人工干燥砖坯不应专设存储湿坯车道
软质泥料制砖人工干燥探讨
分 不 会蒸 发 . 积 也 就 不 变 化 . 体 内外 收 缩 不 一 致 就会 造 成坯 体表 面 开 裂 。因 此 。 必须 等 到坯 体 内部 温 度 升
高 到开 始蒸 发 水分 时 才 能进 入 到脱 水 阶段 保 证坯 要
一
前 建成 的大 多 数人 工 干燥 室是 照 搬 四川 、 东 、 西 山 山
等地 的用 于干燥 煤 矸石 、 页岩 砖 的干 燥 室 , 于页 岩 、 由 煤矸 石 制 砖 原 料 干 燥 敏 感 性 系数 较 低 、颗 粒 级 配 合 理、 砖坯 透气 性 好 、 型水 分较 低 。 以砖 坯 在 干燥 过 成 所
快. 只会 加 快 坯 体 表 面 温 升 速 度 . 由坯 体 表 面 向坯 而
体 内部 的 热 传 导 升 温 速 度 又相 对坯 体 表 面 的空 气 对
流 升 温慢 得 多 . 在这 一 缓慢 过 程 中必 须 让坯 体 处在 一 个 高 湿 的环 境 中 , 就是 坯 体 的预 热 阶 段 , 也 这个 阶段
程 中能承受 10c 以上 的热风 .达 到快 速干燥 却 能保 3 = I
般需 要 8h 2h 预热 段 长度 体 中 占有 相 应 的空 间 , 分蒸 发 , 积就 减 小 , 水 体 表 面 就 会 收 缩 . 这 时 坯 体 内部 温 度 还 较 低 . 而 内部 水
策 . 求对落后 的制砖 工艺进行 取缔或 改造 。在这些 地 要
区 .从 目前 新建 烧结砖 生 产线来 看基 本都 是 隧道窑 一
软 质 泥 料 制 砖 人 工 干 燥 探 讨
刘 照 忠 ( 西安 墙 体 材 料 研 究设 计 院 , 西 西安 陕
砖坯的干燥制度
砖坯的干燥制度一干操阶段的划分:由于砖坯中的水份分别以紧紧吸附在顺粒表面形成水膜的吸附水和被挤压积聚在颗粒之间的自由水两种形式存在。
在干燥过程中,自由水首先蒸发排出。
同时,相邻颖粒迅速占自由水排出后的剩余空间而相互靠拢,坯体产生收缩。
由于干燥总是由坯体外层向内逐步进行,收缩也总是外快而内慢,造成内部被外部压紧,外部向内部挤胀,一旦这种压紧和挤胀超过了泥料的弹性系数(1%~2%),必将胀破坯体表层,产生干燥裂纹。
尤其在千燥的初期阶段,砖坯表层的自由水迅速蒸发,同时内层的自由水依次向表层移动形成内湿外干的湿度梯度,由于这时砖坯本身的含水量较高,其与周围环境的湿度差较大,脱水速度和干燥收缩速度也较快,到本阶段结束,约可脱去其水份的20%~50%,收缩量也将达到其总收缩量的一半,是最容易产生干燥裂纹的危险期,这一阶段常为24~72小时,对干燥敏感性系数大于2的泥料制成的砖坯有时要一周以上。
并均以砖坯表面已均匀变色,触摸时手上没有湿印为本阶段结束的标志。
世界砖瓦网进入干燥的中期阶段后,表层的自由水已基本脱去,砖坯深部的水必须在先扩散到表层以后才能蒸发脱去,砖坯的干燥和收缩度明显减慢。
至本阶段结束时,自由水已基本排完,干燥收缩也基本结束。
这时,紧裹在颗粒表面的吸附水才开始蒸发。
由于吸附水要在挣脱了颗粒约束获得自由以后才能从缝隙中挤到砖坯表面蒸发脱去,比自由水困难多了。
因此,在同一干燥条件下,脱水速度大幅度下降。
但因已停止干燥收缩,产生干燥裂纹危险已不存在,可以采取提高热风温度、降低相对湿度的办法来加速干燥。
二临界点和临界含水率:如前所述,在干燥的中期阶段结束以后自由水已基本排完,干燥收缩也基本结束,可以加快干燥。
烧结砖瓦生产技术讲座(一)
挤 出的速度 , 使其均衡一 致。如果上 级供料 速度快 , 下级 挤 出
