工艺流程参考格式
生产工艺流程简述(3篇)
第1篇一、引言生产工艺流程是指将原材料通过一系列的加工、组装、检验等环节,最终形成合格产品的整个过程。
在生产过程中,合理的生产工艺流程可以提高生产效率、降低生产成本、保证产品质量。
本文将对某典型产品的生产工艺流程进行简述,以期为相关行业提供参考。
二、生产工艺流程概述以某电子产品为例,其生产工艺流程主要包括以下环节:1. 原材料采购与检验(1)原材料采购:根据产品设计要求,选择合适的原材料供应商,签订采购合同。
(2)原材料检验:对采购的原材料进行外观、尺寸、性能等方面的检验,确保原材料符合设计要求。
2. 零部件加工(1)零部件加工:根据产品设计图纸,对原材料进行切割、钻孔、焊接、组装等加工,形成半成品。
(2)零部件检验:对加工后的零部件进行尺寸、性能等方面的检验,确保零部件质量。
3. 产品组装(1)产品组装:将检验合格的零部件按照设计要求进行组装,形成成品。
(2)产品检验:对组装后的产品进行外观、性能、功能等方面的检验,确保产品合格。
4. 产品包装(1)产品包装:将检验合格的产品进行包装,确保产品在运输过程中不受损坏。
(2)包装检验:对包装好的产品进行外观、密封性等方面的检验,确保包装质量。
5. 产品出货(1)产品出货:将检验合格的产品按照客户需求进行分拣、打包、运输。
(2)出货检验:对出货的产品进行数量、质量等方面的检验,确保产品符合客户要求。
三、生产工艺流程优化措施1. 优化原材料采购与检验(1)建立长期稳定的原材料供应商关系,降低采购成本。
(2)采用先进的检验设备和技术,提高检验效率和质量。
2. 优化零部件加工(1)引进先进加工设备,提高加工精度和效率。
(2)优化加工工艺,降低加工成本。
3. 优化产品组装(1)采用模块化设计,提高组装效率。
(2)加强组装人员培训,提高组装质量。
4. 优化产品包装(1)采用环保、安全的包装材料,降低生产成本。
(2)优化包装设计,提高包装质量。
5. 优化产品出货(1)加强物流管理,提高运输效率。
最全施工工艺流程图(参考模板)
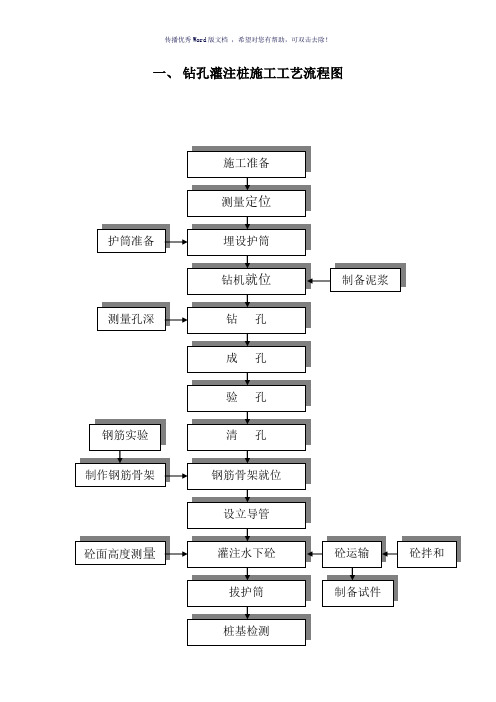
一、钻孔灌注桩施工工艺流程图
二、系梁(承台)施工工艺流程图
三、墩柱施工工艺流程图
四、墩身、桥台施工工艺流程图
五、盖梁(台帽)施工工艺流程图
六、先张法空心板梁预应力施工工艺流程图
七、后张法空心板梁预应力施工工艺流程图
八、空心板梁吊装施工工艺流程图
九、箱梁安装施工工艺流程图
十、架桥机架梁施工工艺流程图
十一、现浇连续箱梁施工工艺流程图
十二、系梁(承台)施工工艺流程图
十三、桥面砼铺装层施工工艺流程图
十六、二灰土底基层施工工艺流程图
十七、二灰土拌和工艺流程图
十八、水稳碎石基层施工工艺流程图
十九、路面面层施工工艺流程图
二十、水泥砼面板施工工艺流程图
二十一、泥灰结碎石路面施工工艺流程图
二十二、盖板涵施工工艺流程图
二十三、钢筋砼圆板涵施工工艺流程图
二十四、箱涵和箱通施工工艺流程图
二十五、护坡砌筑施工工艺流程图。
工艺文件格式样板 -回复

工艺文件格式样板-回复工艺文件是制造或生产过程中必不可少的一种重要文档,它记录了产品的工艺参数、制造方法以及质量控制要求等关键信息。
工艺文件的编写和管理对于保证产品质量、提高工艺稳定性至关重要。
本文将以工艺文件格式样板为主题,详细介绍工艺文件的基本要素以及编写过程,并提供一个具体的样板作为参考。
一、工艺文件的基本要素1. 产品信息:包括产品名称、规格型号、用途等。
这些信息可以帮助操作人员明确所制造产品的具体要求,在制造过程中起到统一指导作用。
2. 工艺参数:包括主要工艺参数、设备使用参数等。
