电液伺服控制系统及其在TRT中的应用
什么叫TRT

通过以上的分析说明,随着系统信号的不断变化,透平静叶的开度也将不断改变,并通过静叶开度的变化,达到控制转数、控制煤气流量、控制透平出力的目的。
5.给排水系统
给排水系统由排水密封罐、排水器、阀门及各油站水冷却器组成。(干式TRT也需保留湿法的给排水系统设备)
4.2系统的构成
系统由液控单元、伺服油缸、动力油站三大部分组成。
液控单元包括调速阀控制单元和透平静叶控制两单元,每一单元均由电液伺服阀、电动用电磁阀、快关用电磁阀、油路块及底座等组成。
伺服油缸为双活塞杆结构,摩擦力很小,密封性能好。
动力油站由油箱、变量油泵、滤油器、冷却器、管道阀门、检测器表等组成。
冲洗水电动球阀,开启与关闭可在控制室及现场操作箱进行。同时当密封罐水位超限,联锁动作,关闭该阀门。
排水电动球阀,开启与关闭可以控制及现场操作箱进行。同时于紧急快切阀启、闭互锁,当紧急快切阀全关时,经整定延时约120秒后,排水阀自动全开。当紧急快切阀全开时,自动系统触点闭合,排水阀自动关闭。
泄压旁通,启闭可在控制室及现场两地手动操作,同时与入口液压插板阀互锁。当液压插板阀全开时,泄压旁通阀关闭。当液压插板阀全关时,泄压旁通阀自动开启。
润滑油站,是把一定压力、一定流量
的润滑油,经过油箱冷却器散热、滤油器过滤干净后的润滑油送到轴承各润滑油点润滑。
高位油箱,是在停电、紧急事故状态下、停车时,靠自然位差维持机化组惰走油流时间润滑油的供给。
检测仪表,分就地仪表及远传仪表。就地表在现场设控制盘,显示各测点的压力、温度值。远传表,在重要的测点处安装变送器,把测量信号值送到主控室记录、显示、报警连锁满足透平机组正常运行时的控制需要。
电液伺服控制系统的应用研究

电液伺服控制系统的应用研究【摘要】电液伺服控制是液压技术领域的重要分支。
多年来,许多工业部门和技术领域对高响应、高精度、高功率—重量比和大功率液压控制系统的需要不断扩大,促使液压控制技术迅速发展。
特别是控制理论在液压系统中的应用、计算及电子技术与液压技术的结合,使这门技术不论在元件和系统方面、理论与应用方面都日趋完善和成熟,并形成一门学科。
目前液压技术已经在许多部门得到广泛应用,诸如冶金、机械等工业部门及飞机、船舶部门等。
我国于50年代开始液压伺服元件和系统的研究工作,现已生产几种系列电液伺服产品,电液伺服控制系统的研究工作也取得很大进展。
【关键词】电液伺服控制应用1、电液控制系统的特点、构成及分类电液控制系统是一门比较年轻的技术,它的发展和普遍应用还不到50年,然而,凭借它的优点却形成了流体传动与控制的一个重要分支,并成为现代控制工程的基本技术构成之一。
1.1电液控制系统的特点1) 液压执行元件的功率--重量比和转矩--惯性矩比(或力--质量比)大,具有很大的功率传递密度,可以构成体积小、重量轻、响应速度快的大功率控制单元。
2) 液压系统的负载刚度大,精度高。
由于液压杠、执行元件的泄漏很少,液体介质的体积弹性模量又很大,故具有较大的速度--负载刚性,即速度--力或转速--力矩曲线斜率的倒数很大,因此有可能用于开环系统。
用于闭环系统时则表现为位置刚度大,其定位精度受负载变化的影响小。
3) 液压控制系统可以安全,可靠并迅速地实现频繁的带负载启动和制动,进行正反向直线或回转运动和动力控制,而且具有很大的调速范围。
电气或电子技术和液压传动及控制相结合的产物--电液控制系统兼备了电气和液压的双重优势,形成了具有竞争力和自身技术特点。
当然,在某些场合下,指令和反馈元件也可全部采用机械、气动或液压元件,此时,即称为机械--液压控制系统和气动--液压控制系统。
1.2 电液控制系统的构成工程实际中系统的指令及放大单元多采用电子设备。
TRT发电机的应用
摘要所谓“TRT”,是国际上对这种节能装置的简称,其英文全称为“Top pressure Recovery Turbine unit”,中文译为炉顶(余)压回收透平,一般更确切的称之为高炉煤气余压回收透平发电机组。
