.6. 电 源 : 三相380V/50HZ2. 设备运转中千万不要将手进入机器內。
【三星贴片机操作指引】
作成 审核批准管控章一、 目的及其适用范围建立贴片机作业规范,作为操作人员的作业依据,以达到作业质量一致,安全操作之目的。
适用本公司SMT 车间三星SM421操作 二、 操作方法2.1启动设备前的检查:检查设备周围的安全状况,设备内部有无杂物。
2.2打开主气源与电源2.3打开设备电源:顺时针方向拧设备前面的Main 开关,给设备供应电源。
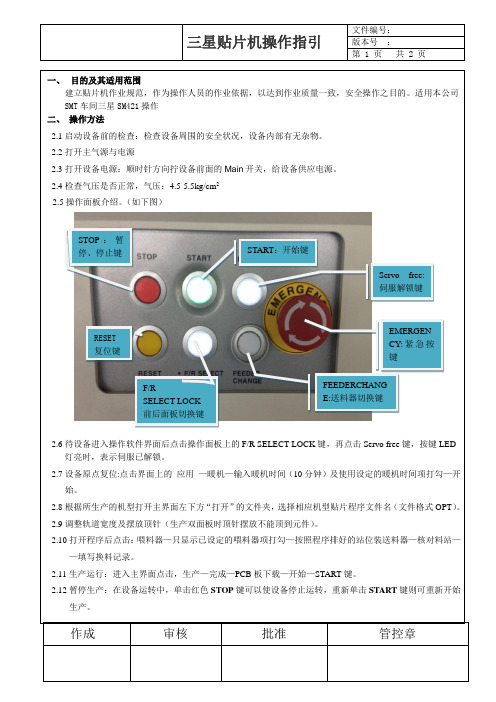
2.4检查气压是否正常,气压:4.5-5.5kg/cm 2 2.5操作面板介绍。
(如下图)2.6待设备进入操作软件界面后点击操作面板上的F/R SELECT-LOCK 键,再点击Servo free 键,按键LED 灯亮时,表示伺服已解锁。
2.7设备原点复位:点击界面上的 应用 —暖机—输入暖机时间(10分钟)及使用设定的暖机时间项打勾—开 始。
2.8根据所生产的机型打开主界面左下方“打开”的文件夹,选择相应机型贴片程序文件名(文件格式OPT )。
2.9调整轨道宽度及摆放顶针(生产双面板时顶针摆放不能顶到元件)。
2.10打开程序后点击:喂料器—只显示已设定的喂料器项打勾—按照程序排好的站位装送料器—核对料站— —填写换料记录。
2.11生产运行:进入主界面点击,生产—完成—PCB 板下载—开始—START 键。
2.12暂停生产:在设备运转中,单击红色STOP 键可以使设备停止运转,重新单击START 键则可重新开始 生产。
START :开始键Servo free:伺服解锁键STOP :暂停、停止键F/RSELECT-LOCK 前后面板切换键RESET 复位键FEEDERCHANG E:送料器切换键EMERGEN CY:紧急按键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三星贴片机操作规程
1 开机
打开空气压缩机;
打开墙面电源开关;
取下机器防尘罩,打开主电源开关(一级旋转开关,如图1中2所示),图2中的电源(POWER)指示灯亮;
按下启动开关(二级红绿按键开关,绿键为开,红键为关,如图1中1所示);
电脑自检完毕进入操作界面后,按下准备开关(三级Ready开关,如图2中的2所示),此按键同时有指示作用,按下后指示灯亮;
暖机3-4分钟:点击快捷键出现暖机操作窗口,点击START(开始),计时器开始计时,3-4分钟后,点击STOP停止。
图1
图2
2 运行
点击快捷键出现打开文件对话框,首先选文件类型为*.OPT,打开目标程序的OPT 文件确认无误后,点击OK,出现以下提示:
TOTAL:X POINT (总共X个元器件)
END OF STEP:CYCLE Y--HEAD Z (结束于Y循环的Z头)
按YES键确认,接着出现以下提示:
LOAD PCB DATA NOW(是否装载PCB板的数据)
按YES键确认,接着出现以下提示:
PUT ALL NOZZLE(放下所有吸嘴)按NO键放弃,目标程序即完成装载。
点击快捷键调出运行操作窗口。
按进板方向拿一块PCB板在导轨上对照宽度,然后转动手轮(见图2中的8所示),调节导轨宽度直到合适为止。
把PCB板放在导轨上,用手来回推动PCB板,板活动自如又不会掉下即可。
在进板口放入准备贴片的PCB板,注意进板方向。
按下START键(如图2中的3所示),机器的状态由IDLE(空闲)转到PAUSE(暂停),贴片工作头自动移到等待位置并进行自检,自检完毕后蜂鸣器(见图2中的7所示)发出一声“嘟”,再按一次START键,机器即进入自动运行状态(RUN)。
导轨上可以同时存在两块板,当工作位置有一块板正在贴片,在进板口的等待位置还可以放一块板。
前一块板完成贴片后,会自动出板,处于等待位置的板自动进到工作位置,当此板完全定位后,在进板口即可放入新的一块板。
注意:当等待位置的板还未完全进到工作位置,不要在进板口放入新的板。
要及时移开已经贴完元器件的PCB板,防止下一块板出来后把前一块板上的元器件撞歪。
当运行过程中出现故障,机器会产生报警,蜂鸣器持续发出“嘟--嘟---”声,机器进入FREEZE (锁死)状态。
首先按下STOP停止键(如图2中的4所示)消除报警声,再按下RESET重新
设置键(如图2中的5所示),使机器进入IDLE状态,根据电脑提示排除故障,在运行操作
窗口上点击PREV PCB键,电脑提示是否接着以前的程序继续运行,点击OK,之后如同步骤.
