SIEMENS S7系统中REXROTH伺服控制的应用
西门子S7-200PLC的介绍及控制伺服和步进电机的详细资料概述
西门子S7-200PLC的介绍及控制伺服和步进电机的详细资料概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
置PTO 功能提供了脉冲串输出,脉冲周期和数量可由用户控制。
但应用程序必须通过PLC内置I/O 提供方向和限位控制。
为了简化用户应用程序中位控功能的使用,STEP7--Micro/WIN 提供的位控向导可以帮助您在几分钟内全部完成PWM,PTO 或位控模块的组态。
向导可以生成位置指令,用户可以用这些指令在其应用程序中为速度和位置提供动态控制。
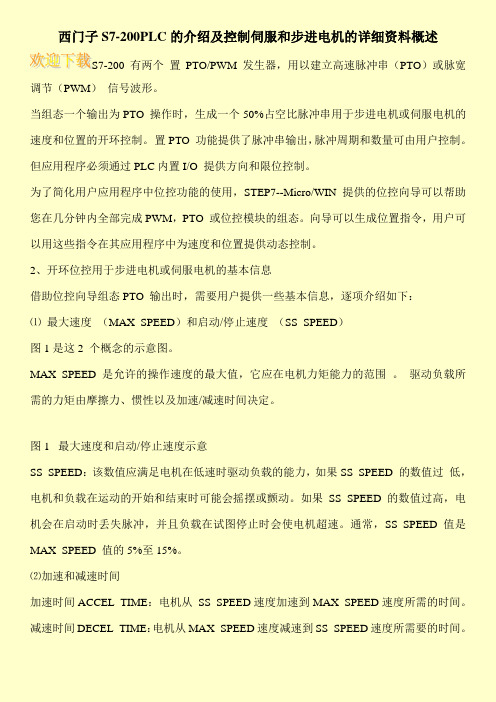
2、开环位控用于步进电机或伺服电机的基本信息借助位控向导组态PTO 输出时,需要用户提供一些基本信息,逐项介绍如下:⑴最大速度(MAX_SPEED)和启动/停止速度(SS_SPEED)图1是这2 个概念的示意图。
MAX_SPEED 是允许的操作速度的最大值,它应在电机力矩能力的范围。
驱动负载所需的力矩由摩擦力、惯性以及加速/减速时间决定。
图1 最大速度和启动/停止速度示意SS_SPEED:该数值应满足电机在低速时驱动负载的能力,如果SS_SPEED 的数值过低,电机和负载在运动的开始和结束时可能会摇摆或颤动。
如果SS_SPEED 的数值过高,电机会在启动时丢失脉冲,并且负载在试图停止时会使电机超速。
通常,SS_SPEED 值是MAX_SPEED 值的5%至15%。
⑵加速和减速时间加速时间ACCEL_TIME:电机从SS_SPEED速度加速到MAX_SPEED速度所需的时间。
减速时间DECEL_TIME:电机从MAX_SPEED速度减速到SS_SPEED速度所需要的时间。
REXROTH伺服阀的原理

REXROTH伺服阀的原理我司在德国、美国都有自己的公司,专业从事进口贸易行业,以下是我司的专业人士为大家所做的报告,具体请看下面描述:REXROTH伺服阀它在接受电气模拟信号后,相应输出调制的流量和压力。
它既是电液转换元件,也是功率放大元件,它能够将小功率的微弱电气输入信号转换为大功率的液压能(流量和压力)输出。
在电液伺服系统中,它将电气部分与液压部分连接起来,实现电液信号的转换与液压放大。
电液伺服阀是电液伺服系统控制的核心。
REXROTH伺服阀的产品描述:4WS(E)2EM 6-2X / ...这种类型的阀门是电动的2级定向伺服阀,其端口模式符合ISO 4401-03-02-0-05。
它们主要用于控制位置,力,压力或速度。
这些阀门由一个机电转换器(力矩电机)(1),一个液压放大器(原理:喷嘴挡板)(2)和一个套管(第二级)中的控制阀芯(3)组成。
扭矩马达通过机械反馈。
扭矩电动机的线圈(4)处的电输入信号借助于作用在电枢(5)上的永磁体产生力,并且与扭矩管(6)连接产生扭矩。
这使得通过螺栓连接到扭矩管(6)的挡板(7)从两个控制喷嘴(8)之间的中心位置移动,并且在控制阀芯的前侧产生压差。
(3)。
压差导致阀芯改变其位置,这导致压力端口连接到一个致动器端口,同时另一个致动器端口连接到回流端口。
控制阀芯通过弯曲弹簧(机械反馈)(9)连接到挡板或扭矩马达。
改变阀芯的位置,直到弯曲弹簧上的反馈扭矩和扭矩马达的电磁扭矩平衡,并且喷嘴挡板系统处的压差变为零。
控制阀芯的行程以及因此伺服阀的流量与电输入信号成比例地控制。
必须注意的是,流量取决于阀门压降。
外部控制电子装置(伺服放大器)用于操作阀门,放大模拟输入信号(指令值),以便通过输出信号,伺服阀以流量控制的形式启动。
