(整理)ez焊后热处理工艺参数
焊后热处理的加热方式

焊后热处理是对焊接接头进行热加工,以改善焊缝和母材的性能,减轻残余应力,并提高焊接接头的强度和韧性。
以下是几种常见的焊后热处理加热方式:
1.炉加热:将焊接接头放入特定的热处理炉中进行加热。
这种方法适用于大型工件或需要
进行长时间均匀加热的情况。
可以根据具体要求设定加热温度和保持时间。
2.电阻加热:使用电流通过工件的导电性材料产生热量,将焊接接头进行加热。
这种方法
适用于较小尺寸的工件或需要局部加热的情况。
可以通过调整电流强度和加热时间来控制加热效果。
3.感应加热:利用感应加热原理,在焊接接头周围产生交变磁场,使其自身发热。
这种方
法适用于需要快速且局部加热的情况,对于大型工件,也可以组合多个感应加热装置进行加热。
4.火焰加热:使用火焰或火炬对焊接接头进行加热。
这种方法适用于简单的焊后热处理,
可以通过调整火焰大小和距离来控制加热温度。
在选择加热方式时,需要考虑工件尺寸、材料特性、加热速度要求以及所需的温度控制精度等因素。
加热过程中还需要注意避免温度过高或过低,以免引起不均匀加热、脆性相形成或工件变形等问题。
焊后热处理

焊后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
⑵辐射加热。
辐射加热由热源把热量辐射到金属表面,再由金属表面把热量向其他方向传导。
焊工(高级)报名考试题库及答案

焊工(高级)报名考试题库及答案1、【单选题】( )不是珠光体钢和奥氏体不锈钢焊接时容易产生的问题。
(C )A、焊接接头高应力状态B、焊缝金属的稀释C、焊接接头产生晶间腐蚀D、扩散层的形成2、【单选题】( )不是球墨铸铁所具有的性能。
(A )A、塑性极差B、耐磨、减振C、强度较高D、韧性较高3、【单选题】( )中的碳是以片状石墨的形式分布于金属基体中。
(C )A、高碳钢B、中碳钢C、灰铸铁D、可锻铸铁4、【单选题】( )具有成本低、铸造性能好、容易切削加工、吸振、耐磨等优点,因此应用广泛。
(B )A、白口铸铁B、灰铸铁C、可锻铸铁D、球墨铸铁5、【单选题】( )小于等于38mm的管接头,可取整管作焊接接头拉伸试样。
(C )A、内径B、厚度C、外径D、长度6、【单选题】( )属于埋弧焊机小车性能的检测内容。
(D )A、各控制按钮的动作B、引弧操作性能C、焊丝送进速度D、驱动电动机和减速系统的运行状态7、【单选题】( )属于钨极氩弧焊机控制系统的调试内容。
(C )A、电弧的稳定性B、焊枪的发热情况C、引弧、焊接、断电程序D、输出电流和电压的调节范围8、【单选题】( )接头受力较均匀,因此常用于筒体与封头等重要部件的连接。
(B )A、搭接B、对接C、十字D、端接9、【单选题】( )是焊接接头硬度试验规定的试样数量。
(C )A、不多于1个B、不多于3个C、不少于1个D、不少于3个10、【单选题】( )是铁素体和渗碳体的机械混合物。
(D )A、马氏体B、奥氏体C、莱氏体D、珠光体11、【单选题】( )裂纹率需要将斜Y形坡口对接裂纹试件采用适当的方法着色后拉断或弯断,然后进行检测并计算的。
( C )A、断面B、中心C、根部D、表面12、【单选题】HT100是( )材料的牌号。
(C )A、低碳钢B、铝C、灰铸铁D、铜13、【单选题】“45”号钢表示碳的质量分数的平均值为( )。
(D )A、45%的沸腾钢B、45%的镇静钢C、0.45%的沸腾钢D、0.45%的镇静钢14、【单选题】一般中压容器为《容规》适用范围内的第( )类压力容器。
焊后热处理标准
焊后热处理标准焊接是金属加工中常见的工艺,通过焊接可以将两个或多个金属材料连接在一起。
但是,在焊接过程中,金属材料的性能和组织结构可能会发生改变,这就需要进行焊后热处理来恢复材料的性能和结构。
焊后热处理是指在焊接完成后对焊接部位进行加热或冷却处理,以改善焊接部位的性能和组织结构的过程。
首先,焊后热处理的标准主要包括温度、时间和冷却速率。
在进行焊后热处理时,需要根据不同的金属材料和焊接工艺选择合适的温度和时间进行处理。
通常情况下,焊后热处理的温度会根据材料的类型和焊接工艺的要求而有所不同,而时间则取决于焊接部位的厚度和需要改善的性能。
此外,冷却速率也是焊后热处理的重要参数,不同的冷却速率会对焊接部位的组织结构产生不同的影响。
其次,焊后热处理的方法主要包括退火、正火、淬火和固溶处理。
退火是指将焊接部位加热至一定温度后缓慢冷却,以消除焊接应力和改善材料的塑性和韧性。
正火是将焊接部位加热至一定温度后保持一段时间,然后进行适当冷却,以提高材料的硬度和强度。
淬火是将焊接部位加热至一定温度后迅速冷却,以使材料达到较高的硬度和强度。
固溶处理是将焊接部位加热至固溶温度后保持一段时间,然后进行适当冷却,以溶解和再结晶金属中的固溶体和过共饱和固体溶体。
最后,焊后热处理的效果主要体现在性能和组织结构上。
通过焊后热处理,可以消除焊接应力,提高材料的塑性、韧性、硬度和强度,改善材料的组织结构,减少焊接缺陷,提高焊接接头的质量和可靠性。
因此,焊后热处理在金属加工中具有重要的意义,对于提高焊接部位的性能和延长材料的使用寿命具有重要作用。
总之,焊后热处理是焊接工艺中不可或缺的一部分,通过合理的焊后热处理可以改善焊接部位的性能和组织结构,提高焊接接头的质量和可靠性。
因此,在进行焊接时,需要根据具体情况选择合适的焊后热处理标准和方法,以确保焊接部位达到预期的性能要求。
常用材料热处理工艺参数