速 度 慢 会 引起 翻缸 , 上 级 供 料 速 度 慢 , 级挤 出速 度 快 , 会 而 下 则
影响砖坯 产量 , 降低企业经济效益 。( ) 2 机修 工应认真学 习砖 机 的结构与性能 , 到跟班作业 , 做 发现故障 , 时加 以排除。 及
之间的间隙 ( 对 绞刀 的磨 损 , 缸 的衬套磨 损较 小 ) 来越 相 泥 越
然干燥 。使湿坯凉晒成干坯。 湿坯采用人工干燥 , 是设有人工 干燥 室进行湿 坯干燥 。人 工干燥室又分为大断 面隧道式 干燥室 和小 断面隧道 式干燥室 及室式干燥室三种形式进 行人工 干燥湿坯 。这三种 干燥形式
砖 的质 量 好 坏 。所 以 常 言 说 原 料 是 制 烧 结 砖 的 根 本 。这 说 明 原料 与 原 料 制 备 的 重 要 性 。 选 用 的 制 砖 原 料 通 过 制 备 处 理 之 后 , 入 成 型车 间进 行 成 进 型 。 我 国 的 绕 结 砖 的 坯 体 成 型 方 法基 本 上 都 采 用 塑 挤 出 成 型 。 塑 挤 出 成 型 又 有 三 种 方 法 。即 塑 性 挤 出 成 型 ; 硬 塑 挤 出成 型 半 和硬塑挤出成型 。 这 三 种 挤 出成 型 方 法 是 依 据 成 型 含 水 率 的不 同来 区分 的 。 当湿 坯 成 型 含 水 率 大 于 1 % ( 基 以下 均 为 干 基 ) , 塑 性 6 干 时 为
是 构 成 制 品 的 形 状 与 结 构 。因 此 常 说 成 型 是 基 础 。也 就 是 说
造成真空室翻缸 的主要原 因和排除方法是 :
1 .上 下级 供 料 和 挤 出速 度 不 一 致 引起 的翻 缸
湿坯静停好处多
2015年第7期新浪微博:砖瓦杂志社墙材网2015Brick &Tile湿坯静停好处多曹世璞(四川省烧结砖瓦技术咨询服务站,四川广元628000)刚切出来的湿砖坯在窑外自然环境下放置一段时间(约24h )叫湿坯静停,对于烧结砖生产过程来说,其优点有很多。
1提高砖坯质量,减免干燥裂纹众所周知,湿坯在干燥的初期阶段,最容易产生干燥裂纹(网状裂纹)。
这是因为砖坯在这一阶段本身水分较高,与周围空气的湿度差较大,脱水速度也较快。
在这一阶段,砖坯在脱水的同时,其体积同步缩小,理论上,砖坯脱去多少体积的水,砖坯也缩小多少。
其脱水过程是由表及里进行的,一旦表层脱水速度过快,砖坯表层干燥要收缩,而内部水还没有排除,收缩不了,对于基本没有弹性的泥料来说,只好胀破开裂,产生网状的干燥裂纹了。
在人工干燥室里是“强制干燥”砖坯,要求砖坯干得快一点,产量也高一点,其产生干燥裂纹的可能性也就大多了。
在窑外的自然条件下,干燥环境比人工干燥室“温柔”多了,砖坯产生干燥裂纹的威胁也少多了。
当砖坯的含水率降到其泥料的“临界点”(临界含水率)以下时,虽继续脱水,但砖坯已不再收缩,也不会产生干燥裂纹了,所以,砖坯干燥的初期阶段是其干燥裂纹的多发期或称危险期。
笔者多次现场实测发现:砖坯在窑外静置24h ,其水分要减少2%~4%,对有些原料来说其残余含水率已接近其临界含水率,度过危险期了。
2降低烧砖热耗,节能减排以普通空心砖为例,砖坯的水分每减少1%,1块砖坯就减少约0.03kg 水,1万块砖坯就是300kg 水,一条日产10万块普通空心砖的干燥1d 就可以少排3t 水。
在人工干燥的过程中,每蒸发1kg 水约需1200kcal 的热量,300kg 水约需360000kcal 的热量,相当于51.6kg 标准煤的发热量,10万块砖就是516kg 标准煤。