这些参数直接关系到产品的质量和稳定性,因此需要准确地记录在工艺文件中。
例如,对于某种产品的温度、压力、速度等参数,在工艺文件中应有明确的要求。
3. 制造方法:包括生产工艺流程、机器设备使用说明等。
这些方法是制造产品的核心步骤,对于确保产品质量和工艺稳定性至关重要。
因此,在工艺文件中应清晰地描述每个步骤的操作要求和注意事项。
4. 质量控制要求:包括关键质量检验项目、检验方法、合格标准等。
这些要求能够帮助监控产品制造过程中的质量状况,确保产品符合规定的质量标准。
工艺文件中应详细说明各个检验项目的具体要求和执行方法。
5. 安全要求:包括操作人员安全、设备安全等方面的要求。
这些要求是为了保障操作人员的人身安全和设备的正常运行。
在工艺文件中应明确规定各种潜在危险的防范措施和操作人员的个人防护装备要求等。
二、工艺文件的编写过程1. 收集相关信息:与相关部门沟通,了解产品的技术要求和制造流程。
同时,收集设备操作手册、质量标准等文档,为编写工艺文件提供参考。
2. 制定文件纲要:根据收集到的信息,确定工艺文件的基本结构和内容。
可以采用层次结构的方式,将不同的要素归类整理,使工艺文件的编写更加有条理。
3. 编写工艺参数和制造方法:根据产品的要求,逐步编写工艺参数和制造方法。
在编写过程中,需要注意准确、明确地描述每个工艺参数和制造步骤的具体要求,以便操作人员能够按照工艺文件的要求进行操作。
实木门工艺流程-参考
实木门工艺流程-参考实木门工艺流程1、主要生产工艺流程图:2.1( 一般木门、门框生产工艺流程图:干燥横截纵解平刨压刨截准件门板门框锯风坑出榫头钻榫眼组框门框开止口涂胶、配坯、胶压开榫槽裁边螺圆角封边、铣边、修改开锁眼锯榫肩开铰位钉窗线钉百页打磨、喷漆2.2. 当生产的木门,门框较特殊时,其工艺流程允许有所改动。
3、各工序的加工工艺要求3.1. 干燥3.1.1. 见《木材干燥工艺规程》(HL/T9.1.5)。
3.2 横截3.2.1. 基本工艺和操作要求:根据图纸的长度尺寸加上约10MM的加工余量进行锯切,同时,除去材料中不符合选材要求的缺陷部份(如开裂、腐朽、死节等)。
截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率。
3.2.2. 使用材料、设备:开料锯。
3.2.3. 质量要求:锯成材必须符合选材标准的规定,尺寸只允许正误差,不允许有负误差。
3.2.4. 质量记录:“开料通知单”3.3. 纵解3.3.1 基本工艺和操作要求:根据毛料宽度在工作台上设置定位档块。
其加工余量因材料用途、长度不同而各有规定。
现。
3.3.4. 质量记录:“开料通知单”。
3.4. 平刨3.4.1.基本工艺和操作要求:开机前,将平刨后工作台表面调正在与柱形刀头切削的同一切线上,保持前后工作台平行,确定一次刨削量,通常定为1.5,2.5MM;检查安全装置是否完善,导尺的导向面与工作台面是否垂直。
本工序,严禁加工长度为200MM以下的工作。
操作中,工件一定要紧靠导尺,保证工件相邻面互垂直3.4.2. 使用材料、设备:具有规格尺寸的毛料,平刨。
3.4.3. 质量要求:工作两相邻加面成90度角;被加工表面无明显波痕、毛刺等加工缺陷。
3.5. 压刨3.5.1. 基本工艺和操作要求:开机前,要调试好设备和刀具,待厚度尺寸调试准确后方可生产。
操作中,操作者应站在机床侧进行操作,不能站在机床前后,以免被工件打伤。
3.5.2. 使用材料、设备:具有基准面和基准边的规格必须符合图纸要求,误差范围+1MM,正负件加工面要平直光滑,无明显波纹、毛刺等加工缺陷。
制程工艺流程

