机加工生产计划排程表
机械加工行业APS生产计划排程应用案例
机械加工行业APS生产计划排程应用案例机械加工行业是制造业的重要组成部分,其生产计划排程对于提高生产效率、优化资源利用、减少生产成本具有重要意义。
而APS(Advanced Planning and Scheduling)是一种高级的计划排程系统,能够帮助企业实现生产计划的合理安排和资源的高效利用。
下面将介绍一个机械加工行业中APS生产计划排程的应用案例。
以一家机床制造企业为例,该企业拥有多台不同类型的数控机床,并且需要满足客户的定制需求。
由于不同类型的机床具有不同的工艺特点和生产能力,因此在生产计划排程中需要考虑以下几个方面:1.机床的容量规划:机床的容量规划是指根据不同机床的工艺特点和生产能力,合理安排生产任务。
APS系统可以通过分析不同机床的参数和工艺特点,计算出每台机床的工作能力。
企业可以根据客户需求和实际情况,合理安排生产任务,以最大限度地利用机床的生产能力。
2.生产任务的优先级排定:在机械加工行业中,有些产品的生产任务比较紧急,需要尽快完成,而有些产品的生产任务则相对较为宽松。
APS 系统可以根据企业设定的生产优先级规则,对生产任务进行优先级排定。
这样,生产任务就可以按照优先级的高低进行顺序安排,从而确保紧急任务的及时完成。
3.原材料的及时供应:机床制造企业的生产过程需要大量的原材料和零部件,而这些原材料和零部件的供应需要严密控制。
APS系统可以根据生产计划的需要,自动触发原材料和零部件的采购申请,使采购部门及时了解到生产计划的变动,并及时采购所需物料,以确保生产进度的顺利进行。
4.工人的安排和调度:机械加工行业的生产过程需要大量的工人参与,而工人的安排和调度对生产计划的顺利进行至关重要。
APS系统可以根据机床的工作状态和工人的能力,合理安排工人的上岗时间和任务分配,以最大限度地发挥工人的工作效率,提高生产效率。
以上是一个机械加工行业中APS生产计划排程的应用案例。
通过引入APS系统,可以实现生产计划的合理排定和资源的高效利用,从而提高生产效率、优化资源配置,减少生产成本,为企业带来更好的经济效益。
pmc生产计划排程表

pmc生产计划排程表标题:提高生产效率的PMC生产计划排程表引言:在现代工业领域中,生产计划排程表(Production Plan and Control Schedule,简称PMC)是一种重要的工具,用于有效组织和管理生产过程。
通过合理安排和分配资源,PMC生产计划排程表可以提高生产效率,降低成本,满足客户需求。
本文将探讨如何制定和执行一个高效的PMC 生产计划排程表。
一、概述PMC生产计划排程表是一个详细记录了产品从原材料采购到生产完成的整个生产过程的文件。
它包含了产品的定制要求、生产计划、生产负责人信息以及生产进度等重要信息。
通过合理的排程,可以确保在给定的时间范围内高效地完成生产任务。
二、制定PMC生产计划排程表的步骤1.明确生产目标和客户需求:在制定PMC生产计划排程表之前,必须准确了解生产目标和客户需求。
只有通过清晰地了解客户的要求,以及公司的生产能力,才能制定出合理的生产计划。
2.评估生产资源与能力:评估现有的生产资源和能力对于制定PMC生产计划排程表至关重要。
需要确定所需的人力、机器、设备和原材料等资源,以及它们的可用性和利用率。
3.制定生产计划:根据客户需求和生产能力评估结果,制定一个合理的生产计划。