实际上砖坯在静停24h 后,要脱去2%~4%的水,1万块砖就是600kg ~1200kg 水,10万块砖就是6t ~12t 水,仅干燥这些水1万块砖要消耗103.2kg ~206.4kg 标准煤,目前,砖厂用煤的发热量一般为3500kcal 左右,如以3500kcal 计算则是206.4kg ~412.8kg 实物煤,其要排放516kg ~1320kg 的CO 2,日产10万块砖就是5.16t ~13.2tCO 2。
砖坯人工干燥的理论与实践
砖坯脱水干燥是成型加水增塑 的逆过程 , 砖坯 的干燥任务是确保砖坯脱水后达到预期干燥 的程
度, 几乎 无裂 纹并 且不 变形 。
( 或浓度 ) 等于在湿坯表面温度时湿空气的饱 和水 蒸气分压 ( 或浓度 ) 。此时湿坯表面温度 等于介质
() 与() 表达 不 同, 2式 1式 原理 是一 致 的, 是 它 用浓度( N 来 表示 。例如干湿球温差为 1 g m) / ℃时, 湿坯表 面的水蒸气 浓度略大于介质 的水蒸气浓度 O 3g m , . 3/ 这时水蒸气顺着 密度大 的地方移 向密 5 N 度 小 的地 方 , 燥 缓慢 进 行 。若 干 湿球 温 差 为 2 干 ℃, 则 湿坯 表 面 的水蒸 气 浓度 大 于介 质 水蒸 气 浓度 1 6g m , . 6/ 外扩散速度增大 2 , 0 N 倍 干燥将加速进行 。 在干湿球温差很大时, 坯子表面的外扩散速度 就更 过急形成裂纹。
具备这两个条件 , 湿坯脱水干燥才能进行。 上述两个条件具备 了, 湿坯就能脱水干燥 , 但 不一定能完全干燥。例如将湿坯放在阳光下晾晒 , 两个条件是具备了, 但坯子很快开裂成为废品。 热量是砖坯脱水 的原 动力 , 在人工干燥室 内,
特别在排除湿坯 自由水时, 由于 内扩散速度一时难 以跟上导致坯子产生强大有害应力而开裂 。
中湿 坯 表 面 的 水 蒸 气 压 ( 浓 度 ) 须 大 于 气 流 中 或 必
在内) , 肥泥团具有较大的收缩性 和较多的结合水 , 瘦泥团具有较小的收缩性和较少的结合水 , 由于它 们收缩不一致 , 产生许多局部有害应力 , 因而形成 很多裂纹 。还有一种情况是挤泥机严重不匀 的断 面 泥流速 度 , 走快 的密度 大 , 缩小 ; 慢 的密度 小 , 收 走 收缩大 , 导致砖坯 自身产生收缩应力差而在干燥过 程中弯曲变形 。这就是干燥裂纹形成 的基本原因。 增强泥料掺配的均匀性 , 调整挤 出机泥流速度 一致 , 成型湿坯 的收缩 , 提高对高敏感性 泥料的湿 制度等 , 以有效地减少砖坯各部位 的收缩不均匀 可 性 。同时 , 产作业的平衡管理 , 生 也是消 除砖坯裂 纹 , 高干 燥质 量 的重要 措施 , 提 现叙 述 如下 :
人工干燥砖坯工艺若干技术调控
采用蒸汽加热处理泥料 的热挤 出成型工艺 , 正是 为 加 速 干燥 提 供 良好 的内 因条 件 。实 践 证 明 , 热 挤 出
成 型砖 坯 干燥 周 期 可 以缩 短 3 0% 4 O% , 甚 至 更
码车过程 自然 降温并脱去一部分水后 的最终 温度仍 高于干燥室进车 口介质的湿球温度 , 此时砖坯表面的
I mp r o v e me n t o f a r t i ic f i a l d r y p r o c e s s i n b r i c k a n d t i l e i n d u s t r y ( u )
HI 7 ANG Li e - wu
人工干燥砖坯工艺若干技术调控 =
黄 烈武
摘要 : 详 细 阐述 了砖 坯 干燥机 理 , 分析 了砖坯 出现 干燥 裂 纹的成 因 , 提 出 了提 高干燥质 量 的措 施 : 增 强泥
