注射机型号及参数
第三章 注射机型号选取和校核
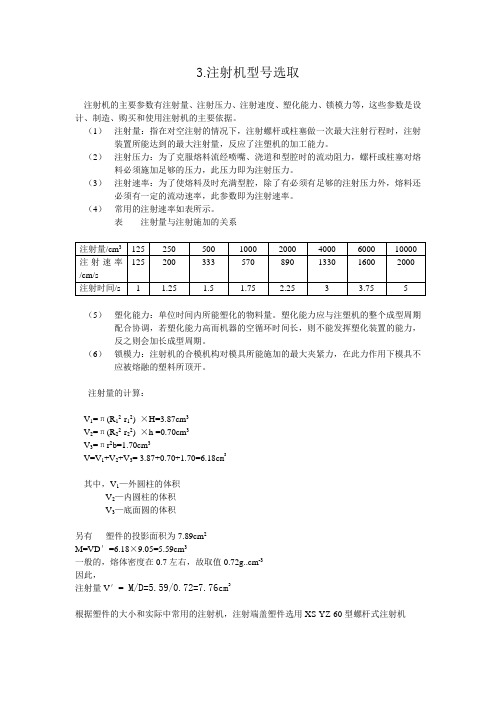
3.注射机型号选取注射机的主要参数有注射量、注射压力、注射速度、塑化能力、锁模力等,这些参数是设计、制造、购买和使用注射机的主要依据。
(1)注射量:指在对空注射的情况下,注射螺杆或柱塞做一次最大注射行程时,注射装置所能达到的最大注射量,反应了注塑机的加工能力。
(2)注射压力:为了克服熔料流经喷嘴、浇道和型腔时的流动阻力,螺杆或柱塞对熔料必须施加足够的压力,此压力即为注射压力。
(3)注射速率:为了使熔料及时充满型腔,除了有必须有足够的注射压力外,熔料还必须有一定的流动速率,此参数即为注射速率。
(4)常用的注射速率如表所示。
表注射量与注射施加的关系(5)塑化能力:单位时间内所能塑化的物料量。
塑化能力应与注塑机的整个成型周期配合协调,若塑化能力高而机器的空循环时间长,则不能发挥塑化装置的能力,反之则会加长成型周期。
(6)锁模力:注射机的合模机构对模具所能施加的最大夹紧力,在此力作用下模具不应被熔融的塑料所顶开。
注射量的计算:V1=π(R12-r12) ×H=3.87cm3V2=π(R22-r22) ×h =0.70cm3V3=πr2b=1.70cm3V=V1+V2+V3= 3.87+0.70+1.70=6.18c m3其中,V1—外圆柱的体积V2—内圆柱的体积V3—底面圆的体积另有塑件的投影面积为7.89cm2M=VD′=6.18×9.05=5.59cm3一般的,熔体密度在0.7左右,故取值0.72g..cm-3因此,注射量V′= M/D=5.59/0.72=7.76cm3根据塑件的大小和实际中常用的注射机,注射端盖塑件选用XS-YZ-60型螺杆式注射机注射机参数的校核1)、最大注射量的校核注射机的额定注射量为60cm3塑件体积:6.18cm3,每次成型4个塑件。
假设浇道凝料为20cm3。
实际注射量=6.18 X 4+20 =44.72cm3 < 60 X 80% =48cm3最大注射量满足要求。
80T-480T注塑机参数表
其它 GENERAL 油箱容量 机械外形尺寸(L× W× H) 机重 Oil tank capacity Machine dimensions(L× W× H) Machine weight L m× m× m Ton 200 4.0× 1.2× 1.7 3.5
锁模系统 CLAMPING UNIT 锁模力 开模行程 模板尺寸 连接柱内距 模板最大距离 容模量(最薄-最厚) 油压顶出行程 油压顶出力 动力/电热 POWER UNIT 油压系统压力 油泵马达 电热量 温度控制区数 Hydraulic system pressure Pump motor Heating capacity Number of temp control zones Mpa Kw Kw 17.5 11 8.8 3+射嘴 Clamping force Opening stroke Platen size Space between tie bars Max. Daylight Mold thickness (Min. Max.) Hydraulic ejection stroke Hydraulic ejection force KN mm mm× mm mm× mm mm mm mm KN 1200 340 610× 560 410× 360 720 145-380 100 42
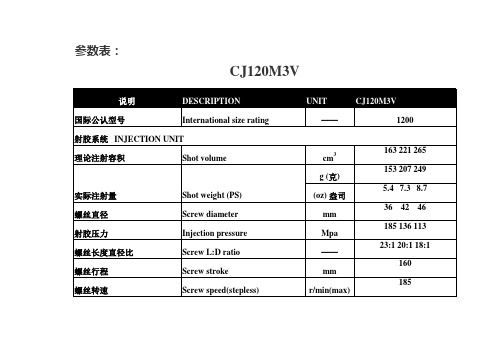
参பைடு நூலகம்表:
CJ120M3V
说明 国际公认型号 DESCRIPTION International size rating UNIT —— CJ120M3V 1200
射胶系统 INJECTION UNIT 理论注射容积 Shot volume cm3 g (克) 实际注射量 螺丝直径 射胶压力 螺丝长度直径比 螺丝行程 螺丝转速 Shot weight (PS) Screw diameter Injection pressure Screw L:D ratio Screw stroke Screw speed(stepless) (oz) 盎司 mm Mpa —— mm r/min(max) 163 221 265 153 207 249 5.4 7.3 8.7 36 42 46 185 136 113 23:1 20:1 18:1 160 185