制程工艺流程1. 引言制程工艺流程是指将产品从设计到最终生产完成的一系列步骤和流程。
良好的制程工艺流程能够有效地提高生产效率、降低成本,并确保产品的质量和一致性。
本文将介绍一个典型的制程工艺流程,并分析其中的重要步骤和注意事项。
2. 制程工艺流程步骤2.1 设计阶段设计阶段是制程工艺流程的起点。
在这个阶段,产品的设计师与工艺工程师密切合作,确定产品的规格、功能和外观。
重要的设计参数需要明确,并与工艺要求相匹配。
2.2 材料准备材料准备是制程工艺流程的核心步骤之一。
在这个阶段,从供应商采购所需的原材料,并进行质量检测和验证。
对于每一批原材料,都要进行严格的品质把控,以确保生产过程中的稳定性和一致性。
2.3 制造工艺制造工艺是制程工艺流程中最关键的步骤。
在这个阶段,根据产品的设计要求和工艺规范,进行各种加工和装配操作。
这些操作可能包括材料切割、零件成型、焊接、喷涂等。
制造工艺的稳定与一致非常重要,任何不良的操作都可能导致产品质量问题。
2.4 检测与质量控制检测与质量控制是制程工艺流程的关键环节。
在这个阶段,通过对成品的检测和验证,确保产品符合规定的质量标准。
常用的检测方法包括外观检查、尺寸测量、功能测试等。
同时,制定良好的检测与质量控制计划,可以及时发现和纠正生产过程中的问题,保证产品的质量稳定。
2.5 调试与改进调试与改进是制程工艺流程的最后一步。
在这个阶段,分析生产过程中出现的问题,并采取相应的措施进行改进。
通过不断地调试和优化,可以提升生产效率,降低成本,并不断改进产品的质量和性能。
3. 制程工艺流程注意事项3.1 设计与工艺的协调在制程工艺流程中,设计和工艺是紧密相关的。
设计师和工艺工程师需要充分沟通、协调,确保产品的设计能够被工艺所支持,并满足制程工艺流程的要求。
3.2 质量控制的重要性质量控制是制程工艺流程中不可或缺的环节。
通过严格的质量控制手段,及时发现和纠正生产过程中的问题,可以确保产品的成品率和质量稳定。
工艺流程怎么写
工艺流程怎么写工艺流程是指制造产品时的具体步骤和操作方法。
下面是一个关于如何写700字的工艺流程的参考:一、引言(约100字)工艺流程是指将原材料转化为最终产品的一系列步骤和操作方法。
本文将介绍一个典型的制造工艺流程,以了解其中的各个环节和关键步骤。
二、工艺流程概述(约100字)该工艺流程涉及到材料准备、加工、装配等多个环节。
其中,每个环节都有其独特的过程和方法,以确保最终产品的质量和性能。
三、材料准备(约200字)在该制造过程中,首先需要准备原材料。
原材料可以是金属、塑料、电子元件等,根据产品的具体要求进行选择。
这些原材料需要经过清洗、切割和预处理等步骤,以使其达到制造要求。
四、加工(约200字)在加工环节中,原材料会经历多个工序和操作。
首先,原材料可能需要被放入特定的机器中进行加工,如车床、铣床和冲床等。
然后,通过切割、打磨、车削等工艺,将原材料加工成所需的形状和尺寸。
五、装配(约200字)在装配环节,将经过加工的部件进行组装。
这个过程需要严格按照装配图纸和指导书的要求进行。
从涂层到焊接,从螺栓到固粘剂,每个步骤都需要仔细操作,以确保部件的正确安装和产品的整体质量。
六、质量检验(约100字)在工艺流程的最后,需要对最终产品进行质量检验。
通过使用各种仪器仪表和测试设备,对产品进行尺寸、功能以及外观等方面的测试。
只有通过质量检验的产品才能交付给客户。
七、结论(约100字)通过了解这个典型的工艺流程,我们可以看到制造一个产品所需要的复杂程度。
每个步骤都有其独特的要求和技术,以确保产品的质量和性能。
一个完整的工艺流程是一个团队的协作,每位工人都需要做出自己的贡献。