料 掺 配的 均 匀性 , 调 整挤 出机 泥流速 度 一致 , 降低 成型 湿坯 的收 缩 , 提 高对 高敏 感性 泥料 的湿传 导能 力 ,
设 计 及调 整 干燥 室使 其 具有 合 理 的干燥 制 度 、 强化 生 产作 业 的平衡 管 理等 均 可以有 效地 减 少砖坯 各 部
位 收 缩不 均 匀性 , 消除砖 坯 裂纹 。
关键词 : 干燥机理; 干燥裂纹 ; 泥流速度 ; 湿传导 ; 干燥制度
中图分类号 : T U5 2 2 . 0 6 3 文献标识码 : A 文章编号 : 1 0 0 1 — 6 9 4 5( 2 0 1 3) 0 4 — 0 0 0 3 — 0 8
水 蒸 汽压 大 于介 质 的水 蒸 汽分 压 , 砖 坯 内部 水分 迅 猛
工干燥窑砖坯质量
科 技 纵 横 研 宄与杯 讨
5 IlI 1 11 l c 6 cec el 00I
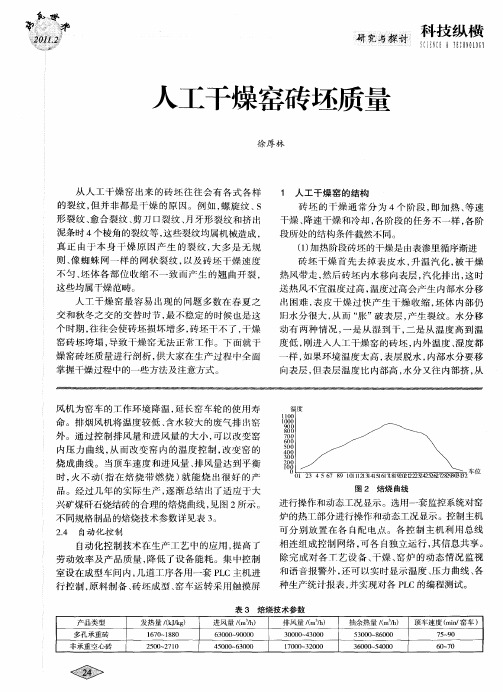
而 减 缓 了水 分 向表 层 移 动 的速 度 。因 此 我 们 希 望 这 一 阶段 只 升温 而 少脱 水 , 砖 坯 内外 温 度一 起 上 等
升 到下一 个 “ 等速 干燥 ”阶段 时 , 内部水 分 能无 阻碍
砖 坯 干 燥 首 先 去 掉 表皮 水 , 温 汽 化 , 干 燥 升 被
热 风带 走 , 后砖 坯 内水 移 向表层 , 然 汽化 排 出 , 时 这
送热 风 不 宜 温度 过 高 , 温度 过 高会 产 生 内部水 分 移 困难 , 皮 干 燥 过 快 产 生 干 燥 收 缩 , 体 内部 仍 表 坯
窑砖 坯 垮 塌 , 导致 干 燥 窑 无法 正 常 工作 。下 面 就 干
燥 窑砖 坯质 量 进行 剖析 , 大 家在 生产 过 程 中全 面 供
掌 握干 燥过 程 中 的一 些方 法及 注意 方式 。
样 , 果 环境 温 度 太 高 , 层 脱水 , 如 表 内部 水分 要 移 向表 层 , 表层 温 度 比内部 高 , 分 又往 内部 挤 , 但 水 从
研完 与探讨 8II [ 5 c 0 0 Ic f 【 6 c e y
科 技 纵 横
人工干燥窑砖坯质量
徐 厚 林
从 人 工 干燥 窑 出 来 的 砖 坯 往 往 会 有 各 式 各 样 的裂 纹 , 并 非 都 是 干 燥 的 原 因 。例 如 , 旋 纹 、 但 螺 s 形 裂纹 、 愈合 裂 纹 、 刀 1裂 纹 、 剪 5 1 月牙 形 裂 纹 和挤 出 泥条 时 4个 棱角 的裂 纹等 , 这些 裂 纹均属 机械 造成 , 真 正 由于 本 身 干 燥 原 因 产 生 的 裂 纹 , 多 是 无 规 大 则 、 蜘 蛛 网一 样 的 网状 裂 纹 , 像 以及 砖 坯 干燥 速 度 不 匀 、 体 各 部 位 收 缩 不 一 致 而 产 生 的翘 曲开 裂 , 坯 这些 均属 干燥 范畴 。 人 丁 干 燥 窑 最 容 易 出现 的 问题 多数 在 春 夏 之
烧结砖厂生产整个过程及原理
烧结砖厂生产整个过程及原理文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-烧结砖厂生产工艺流程及原理烧结砖生产工艺过程总的来讲有原料的制备、坯体成型、湿坯干燥和成品培烧四部分组成。
各部分的重要性总的概括起来说,原料是根本,成型是基础,干燥是保证,焙烧是关键。
这四部分是互相依存关系。
页岩→皮带机配内燃料→锤式破碎机破碎→笼筛筛分→双轴搅拌机搅拌→陈化库陈化→双轴搅拌机搅拌(两级)→真空挤砖机挤出成型→切条→切坯→分坯→机械码窑车→回车线自然干燥→隧道窑干燥焙烧→成品出窑→成品堆场。