常用材料热处理工艺参数
常用材料的热处理工艺参数取决于材料的组织性能要求、工艺性能要
求和使用条件等因素。
下面以几种常见的材料为例,介绍一些主要的热处
理工艺参数。
碳钢是一种普遍使用的金属材料,其热处理工艺参数包括淬火温度、
回火温度、保温时间等。
一般来说,碳钢的淬火温度在800℃至900℃之间,回火温度在150℃至500℃之间。
保温时间通常为1小时到3小时。
不锈钢是一类具有良好耐腐蚀性能的材料,其热处理工艺参数包括退
火温度、固溶温度和时效温度。
退火温度一般在800℃至900℃之间,固
溶温度在1000℃至1200℃之间,时效温度在500℃至700℃之间。
保温时
间通常为1小时到5小时。
铝合金是一种轻质高强度的材料,其热处理工艺参数包括固溶温度、
时效温度和时效时间等。
固溶温度一般在480℃至520℃之间,时效温度
在150℃至250℃之间。
时效时间一般为1小时至10小时。
铜合金是一种导电性能良好的材料,其热处理工艺参数包括固溶温度、时效温度和时效时间等。
固溶温度一般在800℃至950℃之间,时效温度
在300℃至550℃之间。
时效时间一般为1小时至10小时。
上述只是对于不同材料几种常见的热处理工艺参数进行了简单的介绍,实际工艺参数还需要根据具体材料的特性和要求进行调整。
同时,热处理
工艺参数的选择也应考虑到工艺设备和生产成本等因素。
在实际应用中,
可以通过试验和实践来确定最佳的热处理工艺参数。
常用钢材热处理参数表
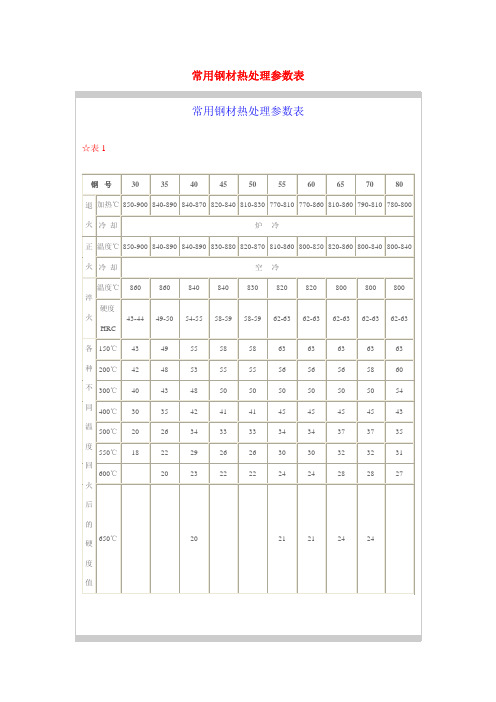
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
焊后热处理工艺参数