TRT是利用高炉炉顶煤气中的压力能及热能经透平膨胀做功来驱动发电机发电,再通过发电机将机械能变成电能输送给电网,可以回收高炉鼓风能量的30%左右。
TRT 装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨铁。
该装置的特点是:不消耗任何燃料,是消除噪音污染,无公害的最经济的发电设备,可以代替减压阀组调节稳定炉顶压力。
在五矿营钢应用的是GT60D干式轴流反动式发电机转数3000r/min输出功率4650-6000kw。
这种技术在钢铁行业的引用的还是比较早的,那时五矿营钢只有不过千立的高炉,所以要正常运行的话就必须进行适当的改革。
经过分析和实验最终确定生产方案“二拖一”就是用两座高炉带动一个TRT发电机。
结果证明这个方案是可行有效的。
关键词:TRT 高炉节能推广目录摘要 (I)1.TRT结构 (3)1.1高炉煤气透平机 (3)1.2大型阀门系统 (3)1.3润滑油系统 (4)1.4电液伺服控制系统 (4)1.5给排水系统 (4)1.6氮气密封系统 (5)1.7高低压发配电系统 (5)1.8自动控制系统 (7)2.TRT日常操作及维护 (7)2.1起机前的准备: (7)2.2起机 (9)2.3电动运行 (10)2.4停机 (10)2.5设备维护规程 (11)3.TRT事故处理 (14)3.1煤气系统 (14)3.2冷却水系统 (14)3.3动力油系统 (14)3.4润滑油系统 (15)3.5机组轴系及内部故障 (15)3.6氮气系统故障 (15)3.7发电机发生着火、剧烈振动故障及处理方法 (15)3.8发电机出口开关跳闸处理及方法 (15)3.9发电机失磁异步运行故障及处理方法 (16)3.10系统发生振荡使发电机振荡或失步时故障及处理方法 (16)3.11发电机不同期并列故障及处理方法 (17)3.12转子一点接地 (17)3.13发电机定子接地故障及处理方法 (17)参考文献 (18)附录 (19)1.TRT结构TRT装置由透平主机,大型阀门系统,润滑油系统,液压伺服系统,给排水系统,氮气密封系统,高,低发配电系统,自动控制系统八大系统部分组成。
钢铁企业TRT

5.给排水系统 给排水系统
构成:给排水系统由排水密封罐、排水器、阀门及各油站 构成 水冷却器组成。(干式TRT也需保留湿法的给排水系统设备)
6.氮气密封系统 氮气密封系统
透平工作、工质为高炉煤气、属于可燃有毒气体,该系统的 作用就是防止这些有毒气体外泄。
LOGO
作者:热动08-3班 王彪
1 2 3 4
TRT的概念 TRT的概念 TRT的原理及工艺流程 TRT的原理及工艺流程 TRT装置的结构组成及优点 TRT装置的结构组成及优点 TRT的应用 TRT的应用
定义
TRT——(Blast Furnace Top Gas Recovery Turbine Unit, 以下简称TRT) 高炉煤气余压透平发电装置(即TRT)是利用高 炉冶炼的副产品——高炉炉顶煤气具 有的压力能及热能,使煤气通过透平膨 胀机做功,将其转化为机械能,再将机 械能转化为电能的过程.
运行实践与经济效益
南钢2000m3 高炉T RT 于2004 年9 月安装完成。经过10 月份调试和整改, 于2004 年11 月初投入生产试运行, TRT 机组发电 量就达到了21. 24 万kW · h。由于炉况等方面的原因, 12 月机组发 电量为139. 44 万kW · h。2005 年第1 季度, 高炉利用系数达到了2. 24, 机组在1 月、2 月、3 月期间月发电量分别达到了143. 92 万 kW · h
TRT的优点
1. 能量回收,原本的高炉煤气通过洗涤和除尘,再经过减压 阀组,将170KPa左右的压力减弱到合适水平送至用户,这个过程使 高炉煤气余压白白消耗掉了。通过TRT机组,可以将煤气余压转换 成电能,然后再送至最终用户,把原本没有用的余压转换成了电能, 可以获得一定的经济效益。 Nhomakorabea
电液伺服系统的原理及应用