的操作。
机器运行过程中想人为中断运行,按下STOP键,机器将进入PAUSE状态,想继续运行,直接按START键。
如果按下STOP键后,接着按RESET键使机器进入了IDLE状态,想继续运行,则要点击运行操作窗口上的PLACE CONT键,之后如同步骤.的操作。
工作完成后,首先按下STOP键,停止运行状态,接着按RESET键使机器进入IDLE状态,然后点击CLOSE键,关闭运行操作窗口。
机器一共有五种状态,分别说明如下:
IDLE 空闲状态,黄色,编程、修改程序、处理问题都要在此状态下进行;
PAUSE 暂停状态,绿色,机器运行过程中按下STOP键会出现此种状态或
在IDLE状态下按START键也会出现此种状态,此状态下不可修改程序;
RUN 运行状态,绿色;
FREEZE 锁死状态,红色,当机器出现故障报警时,出现此种状态,按下
RESET键恢复到IDLE状态,排除故障;
WAIT 等待状态,灰色,当用控制器控制机器复位后,会出现此种状态,
复位完成后,机器自动恢复到IDLE状态。
机器运行过程出现异常现象,按下紧急制停按钮(如图2中的6所示)。
排除故障后,向紧急制停按钮的箭头方向旋转,然后松开,再按RESET键,就可解除紧急制停状态。
3 控制器说明
速度等级调节(SPEED LEVEL)
机器共设有五级工作速度,用五个指示灯显示所选级别,从下到上速度依次增加,UP键表示速度增加,DN键表示速度降低。
紧急制停(EMG)
当机器工作过程中出现异常现象,按下EMG紧急制停键,使机器立即断电,停止运行,防止设备烧坏。
移动控制键(如图所示A、B、C、D)
根据所选模式不同,可以控制工作头的前后左右方向的平移、吸头的上升下降、吸头的顺时针逆时针方向旋转、吸头的回零,工作头整体回零。
MODE模式选择键
按此键,按JOG--BANG--HOME--全部灭-- JOG --……的顺序指示灯依次亮,指示灯亮的模式表示被选中。
3.4.1 JOG:快速移动模式,对应速度级别的最上面两种;
3.4.2 BANG:慢速移动模式,对应速度级别的下面三种;
3.4.3 HOME:回零模式。
AXIS轴选择键
按此键,按XY--Z/R --全部灭-- XY --……的顺序指示灯依次亮,指示灯亮的轴表示被选中。
3.5.1 XY:X轴指横向平移轴,Y轴指纵向平移轴。
3.5.2 Z/R:Z轴指吸头的上升、下降轴,R轴指吸头的顺时针、逆时针方向旋转轴。
3.5.3 CHK:本机器无此功能。
HEAD吸头选择键
按此键,按1--2--3--全部灭--1--……的顺序指示灯依次亮,指示灯亮的吸头表示被选中。
1,2,3分别对应工作头上从左到右的三个吸头。
动作说明
3.7.1 MODE=JOG(快)或BANG(慢),AXIS=XY,选速度等级,之后按:
A,表示X轴负向移动工作头
B,表示Y轴正向移动工作头
C,表示X轴正向移动工作头
D,表示Y轴负向移动工作头
3.7.2 MODE=JOG(快)或BANG(慢),AXIS=Z/R,HEAD=1(或2、3),选速度等级,之后按:
A,表示逆时针方向旋转吸头1(或2、3)
B,表示Z轴正向拉上吸头1(或2、3)
C,表示顺时针方向旋转吸头1(或2、3)
D,表示Z轴负向压下吸头1(或2、3)
3.7.3 MODE=HOME,AXIS=XY,之后按:
D(HOME START开始回零),表示工作头回到零点位置
3.7.4 MODE=HOME,AXIS=Z/R,HEAD灯全部灭,之后按:
D,表示所有吸头的Z轴和R轴都回零
3.7.5 MODE=HOME,AXIS=Z/R,HEAD选中1(或2、3),之后按:
D,表示吸头1(或2、3)的Z轴和R轴回零。
要使工作头XY回零,首先必须使所有吸头的Z/R轴回零(见3.7.4),之后才能使工作头XY 回零(见)。
回零操作时,按下HOME START键后机器会进入短暂的WAIT状态,等待Z/R回零完毕后机器进入IDLE状态才能进行下一步操作。
4 关机
工作完成后,点击主菜单上的FILE(文件)选项,在下拉菜单中选EXIT(退出),电脑
v1.0 可编辑可修改会提示:
PUT ALL NOZZLE(放下所有吸嘴)
选NO不放下吸嘴,电脑接着提示:
EXITS FROM WINDOWS 选YES确认退出。
电脑显示屏上出现:IT’S NOW SAFE TO TURN OFF
YOUR COMPUTER(可以安全关闭电脑),直接关闭一级旋转电源开关。
关闭墙面电源开关。
关闭空气压缩机。
罩上机器防尘罩。
5认真填写“三星贴片机工作登记”表。
6信号灯说明
机器的顶部有一个信号灯塔,从上到下依次为红、橙、绿灯,各信号表示的机器状态见下表:
7 注意事项
只有经过培训并合格的操作员才可以操作此机器;
PCB板贴片过程中,操作员不得擅自离开工作岗位;
机器运行过程中,操作员头、手等身体部位千万不可伸入机器;处理故障,先要打开门盖,然后进行相关处理。