Y3150E型滚齿机数控改造及结构设计
Y315滚齿机总体设计
摘要滚齿机是齿轮滚刀加工齿轮的专用机床,在齿轮加工中应用最广泛,机床主要由床身、大立柱、工作台、小立柱、传动箱、刀架等几部分组成。
其床身为箱体结构,内部分隔开两个箱、一个液压箱、一个冷却箱,其右上部的导轨为V-平导轨,工作台壳体置于其上,可以沿导轨做直线运动。
大立柱坚固在床身的左上方,刀架滑板装在大立柱的双V导轨上,其上装有挡块,滚切工作时可根据工件的需求,将撞块调到适当位置,当进刀到位撞下挡块时,可使机床自动停车。
本论文结合Y315滚齿机的基本要求和特点,重点对滚齿机的总体设计和后立柱设计计算进行了介绍。
主要工作有一下几个方面:1.绪论部分主要是介绍了Y315滚齿机的组成、工作原理和传统滚齿机的生存空间2.方案设计主要是采用功能分析法分析Y315滚齿机的各功能并求解,确定最佳方案并进行分析3.技术设计主要是计算绘图所需要的主要尺寸,并且对主要零件:后立柱链轮和连轮轴进行计算,校核4.总体设计和人机工程设计主要是着重介绍合理利用人机工程进行Y215滚齿机的总体设计关键词:滚齿机;总体设计;人机工程AbstractGear hobbing is a gear hob special processing machine tools, gear processing in the most widely, primarily by machine bed, the column, table, small column, transmission boxes, tool carrier, such as a few parts. As the bed box structure, separating the two parts of me, a hydraulic box, a cooling box, the upper right of the guide rail for the V-level, working platforms under its shell, it can be along the rail do linear motion. Large column of solid in the upper left corner bed, slide tool carrier mounted on a large column of dual-V rail, which is equipped with a block, the work roll can be cut in accordance with the needs of the workpiece will be transferred into the appropriate location block, when feed into the next block in place, the machine can automatically.In this paper, combined with the basic requirements for hobbing Y315 and characteristics, focusing on the overall design of the hobbing machine and post-column design and calculation are introduced. About the main work areas:1. Introduction is to introduce some of the major components of the Y315 Hobbing Machine, working principle and the living space of the traditional gear-hobbing machine2. Program design is the introduction of the functional analysis of the main analysis of the function of Y315 Hobbing and solving to determine the best solution and analysis3. Technical design is needed to calculate the main drawing size, and the main parts: sprocket and even after the column to calculate axle, checking4. The overall design and ergonomic design mainly focuses on the rational use of man-machine engineering design for the Y215 Hobbing MachineKey words: hobbing machine;design;man-machine engineering目录摘要 (I)ABSTRACT ...................................................................................................................... I I目录 (III)第一章绪论 (1)1.1Y315滚齿机的主要组成 (1)1.2传统滚齿机的主要工作原理 (1)1.3传统滚齿机的生存空间 (2)第二章方案设计 (4)2.1明确总功能 (4)2.2功能原理方案的选择 (4)2.3功能图分解 (5)2.4最佳方案的分析及确定......................................................... 错误!未定义书签。
Y3150E滚齿机床z
Y3150E滚齿机床一、Y3150E滚齿机工作原理根据展成法原理来加工齿轮的。
模拟一对交错轴斜齿轮副啮合滚动的过程。
将其中一个齿轮的齿数减少到一个或几个,齿轮的螺旋倾角很大,就成了蜗杆。
将蜗杆开槽并铲背,就成了齿轮滚刀。
当机床使滚刀和工件严格按照一对斜齿轮啮合的传动比关系作旋转运动时,滚刀就可在工件上不断地切出齿来。
二、Y3150E滚齿机用途YT3150E型滚齿机主要用于滚切直齿圆柱齿轮和斜齿圆柱齿轮,也可滚切花键轴或用手动径向进给法滚切蜗轮。
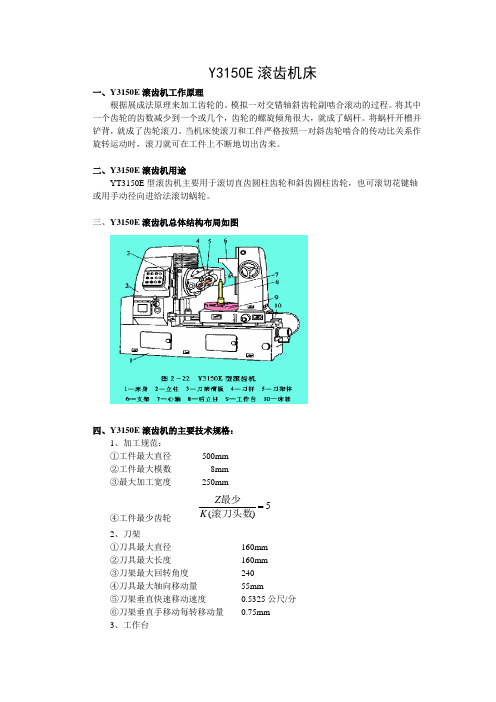
三、Y3150E滚齿机总体结构布局如图四、Y3150E滚齿机的主要技术规格:1、加工规范:①工件最大直径500mm②工件最大模数8mm③最大加工宽度250mm④工件最少齿轮5)(滚刀头数最少KZ2、刀架①刀具最大直径160mm②刀具最大长度160mm③刀架最大回转角度240④刀具最大轴向移动量55mm⑤刀架垂直快速移动速度0.5325公尺/分⑥刀架垂直手移动每转移动量0.75mm3、工作台①工作轴心到刀具轴心间的距离最大330 mm最小30 mm②工作台面到刀具轴心间的距离最大535 mm最小235 mm③工作台直径510 mm④工作台液压快速移动距离50 mm⑤工作台水平手移动每转移动量2mm⑥工作台工件用心轴直径30 mm五、优点齿式联轴器是由齿数相同的内齿圈和带外齿的凸缘半联轴器等零件组成。
外齿分为直齿和鼓形齿两种齿形。
鼓形齿联轴器可允许较大的角位移,改善了齿面的接触条件,避免了在角位移条件下直齿齿端棱边挤压、应力集中的弊端,同时改善了齿面摩擦磨损状况,降低了噪声,提高了传递转矩的能力,延长了使用寿命。
所以,鼓形齿轮联轴器广泛应用于传递大扭矩的轴系传动中,如矿山、起重运输等行业。
Y3150E型滚齿机,改造前只能加工直齿齿轮。
为了在老设备Y3150E型滚齿机上能够加工出高精度的鼓形齿,必须对其进行数控改造。
根据被改造机床的结构、性能及被加工零件精度和工艺要求,选择了基于单片机的简易数控系统。
金属切削机床第五章 Y3150E型滚齿机

机床轮廓尺寸(长度×宽度×高度) 2439mm×1272mm×1770mm
三、Y3150E型滚齿机的传动系统 如图5-12所示是Y3150E型滚齿机的传动系统图。
三、滚切斜齿圆柱齿轮时的运动和传动原理 如图5-7所示,斜齿圆柱齿轮轮齿端面上的齿形仍为渐开线,而 齿长方向则是一条螺旋线。
图5-7 斜齿圆柱齿轮
1.斜齿圆柱齿轮的形成 图5-8说明了滚切直齿和斜齿圆柱齿轮时,形成导线的差别。
图5-8 加工斜齿圆柱齿轮时,导线(螺旋线)的成形原理 →加工直齿圆柱齿轮时,展成运动的旋转方向
1)传动路线表达式及运动平衡方程式 展成运动传动链的传动路 线表达式如下:
2)换置公式 将u合=1代入运动平衡方程式,整理后可得换置机构 传动比ux的计算公式:
ux= × × = (5-3)
21≤≤142时,=;×= 143≤时,=;×=