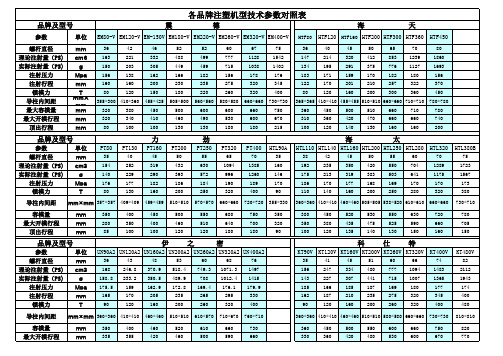
各机型技术参数对照
KT90V KT120V KT160V KT200V KT260V KT320V
66 1094 1007 180 320 320 660 600 180
KTቤተ መጻሕፍቲ ባይዱ80V
82 2112 1943 174 400 480 810*810 820 770 250
360*360 410*410
460*460 460 420 140
海
PT320
65 1094 996 190 320 660*660 680 640 180
太
HTL320
70 1289 1175 170 320 660*660 720 660 160
PT80 PT130 PT160 参数 单位 35 40 45 螺杆直径 mm 154 252 319 理论注射量(PS) 理论注射量(PS) cm3 140 229 290 实际注射量(PS) 实际注射量(PS) g 176 177 182 注射压力 Mpa 80 130 160 锁模力 T 导柱内间距 mm×mm 357*357 409*409 459*459 350 400 450 容模量 mm 280 350 400 最大开模行程 mm 85 100 100 mm 顶出行程
各品牌注塑机型技术参数对照表
品牌及型号 震 德
HTF80 36 147 134 183 122 80 360 310 100 40 214 195 171 170 120 450 360 120 45 320 291 159 201 160 500 420 140
海
50 412 375 170 210 200 510 470 130 65 853 776 182 257 300 660 660 160
Smart SY-01注射泵产品手册说明书

目录第一章主要技术及功能 (3)1.1产品概述 (3)1.2命名规则 (3)1.3阀头选型 (4)1.4注射泵进样精度和进样量计算 (5)1.5注射泵结构和进样器安装方式 (5)1.6设备端口定义 (7)1.6.1接线示意图 (7)1.7注射泵基本参数 (9)第二章注射泵控制代码说明 (10)2.1概述 (10)2.2安装调试 (10)2.3命令格式说明及描述 (10)2.3.1设备控制指令(“运行指令”) (10)2.3.2查询设备内部参数指令(“查询指令”) (12)2.3.3设备内部参数设定指令(“工厂指令”) (14)第三章简易故障排查 (16)第四章技术服务 (17)第一章主要技术及功能1.1产品概述Smart SY-01注射泵是南京润泽流体控制设备有限公司研发的高精度微量注射泵系列中的最新一员。
可以选配各种分配阀和注射器来满足大部分用户对高精度移液的需求。
可以多个泵一起串联起来使用。
Smart SY-01注射泵优异的性能为用户的研发和应用提供了保证和达到预期的目的。
1.2命名规则型号参数如下:举例:M03阀头12000控制步数的注射泵,命名为:ZSB-SY01-30-M03-1SY01注射器选配的型号只有进口注射器可以选配(进样器行程30mm)1.3阀头选型阀头型号:M01流路控制:Y型流路(C-1相通/1-2相通/C-2相通)触液材质:PCTFE/蓝宝石阀头型号:M02流路控制:T型流路(C-1-2相通/C-1相通/1-2相通/C-2相通)触液材质:PCTFE/蓝宝石阀头型号:M03流路控制:分配型流路(C-1相通/C-2相通/C-3相通)过液材质:PCTFE/蓝宝石阀头型号:M04流路控制:单选型流路(C-1相通/1-2相通/2-3相通/C-3相通)触液材质:PCTFE/蓝宝石阀头型号:M05流路控制:双通型流路(C-1/2-3相通,C-3/1-2相通)触液材质:PCTFE/蓝宝石阀头型号:M06流路控制:分配型流路(C端口选择性连通1-6号端口)触液材质:PCTFE/蓝宝石阀头型号:M10流路控制:分配型流路(C端口选择性连通1-9号端口)触液材质:PCTFE/蓝宝石1.4注射泵进样精度和进样量计算例一:以5ml进样器(行程30mm)的单步精度即分辨率为例,如下:5ml=5000µl30mm=12000步5000µl÷12000步=0.4167µl/步(备注):注射泵走一步所对应的容量为0.4167µl/步,即也是5ml进样器的最小分辨率。