一、原材料(一)原料化学成份评价某种物料是否能生产出烧结砖,其主要取决于它的物理性能,而化学成份对制品的性能具有间接的影响。
在判断原料性能时,化学的成份分析可以作为判断的参考依据。
化学分析通常测定二氧化硅、三氧化二铝、三氧化二铁、氧化钙、氧化镁、硫矸和烧失量等。
SiO2(二氧化硅)是烧结砖原料中的主要成份,含量在55~70%之间,超过此含量时,原料的塑性大为降低制品的强度极限。
Al2O3(三氧化二铝)在制品原料中的含量以10~20%为宜,低于10%时制品的力学强度降低,高于20%时,虽然制品强度较高,但烧成温度也高,耗煤量加大,并使制品的颜色变淡。
Fe2O3(三氧化二铁)是制砖原料中的着色剂,一般含量为3~10%为宜,含量过高时会降低制品的耐火度。
CaO(氧化钙)在原料中的石灰石(CaCO)的形成出现,是一种有害物质,含量不宜超过10%,如3含量过高时将缩小烧结温度的范围。
当氧化钙含量大于15%时,烧结范围将缩小25℃,给焙烧操作造成困难,其颗粒较大于2mm时更易形成酥砖或引起制品爆裂,可导致坯体严重变形,如吸潮、松解、粉化等。
MgO (氧化镁)原料中的含量不超过3%,越少越好,其化合物如硫酸镁在制品中会产生一种白色的泛霜,影响产品的质量。
SO(硫矸)在原料中的3含量一般不超过1%,越少越好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 上接 第 8页 ) 调 整 到两位 数 的增 长 。新 增产 能从 装 备技 术 和产 品
的加 快 及烧 结砖 瓦大 气 污染 排 放标 准 的 出台 , 一 些 落 后 的生产 工艺 和产 品会 加快 淘 汰 的速 度 。 中 国砖 瓦工 业协会 将 继续 以 “ 三新 ”为抓手 , 积 极 配 合 国家 有关 部 门出 台相 关 产业 政 策 、 标 准和 质
工 干燥 室 中 , 从 未 在机 房 内增 设 存 储坯 车道 。这 样 做 既可 节 约 建设 厂 房 的费 用 , 还 能充 分 利 用湿 坯 成 型 时 产 生 的温 度 , 趁 热 马上 进 入 干燥 室 , 加 快 坯 体 同时 向外 的湿扩 散 与 热扩 散 的 速度 , 避 免 发生 冷 凝 水 网裂 或 塌 车 。至 于 如何 均 衡进 车 作业 , 则 可从 生 产管 理上 采取 措施 , 如 3班连 续生 产 , 当做 不到 3班 非 开 2班 时 , 可执行 4 — 1 — 4 — 3 h工 作 制 , 即开 机 4 h , 停 机 吃饭 1 h , 再 开机 4 h和交接 班错 开 3 h 的工 作制 , 尽量 做 到 生 产作 业 趋 于平 衡 。 同时 , 必 须 根据 干 燥 室 的生 产 能力 控 制 产量 , 做 到 每 日、 每班 均 衡 生产 , 防止 忽 高 忽低 , 以达 到 干燥 室 热工 制 度稳 定 和 发挥 其 生产 能力 的 目的。
结构都 已经有 了明显提高 , 中高端产 品不断增加 。 但 也 必须 看 到 , 我 国砖 瓦行 业 整 体水 平 与 国际 发达 国家 比较仍存 在着较大的差距 , 产业结构调整任重
而 道远 。
预计 , 今年全年和明年砖瓦行业仍然会保持平
稳 较 快 的发 展 态 势 。 随着 国家 产 业 结 构 调 整 步 伐
车 的现象 。
所 以, 机 房 内增 建 近 4 0 0 r r f 厂 房 和铺 设 存储 坯 车 的轨 道 , 既 增 加 了基 建 投 资 , 还 对 砖 坯 干燥 产 生