电液伺服系统的原理及应用一.电液伺服系统概述电液伺服系统在自动化领域是一类重要的控制设备,被广泛应用于控制精度高、输出功率大的工业控制领域.液体作为动力传输和控制的介质,跟电力相比虽有许多不甚便利之处且价格较贵,但其具有响应速度快、功率质量比值大及抗负载刚度大等特点,因此电液伺服系统在要求控制精度高、输出功率大的控制领域占有独特的优势。
电液伺服控制系统是以液压为动力,采用电气方式实现信号传输和控制的机械量自动控制系统。
按系统被控机械量的不同,它又可以分为电液位置伺服系统、电液速度伺服控制系统和电液力控制系统三种。
我国的电液伺服发展水平目前还处在一个发展阶段,虽然在常规电液伺服控制技术方面,我们有了一定的发展。
但在电液伺服高端产品及应用技术方面,我们距离国外发达国家的技术水平还有着很大差距。
电液伺服技术是集机械、液压和自动控制于一体的综合性技术,要发展国内的电液伺服技术必须要从机械、液压、自动控制和计算机等各技术领域同步推进。
二.电液伺服的组成电液控制系统是电气液压控制系统简称,它由电气控制及液压两部分组成。
在电子-液压混合驱动技术里,能量流是由电子控制,由液压回路传递,充分结合了电子控制和液压传动两者混合驱动技术的优点避免了它们各自的缺陷。
⑴电子驱动技术的特点①高精度、高效率,低能耗、低噪音②高性能动态能量控制③稳定的温度性能④能量再生及反馈电网⑤在循环空闲的时间没有能量损失⑵液压驱动技术的特点①高(力/功)密度②结构紧凑③液压马达(油缸)是大功率且经济的执行元件④在液压系统做压力控制的时候有明显的能量流失液压部分:以液体为传动介质,靠受压液体的压力能来实现运动和能量传递。
基于液压传动原理,系统能够根据机械装备的要求,对位置、速度、加速度、力等被控量按一定的精度进行控制,并且能在有外部干扰的情况下,稳定、准确的工作,实现既定的工艺目的。
(工控网)液压伺服阀是输出量与输入量成一定函数关系,并能快速响应的液压控制阀,是液压伺服系统的重要元件。
电液伺服系统在数控机床中的应用

电液伺服系统在数控机床中的应用伺服系统是一种通过感应和响应外部信号来调整输出的自动控制系统。
电液伺服系统是一种使用电力和液压传动技术的伺服系统,被广泛应用于数控机床中。
本文将探讨电液伺服系统在数控机床中的应用,并介绍其优势和发展趋势。
一、电液伺服系统的工作原理电液伺服系统主要由电液伺服阀、液压伺服缸、传感器、执行器和控制器等组成。
其工作原理是:控制器通过传感器获得外部输入信号,然后将信号传递给电液伺服阀。
电液伺服阀根据接收到的信号来控制油路的开闭,调节液压伺服缸的运动。
液压伺服缸将运动转化为力或位移输出,从而实现对机械装置的精确控制。
二、1. 位置控制:电液伺服系统通过精确的位置控制能够实现数控机床的高精度加工。
通过传感器获得工作台或刀具的位置信号,控制器根据设定值对电液伺服阀进行控制,使得机械装置按照预定的路径和速度进行准确定位。
2. 速度控制:电液伺服系统能够实现数控机床的平稳加速和减速操作。
控制器根据设定值对电液伺服阀进行控制,调节液压伺服缸的运动速度,从而实现对机械加工的平滑速度控制。
3. 力控制:电液伺服系统能够实现数控机床的精确力控制。
通过传感器获取工作台或刀具的力信号,控制器根据设定值对电液伺服阀进行控制,调节液压伺服缸的输出力,确保机械装置对工件施加恰当的力。
4. 自动化操作:电液伺服系统能够实现数控机床的自动化操作。
通过控制器中预设的程序,可以实现自动切换刀具、自动换夹具、自动调整加工参数等功能,提高了数控机床的生产效率和加工质量。
三、电液伺服系统的优势1. 高精度:电液伺服系统具有响应速度快、位置控制精度高的特点,可以满足数控机床对于精密加工的要求。
2. 高可靠性:电液伺服系统由于采用了液压传动技术,具有承受高负载和冲击的能力,能够适应数控机床长时间、高负荷运行的需求。
3. 高适应性:电液伺服系统能够适应不同的加工需求,通过调整控制器中的参数实现不同的运动模式和控制策略。