第四章注射机选型
第四章注射机的选型4。
1注塑机的简介注射机(又名注塑机)是将热塑性塑料或热固性塑料在加热机筒中经过加热、剪切、压缩、混合和运输作用,熔融塑化并使之均匀化;然后借助于螺杆向塑化好的物料施加压力,迫使高温熔体充入到闭合模具的模腔中,然后经过冷却和固化利用塑料成型模具制成各种形状和尺寸精度的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
注射成型机类型和规格很多,分类方法各异,按驱动方式可分为液压和机械驱动两大类;按工作方式分为全自动,半自动和手动;按螺杆类型划分有柱塞式注射机、螺杆式注射机和排气式注射机等;按结构型式可分为立式,卧式和角式类:4.1。
1立式注射机成型机立式注射机的优点是占地面积小,安装或拆卸小型模具很方便,在动模(下模)上安装嵌件时,嵌件不易倾斜或坠落;缺点是制品自模具中推出后不能靠重力下落,需人工取出,这就有碍于全自动操作。
4.1。
2卧式注射机成型机卧式注射机的优点是机体较低,容易操纵和加料,制件顶出后可自动坠落,机床重心较低安装稳定,一般大中型注射机采用这种形式;其缺点是模具安装比较麻烦,嵌件放入模具有倾斜或下落可能,机床占地面积较大.4。
1.3直角式注射成型机角式注射机优点是结构简单,便于自制,适于单件生产中心部位不允许留有浇口痕迹的平面制件;缺点是机械传动无准确可靠的注射和保压压力及锁模力,模具受冲击振动较大。
但是无论那种注塑机,其基本功能有两个:1)加热塑料,使其达到熔化状态;2)对熔融塑料施加高压,使其射出而充满模具型腔.4.2注塑机的结构组成及作用注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成图4—1注射机的组成4.2.1注塑系统注射系统的作用:组成注塑机最主要的部分之一是注射系统,一般有3种主要形式即柱塞式、螺杆式、螺杆预塑柱塞注射式。
目前螺杆式是应用最广泛的.其作用是,在注塑机的一个循环中,将一定数量的塑料在规定的时间内加热塑化和均化,在一定的压力和速度下,将熔融塑料通过螺杆注入模具型腔中•注射结束后,对注射到模腔中的熔料保持定型。
5.2_注射机的基本结构
3.液压传动和电器控制
由注射成型工艺过程可知,注射成型由塑料熔融、 模具闭合、熔体充模、压实、保压、冷却定型、开模 顶出制品等多道工序组成。液压传动和电器控制系统 是保证注射成型按照预定的工艺要求(压力、速度、 时间、温度)和动作程序准确进行而设置的。
液压传动系统是注射机的动力系统,而电器控制 系统则是各个动力液压缸完成开启、闭合和注射、顶 出等动作的控制系统。
XZ-63/50表示最大注射容量为63cm3、合模力 为50吨(50 ×10kN)的塑料成型(X)注射机 (Z)。
我国制定的注射机国家标准草案规定可以采用 注射容量表示法和注射容量/锁模力表示法来表示 注射机的型号。
注射机应注有较完整的技术参数,供用户选择和使 用。
注射机的主要技术参数应包括注射、合模、综合性能 等三个方面,例如公称注射量、螺杆直径及有效长度、 注射行程、注射压力、注射速度、塑化能力、合模力、 开模力、开模合模速度、开模行程、模板尺寸、推出行 程、推出力、空循环周期、机器的功率、体积和重量等。
特点: Ø塑化不均匀; Ø注射量不宜过大,一般 为30~60g; Ø不宜用来成型流动性差 、热敏性强的塑料制品
a)
b)
图14-2 柱塞式注射机示意图
1-注射模 2-喷嘴 3-料筒 4-分流梭 5 -料斗 6-注射柱塞
柱塞式注射机工作示意图
柱塞直径约为20~ 100mm的金属圆杆, 在料筒内仅作往复运动, 将熔融塑料注入模具。