这个计划应包括每个生产阶段的起止时间、所需资源以及生产负责人等信息。
确保在计划中留出足够的时间进行质量控制和检查。
4.安排生产负责人:明确每个生产阶段的负责人员和联系方式,以便及时沟通和解决问题。
同时,要确保对生产负责人进行培训和指导,以提高他们的管理和技术能力。
5.监控和更新生产进度:在生产过程中,通过适当的监控和更新,及时了解生产进度。
如果遇到任何延误或困难,要及时调整计划并采取相应措施,以确保进度的顺利推进。
三、执行PMC生产计划排程表的关键点1.沟通与协调:在执行PMC生产计划排程表的过程中,各个生产阶段的沟通和协调至关重要。
保持良好的内部沟通和协调,能够避免信息断档和生产延误。
生产计划预排程表1
订单数 量
1000
数量 已完成 未完成
数量 数量
887
113
1000 690
310
1000 502
498
18000
18000
1000
1000
20080
20080
500
58
442
4500 500 3000
4500 500 3000
1000
1000
1000
1300 5850 1200 5850 12000 8000
休息
休息 休息 休息 休息 休息
3000 3000 2000 1000
3月10日 3月11日 3月12日 3月13日 3月14日 3月15日 3月16日 3月17日 3月18日 休息
休息 休息 休息
休息 休息 休息
休息 休息 休息
休息 休息
休息
休息 休息
休息
休息 休息
休息
休息 休息
休息
休息 休息 休息
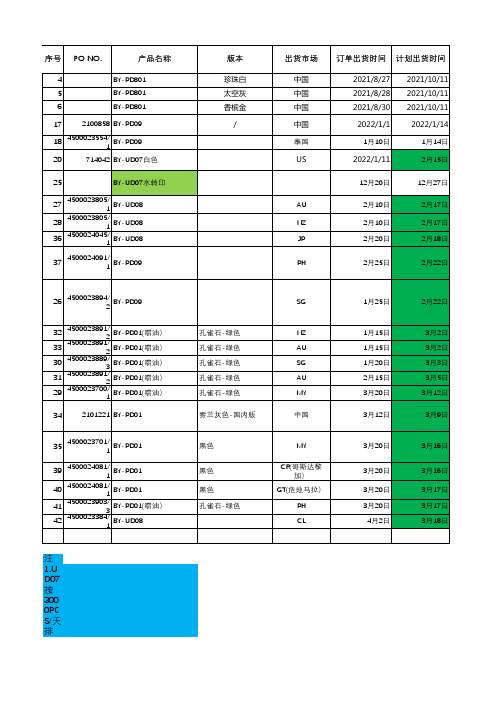
MY
CR(哥斯达黎 加)
GT(危地马拉) PH CL
1月25日
1月15日 1月15日 1月20日 2月15日 3月20日 3月12日
3月20日
3月20日 3月20日 3月20日
4月2日
2月22日
3月2日 3月2日 3月3日 3月5日 3月12日 3月9日
3月16日
3月16日 3月17日 3月17日 3月18日
2022/1/14 1月14日 2月15日
12月20日
12月27日
AU
2月10日
2月17日
NZ
2月10日
2月17日
JP
2月20日
生产计划排产表格

生产计划排产表格篇一:生产计划表格第三十章生产计划表格一、生产计划综合报表二、生产计划安排表总经理:厂长:审核:拟定:三、各部门生产计划安排表300第三十章四、生产规划明细表五、周生产计划表301说明:1.依据月生产计划的执行状况修订。
2.依据产品的要求标准时间制订时程。
3.计划时程栏内注明计划产量。
六、月生产计划表302第三十章审核:计划:七、长远生产计划表303篇二:如何做一个可执行的生产计划排程一、做出详细生产作业计划需要哪些条件?在许多生产管理者眼中,生产作业计划是不重要的,如果我们只停留在小加工作坊的规模,大脑就能把一个月的订单、物料、资源记得清清楚楚,那么生产计划排程的必要性确实不太大,但事实上,随着生产规模的扩大,人脑已经不可能完成如此大数据量的存储功能,这时就到了生产管理的Excel时代,许多生产管理人员对Excel使用非常熟悉,并乐在其中,但如果要问他计划的详细信息,计划的优劣以及可执行性问题,这就遇到了困难,道理很简单,Excel只是将数据的存储从大脑移到了电脑,增大了容量,却仍然没有实质性的改进,但Excel的存储作用却是不言而喻的,它是生产计划排程数据准备的重要手段,但Excel相对于文本来说只是多了一个方便操作的表格,并没有严格的二维数据关系,这时就到了生产管理的ERP/MES时代。