REXROTH伺服阀的特征:阀门控制位置,力,压力或速度带机械反馈的2级伺服阀级喷嘴/挡板放大器用于底板安装:根据ISO 4401的移植模式干控制电机,液压油不会污染螺线管间隙也可以用作3路版本无磨损控制阀芯返回元件阀门和集成控制电子元件经过调整和测试控制套筒上的压力室带有间隙密封,因此密封环没有磨损阶段的过滤器可从外部自由进入后,我再为大家介绍一下REXROTH伺服阀的原理:REXROTH伺服阀由永磁力矩马达、喷嘴、档板、阀芯、阀套和控制腔组成(见图)。
博世力士乐使用说明,

点击File
点击New,然后点Project
都选完之后单机OK
二、组态设备
一直点击NEXT,最后FINISH
点击S20-DI-16/1然后点ADD,用此方法依次添加S20-DI-16/1,S20-DO-8/2-2A,S20-AI16-AO2-SSI2,全部添加完毕后点Close
三、plc编程
4、斜坡
插入斜坡指令
插入空指令框
在线圈位置输入RAMP_INT
IN目标值ASCEND上坡时间DESCEND下坡时间TIMEBSASE斜坡时基
RESET接通时OUT保持不变OUT为实际输出值
一般指令所有PLC都一样,我在这里就介绍下这个PLC与别的PLC不同的。
1、PLC只需要注意地址不重复。
2、关于中间变量,可以选择分配M区或者直接定义变量名,就可以使用。
3、上升沿下降沿,可以使用R-TRIG和N-TRIG,代替上升沿和下降沿也可以先插入一个常开触点,之后再右击Edge Detection,第一次切换为上升沿,第二次点击切换为下降沿,再次点击变回常开触点
S7-200SMART在伺服控制系统中的应用
S7-200SMART在伺服控制系统中的应用作者:***来源:《数字技术与应用》2019年第07期摘要:文章介绍了S7-200SMART在伺服控制系统中准确实现位置控制的应用,通过介绍系统硬件接线及软件设置方法,利用S7-200SMART的高速脉冲输出控制伺服电机实现绝对运动、相对运动等。
关键词:台达伺服控制器;西门子S7-200SMART;脉冲输出中图分类号:TP271 文献标识码:A 文章编号:1007-9416(2019)07-0014-021 基本线路的连接S7-200SMART做伺服控制,CPU型号必须选择ST系列输出,即晶体管输出,否则PLC 不具备脉冲高速输出功能。
我们以ST30系列CPU为例。
在接入伺服驱动控制器的控制端子时, PLC的脉冲输出端(如Q0.0),有可能会造成驱动器光耦的输入电流太大而烧毁,一般需要在SMART200的脉冲输出端串接1K欧姆、2W的限流电阻,接线如图1所示。
此外需要特别强调的一点是,SMART200的输出方式为晶体管PNP型输出,即其输出点Q0.0、Q0.1、Q0.2这三个点作为指定3路脉冲输出点,工作输出时的信号为高电平。
对于大部分日系的伺服控制器,所能接受的驱动信号必须是NPN型。
台达伺服控制系统可以选择两种接线方式,可以适用于任何PLC控制系统,详见图2所示,其中图片的下半部分即是SMART200的正确接线方式。
2 S7-200SMART中的程序设置在SMART中,通过“向导”中的“运动”部分,使用者可以不必编制任何复杂的程序即可通过正常调用子程序实现对伺服控制系统进行高精度位置控制。
在向导中,有如下参数逐步填写:(1)要选择编程哪个轴。
因为轴一旦确定,则PLC自动分配了输出点所对应的轴,如轴一,则自动分配Q0.0为脉冲输出,Q0.2为方向输出。
(2)进入“测量系统”界面进行参数设置。
其中,选择测量系统一般选择工程单位,电机一次旋转所需脉冲数,则可以自己设置。
S7200PLC发脉冲控制伺服电机-从原理讲解到实际应用
伺服电机的发脉冲控制伺服电机的另外一种常用控制方法是利用PLC发送脉冲对伺服电机进行运动控制。
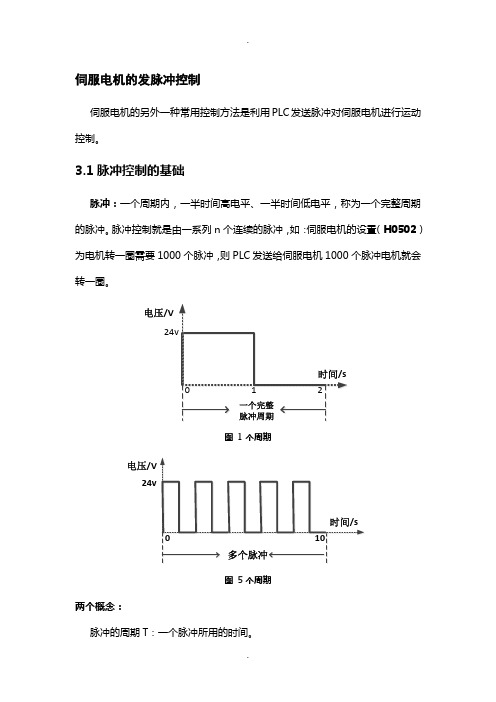