写完以上内容,总字数达到700字。
可以根据个人情况进行修改和调整,以适应实际需要。
同时,可以增加一些例子或细节描述,以让读者更好地理解工艺流程的复杂性和重要性。
工艺流程图模板
工艺流程图模板介绍工艺流程图(Process Flow Diagram, PFD)是一种用于展示工艺流程和设备之间关系的图表。
它通过简洁的图形方式展示了工艺流程中的各个步骤、设备和管道之间的关联,帮助人们更好地理解和掌握流程的运行。
工艺流程图模板是一个预先设计好的通用模板,用于创建符合标准格式和规范的工艺流程图。
它包含了一系列常见的工艺图符号,以及排列和连接这些符号的指导线路。
使用模板,可以更快速地绘制和更新工艺流程图,提高生产效率和图表质量。
模板示例以下是一个简单的工艺流程图模板示例:flow st=>start: Start e=>end: End op1=>operation: Step 1 op2=>operation: Step 2 op3=>operation: Step 3 op4=>operation: Step 4st->op1->op2->op3->op4->e上述示例使用了流程图绘制工具和Markdown语法,绘制了一个包含5个步骤的工艺流程图。
其中,开始节点由start关键字表示,结束节点由end关键字表示,操作节点由operation关键字表示。
箭头表示了步骤的顺序和关联关系。
使用方法要使用工艺流程图模板,可以按照以下步骤进行操作:1.在合适的编辑器中创建一个Markdown文档。
2.复制以上示例中的模板代码,并粘贴到Markdown文档中的合适位置。
3.根据实际需求修改模板中的文本内容和流程步骤。
4.对流程图进行调整和排版,以满足文档的要求。
5.最后,将Markdown文档导出为其他格式或直接以Markdown格式保存。
模板优势使用工艺流程图模板的优势如下:1.提高工作效率:通过使用模板,可以减少绘制工艺流程图的时间和精力,提高工作效率。
2.规范图表格式:模板中已经定义好了一套符合规范的图表格式,能够保证绘制出的流程图一致性和易读性。
工艺文件格式样板 -回复
工艺文件格式样板-回复[工艺文件格式样板],以下是一步一步回答1500-2000字文章。
标题:工艺文件格式样板引言:工艺文件是指用于描述产品设计和制造过程的规范性文件,是工艺部门进行产品制造所需的重要依据。
在工艺文件中,涵盖了从产品设计到生产的各个环节,包括工艺流程、设备要求、质量标准等内容。
本文将详细介绍工艺文件的格式样板,帮助提高工艺文件的规范性和可读性。
一、文件标识工艺文件首先应明确标识,使得文件易于识别和管理。
在文件标识中应包含以下内容:1. 文件类型:明确工艺文件的种类,如工艺流程说明、设备清单等。
2. 文件编号:为每个工艺文件分配唯一的编号,方便追踪和管理。
3. 文件标题:简明扼要地描述工艺文件的主旨。
二、文件版本管理有效的版本管理是保证工艺文件正确和一致性的重要手段。
在文件版本管理中应包含以下内容:1. 版本号:为每个工艺文件的每个版本分配唯一的版本号,方便追踪和识别。
2. 版本日期:明确每个版本的创建或更改日期,方便查阅和比对。
三、文件目录文件目录是工艺文件的重要组成部分,可以使读者快速了解文件内容和寻找所需信息。
在文件目录中应包含以下内容:1. 文件章节:将文件内容划分为多个章节,按照逻辑顺序进行排列。
2. 章节标题:对每个章节进行简明的描述,体现主题和要点。
四、正文格式工艺文件的正文格式应清晰、简洁,内容要点突出。
在正文格式中应包含以下要素:1. 标题和编号:对每个小节进行标题和编号,使读者能够快速浏览和定位所需信息。