这些基础数据主要包括如下几种:(1)所有产品结构信息。
即生产管理中BOM管理,有了产品结构才能方便的进行订单分解,分解成实际生产的任务。
(2)所有产品的制造工艺信息。
简单来说,就是要能知道任何一个制造任务(如一个零件)可以分解为几步以及每一步之间的逻辑关系,每一步用到哪些物料、需要哪种设备、需要哪些辅助工具,即是生产管理中常说的工艺流程。
(3)所有使用的资源信息。
资源是必备的生产主体,没有资源,生产无从谈起,所以需要对生产所需要的全部资源进行管理,这里所说的资源包含物料、设备、工具等。
对资源的管理主要是对资源能力和成本的管理。
自动生产计划排程表范例
优先 顺序
订单号
料号
1
WO0000 FG0000
1
1
2
WO0000 FG0000
2
2
3
WO0000 FG0000
3
3
4
WO0000 FG0000
4
4
5
WO0000 FG0000
5
5
6
WO0000 FG0000
6
6
1
WO0000 FG0000
7
7
2
WO0000 FG0000
8
8
3
WO0000 FG0000
实际开 始日期
开始 日期
结束 日期
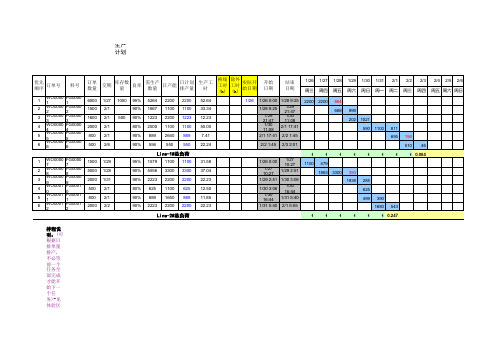
1/27 1000 95% 5264
2/1
90% 1667
2/1 500 90% 1223
2/1
80% 2500
2/1
90% 889
2200 1100 2200 1100 2640
2200 1100 1223 1100 889
52.64 33.34 12.23 50.00 7.41
9
9
4
WO0001 FG0001
0
0
5
WO0001 FG0001
1
1
6
WO0001 FG0001
2
2
订单 数量
6000 1500 1600 2000 800 500
1500 5000 2000 500 800 2000
交期
库存数 量
良率
需生产 数量
日产能
日计划 排ቤተ መጻሕፍቲ ባይዱ量
生产工 时
换线 工时 (h)
除外 工时 (h)
机械加工生产计划排程表
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
工序时间下料完成时间铣床完成时间磨床完成时间线切割完成时间车床完成时间cnc完成时间精雕机完成时间放电完成时间表面处理完成时间委外完成时间备注审核批准零件名称3各过程要相互配合监督提醒出现特殊情况不能按时间完成时必须提前2小时书面报告pmc以便实时调控
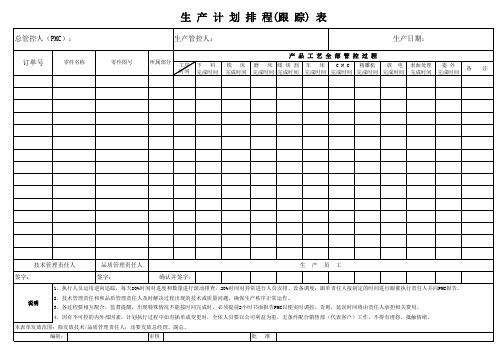
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 表
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
生产管控人:
生产日期:
产品工艺全部管控过程
所属部分
工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
排产计划表

#DIV/0!
0
计划
0
生产
0
计划
0
18
#DIV/0!
0
生产
0
计划
0
19
#DIV/0!