3.1脉冲控制的基础脉冲:一个周期内,一半时间高电平、一半时间低电平,称为一个完整周期的脉冲。
脉冲控制就是由一系列n个连续的脉冲,如:伺服电机的设置(H0502)为电机转一圈需要1000个脉冲,则PLC发送给伺服电机1000个脉冲电机就会转一圈。
电压/V图1个周期电压/V24v图5个周期两个概念:脉冲的周期T:一个脉冲所用的时间。
脉冲的频率f:频率f是周期T的倒数,脉冲的频率值的意义是:每1秒所产生的脉冲个数。
频率值f越大,那么每秒产生的脉冲个数越多,则电机转的越快;频率值f越小,那么每秒产生的脉冲个数越少,则电机转的越慢。
因此,脉冲的频率值f也可以称作脉冲的速度。
用于控制伺服电机的脉冲:脉冲控制的关键点:初始速度、加速段、匀速段、减速段、停止速度。
电压/V24v时间/s基于西门子S7-200PLC的脉冲控制S7-200PLC的脉冲输出控制有两种方式:PWM模式和PTO,PTO模式用于控制步进电机、伺服电机。
PTO发脉冲分两种编程方式,PTO向导和一般语句编程。
PTO向导发送脉冲:STEP1:选择S7-200内置PTO操作。
STEP2:选择用Q0.0或Q0.1输出脉冲STEP3:选择PTO方式输出STEP4:设置最大脉冲速度以及启动停止脉冲STEP5:设置加减速段所需时间STEP6:创建包络例如:绘制一个三步的脉冲运动包络STEP7:为运动包络设定存储区STEP8:配置完成向导配置完成后会为所选的配置生成三个子程序:PTOx_RUN子程序(运行包络)PTOx_CTRL子程序(控制)PTOx_MAN子程序(手动模式)子程序。
(1)PTOx_RUN子程序EN位:使能START:脉冲输出触发(2)PTOx_CTRL子程序:EN位:使能I_STOP:立即停止D_STOP:减速停止(3)PTOx_MAN子程序:EN位:使能RUN:命令PTO加速至指定速度——Speed。
力士乐工业自动化系统配置实例及简单介绍(rexroth)

系统工作原理
力士乐工业自动化系统基于PLC(可编程逻辑控制器)技术实现自动化控制和监测。 系统通过传感器采集设备运行参数如温度、压力、流量等并将数据传输至PLC进行处理。 PLC根据预设程序对采集到的数据进行处理并输出相应的控制信号驱动执行机构进行动作。 系统具备故障诊断功能能够实时监测设备运行状态及时发现并处理故障确保设备稳定运行。
效益分析:该系统 的应用提高了煤矿 的生产效率减少了 人工干预和故障停 机时间为煤矿企业 带来了显著的经济 效益。
智能化和网络化发展
力士乐工业自动化系统将采用更高级的人工智能技术实现更高效、精准的控制和监测。
力士乐将进一步研发物联网技术实现设备间的互联互通和远程监控提高生产效率和降低运营 成本。
力士乐将推出更多模块化产品以满足不同客户的需求同时提高产品的可维护性和可扩展性。
随着物联网技术的发展力士乐工业自动化系统将更加智能化实现与各种设备和系统的无缝集 成。
力士乐将继续关注环保和可持续发展推动工业自动化系统的绿色化和低碳化发展。
节能和环保发展
力士乐工业自动化系统将更加注重节能和 环保采用高效节能技术和环保材料降低能 耗和减少环境污染。
传感器配置
传感器量程:根据实际需求选择合 适的量程
添加标题
添加标题
添加标题
添加标题
传感器精度:±0.5%FS、±1%FS 等
传感器安装方式:根据实际需求选 择合适的安装方式如固定、旋转等
执行器配置
配置类型:根 据工艺需求选 择合适的执行 器类型如气动、 电动或液压执
行器
配置选型:根 据工艺参数和 系统要求进行 执行器的选型
系统性能指标
响应时间:力士 乐工业自动化系 统的响应时间极 快能够快速地执 行控制命令。
西门子S7-200 在步进,伺服脉冲定位、高速计数、PID 回路控制中的应用