燥室 , 机房 内均增建近 4 0 0 r r f 厂房来铺设搁置坯车 的轨道 , 意在起存储 和均衡进 车的作用。但事与愿 违, 特别是宁波生产线 , 时值冬季 , 因室温下降停坯 车受 冻 , 进 干 燥 室 后 湿 坯 表 面 立 即 出现 冷 凝 水 , 进 而吸 湿 , 造 成全 部 塌车 , 无 一幸 免 。
科 技 纵 横
5 c l 【 \ c e l 1 e c 8 1 0 【 0 e 1
生 产
人工干燥砖坯不应专设存储湿坯车道
黄烈 武
2 0 1 3年 9月 , 在 有 关 单 位 举 办 的培 训 班 上 , 有 位 专 家 出 了个 题 目, 问学员 : 坯 车 搁 留机 房 内 2 4 h 是 否有 利 于 干燥 ?此 题 目看 似 简 单 , 却 切 中 干燥 要 害 。不 少 学员 回答 是 有利 于干 燥 , 主要 观 点是 搁 置 时脱 去 部 分 水 分 , 进 干 燥 室 时耗 热 少 , 还 节 能 。这 是错 的 !对 干燥 起 码 是 利 少 弊 多 。近 年 笔 者 曾 应 邀 先 后 到 宁 波 和西 昌进行 考 察 , 生 产 线 中有 人 工 干
根 据干燥原理分 析 : 当坯 车 搁 置 时 , 干 燥 车坯 垛 周 边 的湿 坯 表 层 散热 蒸 发 了 部分 水 分 , 与 坯 子 内 部结 合 水分 形成 湿度 差 ( 湿度 梯度 ) 。随着 搁置 时 间 的延长 , 外 表层 水 分 蒸 发 越 来 越 多 , 内外 层 湿 度 差
量管理等措施 , 不 断提升行业的整体发展水平 , 加 快 推 动绿 色建 材 的生 产 和应 用 , 推进 砖 瓦 产业 的健 康发展和转型升级 。
加大。若表层收缩 , 内部保持原状 , 便会 阻碍表 面
层 的 收缩 。在这 种 情 况 下 , 内层对 砖 坯 的表 面产 生
伸张应力 , 外层对 中心产生压缩应力 , 这一对作用
力 的大 小 取决 于砖 坯 外层 和 内层 的湿度 差 , 当超 过
某 种 程 度 时砖 坯 便 开 裂 。所 以 , 砖 坯 搁 置 散热 降温 和 表 层 蒸 发 会 导 致 湿 度 差 过 大 。并 在 人 干 燥 室 之 前 就 已形 成多 处裂 纹 , 显然 对 于干 燥不 利 。
散热降温 的凉坯进入 干燥室后在 干燥 室载热 体 的作 用 下 , 砖坯表层 除吸附冷凝水外 , 其 表 面 温
{ ・ ÷ ・ { ・ 夺 ・ 夺・ 夺 ・ 夺 ・ 夺 ・ ・ 争・ {・ ・ ÷ ・ 牵 ・ 夺 ・ 串 ・ 夺 ・ ・ }・ 孛 ・ ÷・ 夺 ・ 牵 ・ 夺 ・ 夺 ・ ÷ ・ 幸 ・ 牵 ・ 夺 ・ ・ 串・ 夺 ・ 牛 ・ 争 ・ 牛 ・ 夺 ・ 孛 ・ ÷ ・ 车 ・ 夺 ・ ÷ ・ 幸 ・ 弓 ・ 夺 ・ { ・ 夺 ・ ÷ ・ 夺 ・ 夺 ・ 牛 ・ 牵 ・ 夺 ・
负面影响 , 建议建设单位取消此设计。
在 人 工 干燥 工 艺 管理 上 , 我 们 把长 期 成 功 的经 验 编 人操 作 规 程 , 叫做 3 个及 时, 即: 及 时 将码 完坯
车拉进干燥室 ; 及时将坯车顶过排潮 口; 及时将干燥 门关 闭 。2 0世纪 6 0年代 起 , 笔 者设 计 的近 2 0座 人
度也 高 于砖坯 中 心温度 ( 温 度梯度 ) 。由于分 子运 动 力差 和 毛 细管 中表 面 张力 差 的作 用 , 水 分将 从 温 度 高 的表 层 移 向温度 低 的 内层 ( 热 湿传 导 ) , 这 时 砖 坯 水 分 不 但 没有 蒸 发 , 反 而 吸湿 增 重 。随着 坯 车 到 达 送热风 附近 , 砖 坯 就 会 轻 则 出现 网裂 , 重 则 软化 塌