4. 易于维护:电液伺服系统的设计相对简单,维修和更换零部件相对容易,能够降低机床维护成本和停机时间。
TRT余热发电

TRT余热发电一、高炉炉顶煤气余压发电的基本原理高炉炉顶煤气余压回收透平发电装置(TopGasPressureRecoveryTurbine简称TRT)是目前世界最有价值的二次能源回收装置之一。
TRT是利用高炉炉顶煤气中的压力能及热能经透平膨胀做功来驱动发电机发电,再通过发电机将机械能变成电能输送给电网,可以回收高炉鼓风能量的30%左右。
TRT装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨这种发电方式既不消耗任何燃料,也不产生环境污染,是高炉冶炼工序的重大节能项目,经济效益十分显著。
炼铁生产中,高炉炉顶煤气压力大于0.03兆帕时,称为高炉高压运作。
高炉煤气在高压运作下具有一定的压力能。
采用煤气余压发电技术装备(TRT)可将这部分压力能回收,其设备的工作原理是煤气的余压使煤气在透平机内进行膨胀做功,推动透平机转动,进而带动发电机转动,发出一定的电量。
TRT装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨铁。
二、高炉炉顶余压发电的工艺流程图1、高炉炉顶余压发电的工艺流程图高炉荒煤气经重力除尘器后的半净煤气管道进入布袋除尘器的进气总管。
在布袋除尘器进气总管和布袋除尘器之间设有一个旁路,在旁路上设有冷热交换器,用于煤气的升温和降温。
布袋除尘器的布袋是氟美斯化纤制品,其工作温度为80℃~250℃,瞬间不允许超过500℃。
煤气温度低于80℃易产生结露现象,布袋内有露水会与灰尘结球,造成布袋除尘的除尘效果下降,严重时会导致煤气流流动不畅;煤气温度高于250℃会使布袋变脆,甚至烧损。
电液位置伺服控制在 TRT 控制系统中的应用
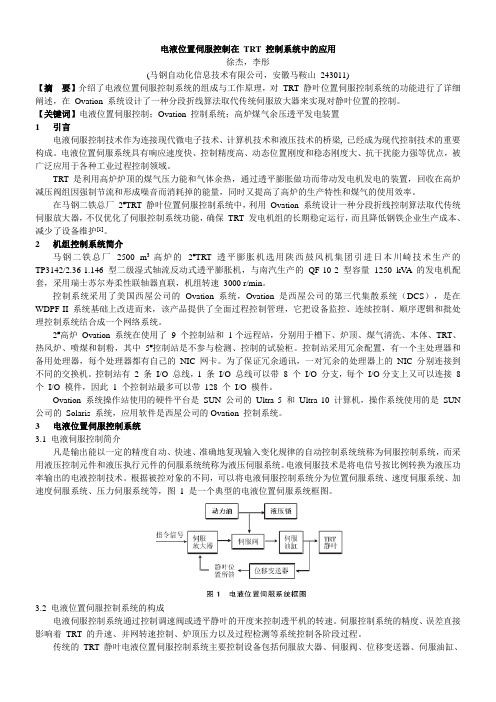
电液位置伺服控制在TRT 控制系统中的应用徐杰,李彤(马钢自动化信息技术有限公司,安徽马鞍山243011)【摘要】介绍了电液位置伺服控制系统的组成与工作原理,对TRT 静叶位置伺服控制系统的功能进行了详细阐述,在Ovation 系统设计了一种分段折线算法取代传统伺服放大器来实现对静叶位置的控制。
【关键词】电液位置伺服控制;Ovation 控制系统;高炉煤气余压透平发电装置1 引言电液伺服控制技术作为连接现代微电子技术、计算机技术和液压技术的桥梁, 已经成为现代控制技术的重要构成。
电液位置伺服系统具有响应速度快、控制精度高、动态位置刚度和稳态刚度大、抗干扰能力强等优点,被广泛应用于各种工业过程控制领域。
TRT 是利用高炉炉顶的煤气压力能和气体余热,通过透平膨胀做功而带动发电机发电的装置,回收在高炉减压阀组因强制节流和形成噪音而消耗掉的能量,同时又提高了高炉的生产特性和煤气的使用效率。
在马钢二铁总厂2#TRT 静叶位置伺服控制系统中,利用Ovation 系统设计一种分段折线控制算法取代传统伺服放大器,不仅优化了伺服控制系统功能,确保TRT 发电机组的长期稳定运行,而且降低钢铁企业生产成本、减少了设备维护[1]。
2 机组控制系统简介马钢二铁总厂2500 m3高炉的2#TRT 透平膨胀机选用陕西鼓风机集团引进日本川崎技术生产的TP3142/2.36-1.146 型二级湿式轴流反动式透平膨胀机,与南汽生产的QF-10-2 型容量1250 kV A 的发电机配套,采用瑞士苏尔寿柔性联轴器直联,机组转速3000 r/min。
控制系统采用了美国西屋公司的Ovation 系统,Ovation 是西屋公司的第三代集散系统(DCS),是在WDPF-II 系统基础上改进而来,该产品提供了全面过程控制管理,它把设备监控、连续控制、顺序逻辑和批处理控制系统结合成一个网络系统。
2#高炉Ovation 系统在使用了9 个控制站和1个远程站,分别用于槽下、炉顶、煤气清洗、本体、TRT、热风炉、喷煤和制粉,其中5#控制站是不参与检测、控制的试验柜。