西门子S7-200在步进,伺服脉冲定位、高速计数、PID回路控制中的应用Siemens编程器S7-200系列用在中小型设备上的自动系统的控制单元,适用于各行各业,各种场合中的检测,监测及控制。
在这里,和大家一起来讨论S7-200几个使用方面的情况。
1.步进,伺服脉冲定位控制。
在设备的控制系统中,有关运动控制是很重要的,下面我们来看一看西门子S7-200系列PLC怎样来实现这 个功能。
首先,确定使用哪个端口来发脉冲,如采用Q0.0发脉冲,则它的控制字为SMB67,脉冲同期为SMW68,脉 冲个数存放在SMD72中,下面是控制字节的说明:Q0.0 Q0.1 控制字节说明SM67.0 SM77.0 PTO/PWM更新周期值 0=不更新,1=更新周期值SM67.1 SM77.1 PWM更新脉冲宽度值 0=不更新,1=脉冲宽度值SM67.2 SM77.2 PTO更新脉冲数 0=不更新,1=更新脉冲数SM67.3 SM77.3 PTO/PWM时间基准选择 0=1微秒值,1=1毫秒值SM67.4 SM77.4 PWM更新方法 0=异步更新,1=同步更新SM67.5 SM77.5 PTO操作 0=单段操作,1=多段操作SM67.6 SM77.6 PTO/PWM模式选择 0=选择PTO,1=选择PWMSM67.7 SM77.7 PTO/PWM允许 0=禁止PTO/PWM,1=允许这样根据以上表格,我们得出Q0.0控制字:SMB67为:10000101采用PTO输出,微妙级周期,发脉冲的周期(也就是频率)与脉冲个数都要重新输入。
10000101转化为 16进制 为85,有了控制字以后,我们来写这一段程序:根据上面这段程序,我们知道了控制字的使用,同时也知道步进电机的脉冲周期与冲个数的存放位置(对 Q0.0来说是SMW68与SMD72)。
当然,VW100与VD102内的数据不同的话,步进电机的转速和转动圈数就不一样。
S7—200 PLC在数字伺服电机控制中的应用
S7—200 PLC在数字伺服电机控制中的应用作者:米久美来源:《新课程·教师》2015年第06期摘要:首先介绍了伺服控制系统的基本情况,然后着重介绍了西门子S7-200系列和PLC 的高速脉冲输出口对伺服电机的控制,重点列举了位置控制。
希望其在工业中有很好的应用。
关键词:S7-200PLC;数字伺服电机;控制PLC是目前控制系统中最广泛应用的设备。
伴随着计算机技术的不断发展,工业中用到的控制系统也发生了转变,这就要求在工业领域中有重要地位的PLC具有更强大的功能。
目前西门子公司生产的S7-200系列的PLC是一种体积小、编程简单、方便控制的可编程控制器。
目前占据了大部分的国际市场,也扩大了PLC控制的领域。
一、数字伺服电机基本控制系统常见的控制系统有四种:液压伺服控制系统、交流伺服控制系统、直流伺服控制系统和电压伺服控制系统。
为了跟随数字控制的发展步伐,目前采用最多的是进步电机或者交流伺服电机作为执行电机。
S7-200系列PLC,是一种体积小、编程简单、方便控制的可编程控制器,本文主要讨论的是西门子S7-200PLC在熟悉伺服电机控制中的应用。
二、S7-200 PLC控制数字伺服电机的原理电机的连线及控制:本应用实例选择的是位置控制模式,脉冲输入方式有集电极开路方式和差动驱动方式两种,为了方便实现同时对两部电机的控制,采用了差动驱动方式。
与PLC的接线图如图1所示。
图中L+为公共PLC端子,接24VDC正端,通过控制内部晶体管的开关可以让输出Q呈现不同的电平信号或发出脉冲信号。
L+—PG—P1M—L+为脉冲输入回路,PLC控制该回路中的发光二极管的亮灭,形成脉冲编码输入。
L+—NG—NP—1M— L+为电机旋转方向控制回路,当该回路的发光二极管点亮时,电机正转,否则反转。