2.锁模装置(合模装置) Ø零部件:定模板、动模板、拉杆、顶杆、锁模机 构等
动模板
定模板
锁模装置的作用: Ø 1)安装模具,并实现模具的开合动作; Why? Ø 2)在成型时提供足够的夹紧力使模具锁紧; Ø 3)开模时推出模内制品。
注射机的规格型号
轮带革的分类,规格及用途轮带革的分类,规格及用途类 另U 规格/mm 允许误差用 途1 5.5以上2 5.0~5.53 4.5~5.0 0点厚度与标准点的厚度相差不得大于 0.5mm4 4.0~4.5 供制造机器传动轮带用5 3.5~4.063.0~3.57 2.5~3.0注射机的规格型号注射机的规格型号注射机产品型号表示方法各国不尽相同,国内也没有完全统一,目前国内常用的型号编制 方法有机械部标准(jb2485— 78),是由基本型号和辅助型号两部分组成,如图3 — 4所示。
基本型号 辅助型号#设计序号心主翌数車类型代号昇 组型代号扌a圏§ - 4国芦主射H 理号表示方选“型号中的第一项代表塑料机械类,以大写汉语拼音字母“ S ” (塑)表示;第二项代表注射成型组,以大写汉语拼音字母“ z ”(注)表示;第三项代表区别于通用型或是专用型组,通用 型者省略,专用型也用相应的大写汉语拼音字母表示。
如 多模注射机以“ m ”(模)表示,多色注射机以“ s ” (色)表示,混合多色注射机以“h ” (混)表示。
热固性塑料注射机以“ g ” (固) 表示;第四项代表注射容量主参数,以阿拉伯数字表示,单位为cm 3。
卧式基本型主参数前不加注口口口一口口代号,立式的注“I”(立),角式注“j”(角)。
如果是不带预塑的柱塞式注射机时在代号之前加注“ z”(柱)。
如sz —zl30表示注射容量为30cm国际上比较通用的是注射容积与合模力共同表示法,注射容积与合模力是从成型塑件重量与合模力两个主要方面表示设备的加工能力,因此比较全面合理。
如SZ —63/400,即表示塑料3注射机(SZ),理论注射容积为63cm,合模力为400kn。
此外,还有用xs —zy表示注射机型号的,如xs —zy —125a,xs —zy指预塑式(y)塑料(s)注射(z)成型(x)机,125为设备的注射容积为125cm3,a为设备设计序号第一次改型。
※常用注射机的规格型号及主要技术参数

900
1040
1120
模具最大厚度(mm)
350
540
550
550
580
模具最小厚度(mm)
130
250
250
280
220
拉杆间距(mm×mm)
375X360
370X370
470X470
530X530
580X580
合模方式
液压—机械
增压式
中心顶出杆直径(mm)
φ30
φ30
常用热塑性塑料注射机的规格型号及主要技术参数
热塑性塑料注射机的规格型号及主要技术参数(一览表)
型号
XS-Z-60
XS-Z-80
XS-ZY-130
XS-ZY-200
XS-ZY-250
注射容量(cm3/g)
55
106
139
304
429
螺杆(柱塞)直径(mm)
φ25
φ30
φ35
φ45
φ50
最大射出压力(Mpa)
φ30
φ40
φ50
喷嘴球半径(mm)
SR10
SR10
SR10
SR10
SR10
喷嘴孔直径(mm)
φ4
φ4
φ4
φ4
φ4
顶出型式
中心
机械顶出
中心
机械顶出
中心
机械顶出
中心液压两侧机械顶出
两侧
机械顶出
245
250
255
231
215
最大保压压力(Mpa)
196
205
227
340
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目xs-z
30/25
xs-z
60/50
xs-zy
60/40
xs-zy
125/90
xs-zy
250/180
xs-zy
250/160
xs-zy
350/250
螺杆直径/mm 30 40 35 42 50 50 55
注射容量/cm3 30 60 60 125 250 250 350
注射重量/g 27 55 55 114 228 228 320
注射压力/mpa 116 120 135 116 147 127 107