0
生产
0
9/14 已完成
星期五
9/15 星期六
9/16 9/17 9/18 9/19 9/20 9/21 9/22 9/23 星期日 星期一 星期二 星期三 星期四 星期五 星期六 星期日
9/24 中秋
9/25 9/26 9/27 星期二 星期三 星期四
序号
机种名称
1 2 3 4 5 6 7 8 9 10 11
客户订单号
加工工艺 制程
生产计划排程表
工单号
订单量
计划 达成率
差异
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
10/18 星期四
10/19 星期五
10/20 星期六
10/21 星期日
10/22 星期一
10/23 星期二
10/24 星期三
10/25 星期四
10/26 星期五
10/27 星期六
10/28 星期日
10/29 星期一
10/30 星期二
10/31 星期三
9/28 9/29 9/30 10/1 10/2 10/3 10/4 10/5 10/6 10/7 10/8 10/9 10/10 10/11 10/12 10/13 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期六
车床生产机台排程表
车床生产机台排程表1. 简介车床生产机台排程表是一种用于安排车床机台生产任务的工具。
通过合理的排程,可以提高生产效率,减少生产资源的浪费,确保生产计划的顺利执行。
本文将介绍车床生产机台排程表的设计原则、制作流程以及使用方法,以帮助读者更好地理解和应用该工具。
2. 设计原则车床生产机台排程表的设计应遵循以下原则:•合理性原则:排程表应根据生产任务的优先级、机台的生产能力和工艺要求等因素,合理安排生产顺序和时间分配,确保生产计划的合理性和可行性。
•可操作性原则:排程表应简洁明了,易于操作和理解。
每个字段的含义和操作方法都应清晰明确,以便生产部门能够方便地进行排程和调整。
•灵活性原则:排程表应具备一定的灵活性,能够应对生产计划的变化和调整。
生产任务的优先级发生变化、机台出现故障等情况下,排程表应能够及时调整,确保生产计划的顺利进行。
•可视化原则:排程表应采用直观的可视化方式呈现,以便生产部门能够一目了然地了解生产计划和机台状态,及时发现问题并做出调整。
3. 制作流程制作车床生产机台排程表的具体流程如下:3.1 确定排程表的基本信息和字段首先,需要确定排程表的基本信息和字段,包括生产任务的名称、优先级、工艺要求,机台的编号、生产能力等。
可以根据实际情况进行调整和补充。
3.2 设计排程表的布局和格式根据排程表的基本信息和字段,设计排程表的布局和格式。
可以使用电子表格软件(如Excel)或排程软件进行设计,确保排程表的美观和易读性。
3.3 填充排程表的内容根据生产计划和机台的生产能力,填充排程表的内容。
根据生产任务的优先级和工艺要求,合理安排生产顺序和时间分配,确保生产计划的顺利执行。
3.4 定期更新和调整排程表根据生产计划的变化和机台的实际生产情况,定期更新和调整排程表。
可以根据实际情况进行任务的重新排序和时间的重新分配,以保证生产计划的顺利进行。
4. 使用方法使用车床生产机台排程表的方法如下:4.1 查看生产任务和机台信息打开排程表,查看生产任务和机台的基本信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质管理责任人
加工执行责任人
签字
确认并签字
1、各执行责任人必须根据《主生产计划表》认真组织、仔细排查、制定详细的《周作业计划》乃至《日作业计划》,将任务落实到人、机,定时定量进行管理。 2、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。 说 明 3、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 4、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。 5、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部工作,不得有埋怨、抵触情绪。
编制 审 核: 日 期: 2012 年 月 日
审核
批准
机床修好Байду номын сангаас先加工华立折流板后加工管板(当前机床泰腾件放到2号机加工) 中泽A板加工 中泽A板加工
骐卓两件加工完毕后加工华立 中泽A板加工 中泽B板加工
GEA GEA 泰腾
GEA GEA GEA GEA
立加6# 立加7# 立加8# 立加9#
数车1# 数车2# 数车3#
立车 普车车1# 普车车2#
数车4#
总管控人 (PMC)
机台名称 龙门1# 龙门2# 龙门3# 龙门4# 龙门5# 龙门6# 龙门7# 龙门8#
卧加1# 卧加2# 卧加3#
立加1# 立加2# 立加3# 立加4# 立加5#
主生产计划排程表(每周更新一次)
最近一次更新时间:20140915
程猛
总监督人
康宗尚
各机台加工计划
工作内容
加工骐卓物料号452.144545-9件,再加工452.144709-5件 泰腾加工完后加工华立管板