伺服放大器内部电阻只有100欧,有可能会烧坏内部的发光二极管,需要外接电阻R,其阻值的计算如下:R+100=(24-0.7)(V)/(5∶10)(mA)=2.33∶4.66KoumΩ (一)根据公式(一)可以选择R=3.9kΩ三、硬件构成图2为高速脉冲输出方式的位置控制原理图。
基于S7—200SmartPLC伺服电机位置控制系统的应用
基于S7—200SmartPLC伺服电机位置控制系统的应用本文是基于西门子小型PLC S7-200 Smart,此款PLC是一种编程简单,控制方便的可编程控制器,它提供了多种方式用于位置控制。
本文将研究如何利用此款PLC实现对伺服电机运动位置较为精确的控制。
2控制系统简介本文伺服控制系统主要由交流伺服电机、编码器和伺服驱动器。
伺服控制系统的工作原理是伺服驱动器发送运动命令信号,驱动伺服电机运转,同时接收来自编码器的反馈信号,然后重新计算伺服电机运动位置,从而达到精确控制。
本系统采用西门子S7-200 Smart PLC作为控制模块,用于需要高速脉冲驱动伺服电机,采用晶体管输出型,故选用CPU ST40 DC/DC/DC型PLC。
伺服驱动器及伺服电机选用台达A2系列产品。
3系统硬件设计3.1 硬件接线图硬件接线图如下图所示;此硬件部分主要分为以下几部分:输入I/O信号,Smart ST40系列PLC、A2伺服驱动器、伺服电1/ 3机。
其中输入输出端子需要PLC PTO控制向导进行配置;同时在PLC的脉冲输出端需要接一个2K的电阻,主要用于降压限流,保护驱动器的输入信号。
3.2 PLC I/O分配表I/O分配表如表所示:Q0.0用于发送脉冲信号,控制电机的转速及定位位置;Q0.1用于接入伺服使能型号;Q0.2用于控制伺服电机的运转方向;I0.0接入左限位开关(LMT+),I0.1接入右限位开关(LMT-),I0.2接入参考点位置开关(RPS)。
3.3 伺服控制器参数设置3.4 PLC运动控制向导配置4系统程序设计4.1 PLC运动控制子程序简介根据3.4运动向导生成11个功能各不相同的运动控制子程序,为了减少程序占用的空间,按照程序设计需求灵活配置运动子程序;主要子程序介绍如下:4.2 PLC梯形图程序x4.3 案例程序设计5通過本文可以看到,西门子S7-200 Smart运动控制指令向导,简单方便的实现了对伺服电机的位置控制,本设计结构简单、2/ 3成本低、定位精准,为小型PLC与伺服控制系统在位置控制领域相结合提供了有益参考。
力士乐REXROTH伺服参数设置
力士乐REXROTH伺服参数设置文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0"时,极限值不起作用。
无论是绝对值还是相对值控制方式,P-0-4006、P-0-4007、P-0-4008、P-0-4009都有效,且每个参数都可最多设置为64 个数据,分别对应于0-63 数据块(组)的各个值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIEMENS S7系统中REXROTH伺服控制的应用
自动化工程所 贾云涛
摘 要伺服控制在快速响应、精确定位方面有较好的性能表现。
总线技术的成熟应用及发展,使伺服控制易于安装调试及后期的生产与维护,伺服控制在自动生产线中运用的越来越广泛。
关键词伺服控制 总线 控制字 绝对值编码器
1 概述
随着总线技术的日益发展,运用越来越广泛。
通过总线的伺服控制系统,在自动生产线的运用也越来越多,其特点接线简单、无需其他特殊模块、过程控制字简单易于编成,便于安装调试及后期的生产与维护。
能够很好的满足现代化工厂的需要。
下面就以REXROTH伺服控制器(DKC系列),在SIEMENS S7系统中通过Profibus DP总线控制的实例来说明。