注射速率/(g.s-1) 38 60 70 72 114 134 145
塑化能力
/(kg.h-1)
13 20 24 35 55 55 70
注射方式柱塞式柱塞式螺杆式螺杆式螺杆式螺杆式螺杆式锁模力/kn 250 500 400 900 1800 1600 2500
移模行程/mm 160 180 270 300 500 350 260
拉杆间距/mm 235 190×300 330×300 260×290 295×373 370×370 290×368 最大模厚/mm 180 200 250 300 350 400 400
最小模厚/mm 60 70 150 200 200 200 170
合模方式肘杆肘杆液压肘杆液压肘杆肘杆
顶出行程/mm 140 160 70 180 90 220 240
顶出力/kn 12 15 12 15 28 30 35
定位孔径/mm 55 55 80 100 100 100 125
喷嘴移出量/mm 10 10 20 20 20 20 20
喷嘴球半径/mm 10 10 10 10 18 18 18
系统压力/mpa 6 6 14.2 6 6 6.8 6
电动机功率/kw 5.5 11 15 15 24 39 24
加热功率/kw 2.2 2.7 4.7 5 9.8 6.7 10
外形尺寸(l×w×h)/(m×m×m) 2.4×0.8
×1.5
3.5×0.9
×1.6
3.3×0.9
×1.6
3.4×0.8
×1.6
4.7×1×4
.5
5×1.3×1
.9
4.7×4×1.
8
重量/t 1 2 3 3.5 4.5 6 7
目xs-zy
500/350
xs-zy
500/200
xs-zy
1000/45
xs-zy
1000/55
xs-zy
2000/60
xs-zy
3000/63
xs-zy
4000/10
00
螺杆直径/mm 65 65 85 100 110 120 130
注射容量/cm3 500 500 1000 1000 2000 3000 4000 注射重量/g 455 455 910 910 1820 2730 3640 注射压力/mpa 102 132 118 118 108 113 125
注射速率
/(g.s-1)
168 168 303 325 455 718 910
塑化能力
/(kg.h-1)
80 110 125 180 195 245 290
注射方式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式锁模力/kn 3500 2000 4500 5500 6000 6300 10000 移模行程/mm 500 500 700 700 750 1120 1100
拉杆间距/mm 540×440 540×44
650×55
650×55
760×70
900×80
1050×9
50
最大模厚/mm 450 440 700 700 800 960 1000 最小模厚/mm 300 240 300 300 500 400 250 合模方式肘杆液压液压液压肘杆液压液压顶出行程/mm 100 128 190 190 125 200 150 顶出力/kn 58 41 95 95 120 110 160 定位孔径/mm 180 160 150 225 198 225 300 喷嘴移出量
/mm
30 30 30 30 25 30 50 喷嘴球半径
/mm
18 20 18 18 18 18 18 系统压力/mpa 6 13.6 13.6 13.6 13.6 13.6 13.6 电动机功率/kw 29.5 41 64 62.5 103 137 182 加热功率/kw 14 17 16.5 18 21 40 45.4 外形尺寸
(l×w×h)/(m×m×m) 6.5×1.3×2 6×1.5×2
7.7×1.8
×2.4
7.4×1.7
×24
10.9×1.
9×3.5
11×2.9×
3.2
14×2.4×
2.9
重量/t 12 9 20 25 37 50 65 【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。