2. 文字描述:用简明扼要的语言描述工艺过程、设备要求、质量标准等内容,突出关键信息。
3. 图表插图:通过插入适当的图表和插图,帮助读者更好地理解工艺流程和设备配置。
4. 正文层次:合理设置标题的层次结构,使读者能够清晰理解各个主题和子主题之间的关系。
五、附件和参考资料工艺文件的附件和参考资料是对正文进行补充和支持的重要内容。
在附件和参考资料中应包含以下要点:1. 附件列表:将附件列出并编号,方便读者查阅。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工步加工刀具尺寸公差轴套压入工步加工刀具尺寸公差四脚面和外径加工①四脚面高度84.6±0.3②四脚面外径Φ169.5±0.1密封构槽粗加工①密封构槽宽度4.1密封构槽深度2.4±0.05密封构槽精加工①密封构槽宽度4.1密封构槽深度2.4±0.05支架内径及密封板安装面加工②密封板安装面深度28.94③Φ129.7内径Φ129.7±0.1④Φ131.7内径Φ131.7轴套内径加工①轴套内径51.7轴套内径加工①Φ41.2内径Φ41.2 TNMG 160408 YBD152 株洲MTJNR2525M16M1SANDVIK同支架OP2-T1重新选型(待定)6工程1:轴套压入3重新选型(待定)5加工部位
2
1
无
加工部位
工程2:轴套内径粗加工
TCMW16T304FP CD10
SANDVIK
A20S-STFPL16
SANDVIK
同支架OP2-T4
4
1
3NU-TNMA160408
郑钻
A32U-DTFNR 16
SANDVIK
同支架OP2-T2
重新选型(待定)
+0.025
0
①
②
①
②
③④
+0.05
0
-0.1
-0.2
①
+0.082
+0.072
+0.025
0
①
①
+0.025
0
8-M7螺纹底孔加工
①Φ6孔内径
Φ6±0.1
②Φ6孔深度
20±18-M7螺纹孔加工①8-M7螺纹孔深度17.5±13-Φ5.8孔加工①3-Φ5.8孔内径5.8±0.13-Φ5.8孔深度12±0.53-Φ6孔加工①3-Φ6孔内径63-Φ6孔深度11±0.5(ф5)油孔加工①Φ5孔内径Φ5±0.1Φ5孔深度79.5±0.3倒角②8-M7螺纹孔倒角C0.25~1.0③2-Φ6孔倒角C0.5~1.0排气孔部粗加工排气孔部精加工通孔部深度:43±13ф5.8*28*66株洲同支架OP3-T44ф6 Reaming dills[Drawing No. K-J-103]TUNGALOY同支架OP3-T552GLSD5*150*100(NACHI)BT40-SK10-60(日研)SK10-6P(日研)6ф8 Starting Drills[TIN-NC-LDS 8*90°]同支架OP3-T3HT M7*1.0 1.5PBT40-SK10-60(日研)SK10-6P(日研)1MDW 0600GS2(住友)BT40-SK10-60(日研)
SK10-6P(日研)
7
重新选型(待定)
工程3:端面精加工
+0.045
+0.030
②
③
①
①
①
①
①
通孔部宽度:8.7±0.3
刷光
9
Brush Dф50*H40*ф12*L50
支架OP3-T7
8
重新选型(待定)
测量量具加工夹具
轴套压入夹具整体变更
(已购一套新)
测量量具加工夹具
千分表+高度规(新购)垫块去除
底座加厚
数显卡尺,可共通子爪加厚
内径千分表+环规(新购)
4.1通止规(新购)
气动量仪整体夹具
电感量仪(测头新购)
内径千分表(新购)
底座增高
子爪变更
压爪变更
M7螺纹规(新购)
内径千分表,可共通
Φ6通止规,可共通
内径千分表,新购
Φ5通止规,可共通
数显卡尺
通止规(新购)