2 系统配置
硬件: 控制器S7 412-2DP ,编程器PC Adapter V5.1+RS232,触摸屏OP170B,便携电脑 (WIN2000系统+SP2),伺服控制器DKC023-100-7-FW, 伺服控制器固化软件FWA-ECODR3-FGP-02VRS-MS,编码器EQM425
软件:编程软件STEP7 5.2 ,S7-GRAPH 5.2,触摸屏软件PROTOOL 6.0,伺服配置软件DriveTop16V12
3 控制设备
控制对象以端部装运车为例,主要设备:转运车、转运车油缸,定位油缸等 4 逻辑关系图
缸释放到位
缸定位到位
以上是转运车工作流程图
5 伺服控制配置的主要步骤
5.1 在STEP7 中添加DKC**的GSD文件(ECO3100D.GSD)。
5.2 在硬件配置总线中添加REXROTH伺服控制硬件 如下图,INPUT 为7 Words;OUTPUT 为8 Words。
地址为 PIW900~PIW912;PQW900~PQW914。
5.3 设置伺服控制器拨码开关总线地址15 (与STEP7硬件配置中一致)。
5.4 利用DriveTop设置控制字
其中 INPUT P-0-4078 为返回状态字(2 Byte),S-0-0051 为返回位置值(4 Byte),S-0-0040 为返回速度值(4 Byte),S-0-0390 为返回诊断代码(2 Byte),S-0-0084 为返回力矩值(2 Byte)。
OUTPUT P-0-4077 为控制字(2 Byte),S-0-0258 为目标位置值(4 Byte),S-0-0259 为目标速度值(4 Byte),P-0-4076 为预留空字(2 Byte), P-0-4076 为预留空字(2 Byte), P-0-4076 为预留空字(2 Byte)。
5.5 设置控制操作方式
5.6 设置缩放比例/单位
5.7 设置最大行程、进给常量
5.8 设置编码器系统
5.9 设置点动模式下速度
5.10 设置软限位
5.11 设置速度、加速度、力矩等的最大限制值
5.12 设置绝对值测量系统/回零
6 伺服控制器控制字与硬件配置中过程字的对应
INPUT
P-0-4078 返回状态字(2 Byte)--PIW900
S-0-0051 返回位置值(4 Byte)--PIW902
S-0-0040 返回速度值(4 Byte)--PIW906
S-0-0390 返回诊断代码(2 Byte)--PIW910
S-0-0084 返回力矩值(2 Byte)--PIW912
OUTPUT
P-0-4077 控制字(2 Byte)--PQW900
S-0-0258 目标位置值(4 Byte)--PQW902
S-0-0259 目标速度值(4 Byte)--PQW906
P-0-4076 预留空字(2 Byte)--PQW910
P-0-4076 预留空字(2 Byte)--PQW912
P-0-4076 预留空字(2 Byte)--PQW914
7 控制字P-0-4077的结构说明
说明 以上控制字bit0~7为低字节对应PQW900低字节;bit8~15为高字节对应PQW900高字节。
8 编程实例
9 结束语
以上是REXROTH伺服控制器DKC03系列,在SIEMENS S7系统中通过Profibus DP总线控制的应用实例。
在要求快速响应、精确定位的系统中,伺服控制将会被越来越广泛的采用,上面简单的说明了硬件配置的过程和步骤,希以此抛砖引玉。
参考文献
[1] 寥常初 主编.《S7-300/400 PLG应用技术》机械工业部出版社,2004.
[2] REXROTH 伺服控制器操作手册 《Eco-drive03 Driver Controlers Project Planning Manual》.。