(九)常见焊接热处理工艺曲线9.1铬钼钢的特点是焊接性差,淬硬倾向大,易产生裂纹,与普通碳钢和低合金钢相比,其焊接性能的影响因素比较复杂。
铬钼钢在焊接前必须进行300℃±25℃的预热。
在焊接过程中因故中断焊接时,必须进行300℃±25℃、15~30min的后热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,防止裂纹产生。
焊接完毕后立即进行热处理,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm(1Cr5Mo钢炉管为不小于25mm),加热区域以外100mm范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:9.2普通碳钢和低合金钢在焊接完毕后进行热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm,加热区域以外100mm范围内予以保温,测温采用热电偶,管径Φ300mm以上测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于220℃/h625℃( 30min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于200℃/h625℃( 50min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于200℃/h不大于160℃/h625℃( 65min)℃℃℃(℃)9.3高强度低合金钢(A312-TP321)在焊接完毕后进行热处理,保温缓冷,以降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm ,加热区域以外100mm 范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理的四种方法

焊后热处理的四种方法
焊后热处理是为了改善焊接接头的性能和组织结构,常用的四种方法包括:
1. 回火处理(Tempering):通过加热焊接接头至临界温度以上并保温一段时间后冷却,目的是降低焊接接头的硬度和脆性,提高其韧性和强度。
2. 热处理(Annealing):将焊接接头加热至足够高的温度并保温一段时间后缓慢冷却,以消除焊接过程中产生的应力和改善晶粒结构,提高接头的塑性和韧性。
3. 正火处理(Normalizing):将焊接接头加热至临界温度以上并保温一段时间后将其迅速冷却至室温,主要目的是使接头的组织结构均匀化,提高其强度和硬度。
4. 淬火处理(Quenching):将焊接接头加热至临界温度以上并迅速冷却至室温,通过快速冷却来形成具有良好强度和硬度的组织结构,但可能会导致较高的残余应力和脆性。
这些方法的选择取决于焊接接头的材料、设计要求和应用环境等因素。
在进行焊后热处理时,应根据具体情况选择适当的方法,并注意控制加热温度、保温时间和冷却速率等参数,以确保焊接接头获得良好的性能和组织结构。
1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(九)常见焊接热处理工艺曲线
9.1铬钼钢的特点是焊接性差,淬硬倾向大,易产生裂纹,与普通碳钢和低合金钢相比,其焊接性能的影响因素比较复杂。
铬钼钢在焊接前必须进行300℃±25℃的预热。
在焊接过程中因故中断焊接时,必须进行300℃±25℃、15~30min的后热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,防止裂纹产生。
焊接完毕后立即进行热处理,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm(1Cr5Mo钢炉管为不小于25mm),加热区域以外100mm范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表
热处理曲线图:
焊后热处理工艺参数表
热处理曲线图:
焊后热处理工艺参数表
热处理曲线图:
9.2普通碳钢和低合金钢在焊接完毕后进行热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm,加热区域以外100mm范围内予以保温,测温采用热电偶,管径Φ300mm以上测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表
热处理曲线图:
不大
于260℃
/h
不
大
于
220℃
/h
625℃( 30min)
℃
℃
℃
(℃)
焊后热处理工艺参数表
热处理曲线图:
不大
于260℃
/h
不
大
于
200℃
/h
625℃( 50min)
℃
℃
℃
(℃)
焊后热处理工艺参数表
热处理曲线图:
不大于20
0℃
/h
不
大
于
160℃/h
625℃( 65min)
℃
℃
℃
(℃)
9.3高强度低合金钢(A312-TP321)在焊接完毕后进行热处理,保温缓冷,以降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm ,加热区域以外100mm 范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表
热处理曲线图:
焊后热处理工艺参数表
热处理曲线图:。