(3)轴向进给运动传动链 传动链的两端件是工件和滚刀刀架,其 计算位移是:工件每转1转,滚刀刀架垂向移动f(mm)。 1工件××××××u进××3π=f
⇒或⇐加工斜齿圆柱齿轮时,工件附加运动的旋转方向 图中所表示的运动方向是根据使用右旋滚刀、且滚刀位于工件之前判定
2.加工斜齿圆柱齿轮所需的运动
设工件的导程为T,则当刀架直线移动T(mm)时,工件应在展成运动 传动链所要求的转动基础上附加一转,因此应在刀架与工件之间 建立运动联系,通过运动合成机构的差动作用使工件的转速加快 或减慢,这一传动联系称为差动传动链或附加运动传动链。
基于Y3150E型滚齿机加工机床结构改造及参数设计

选择精度高、刚度硬和摩擦力矩低的滚子轴承。 滚齿机床螺杆传动滑动轴承的最佳选择是接触角为 60°
的滚珠丝杠推力角接触球轴承。 具体选择过程及主要计算如下: (1)取电机最高转速为 nmax=1500r/min,由于
定了改造方案。如进给运动时,丝杠螺母链和轴向进给运动
之间的磨损极大,使用时间短,功效低,无法满足速度快,
效率高,高精度的要求,因此,选用能够调节的滚珠丝杠工作。
在作径向进给运动的同时,删去传统的手动进给的工作流程,
[4-7]
利用伺服电机,用联轴器带动蜗轮蜗杆来工作运转 。
图 1 Y3150E 型滚齿机外观图
准极高。需要对系统灵活,并且对小位移 ( 螺丝角的小角度 )
[11]
敏感,因此摩擦转矩应尽可能小 。
滚珠丝杠工作效率低,时间短,其关键不在于于滚刀的螺纹角度,可
以让齿轮的方向与齿轮齿同步。它需具有以下三条传动链: 主传动链:电机 -1-2-iv-3-4- 滚刀,它是驱动滚刀旋
Keywords Y3150E hobbing machine; motor selection; load calculation
基于 Y3150E 型滚齿机加工机床结构改造及参数设计
王钰 李雪
齐齐哈尔大学机电工程学院,中国·黑龙江 齐齐哈尔 161001
摘 要 由于滚齿机机床自身固有的误差和滚齿加工的难度对加工精度的影响是重要的原因,为了克服这个固有误差可以对滚齿机的 电气控制系统进行改造。本文通过电机选型和荷载计算,最终确定极限结构的改进策略并给出控制系统工作流程。实践性精 简了传动结构,降低滚齿机加工过程传动误差,提高加工精度。 关键词 Y3150E 型滚齿机;电机选型;荷载计算
YM3150E滚齿机PLC改造

专业综合设计与实践报告书专业班级学号姓名目录第一章YM3150E滚齿机简介 (1)1.1整体功能介绍 (1)1.2控制要求 (1)1.3 课题现状分析 (1)第二章YM3150E滚齿机的运动分析 (4)第三章YM3150E滚齿机的电路分析 (5)第四章YM3150E滚齿机的PLC选型 (8)4.1 PLC的基本概念 (8)4.2三菱PLC的主要特点 (8)4.3 PLC的选型 (9)第五章YM3150电气控制线路的PLC改造 (11)5.1输入输出的设计 (11)5.2 YM3150E滚齿机的电气改造图 (12)5.2YM3150E滚齿机的PLC改造梯形图 (14)第六章仿真与调试 (16)第六章总结 (19)参考文献 (20)第一章YM3150E滚齿机简介1.1整体功能介绍重庆机床厂生产的YM3150E型精密滚齿机采用了传统的接触器—继电器控制系统.继电接触器控制系统是使用按钮、开关、行程开关、继电器、接触器等组成的控制系统。
它通过电气触点的闭合和分断来控制电路的接通与断开,实现对电动机拖动系统的起动、停止、调速、自动循环与保护等自动控制。
它具备控制器件结构简单、价格低廉、控制方式直观、容易掌握、工作可靠易维护等优点,但是体积较大、控制速度慢,改变控制功能必须通过改变接线来完成,比较麻烦和困难,在现在工厂的实际操作中,越来越不适应现场控制。
本文就针对新的方案解决YM3150E型精密滚齿机难控制的问题,使用PLC对它进行改造。
该机床由液压泵电机、主电机、冷却电机和快速移动电机组成。
液压泵电机主要是提供液压阀的压力来润滑机械等功能;冷却电机提供机械的冷却循环系统,使得机械的温度不至于过高,控制在一定的范围里;快速移动电机用于装置的快速移动,提高非工作时段的效率,以提高整体的效率。
1.2控制要求在这些电机中有一定的启动顺序,只有满足一定的启动要求后才能确保机械的安全使用,保证它的稳定性,所以必须在液压泵电机起动并使水银继电器触点闭合以后主电机才能起动,在主电机起动以后冷却电机才能起动.当液压泵电机停止以后整个机床处于停止工作状态。
Y3150E型滚齿机的三轴联动PLC控制设计改造

目录第1章绪论 (2)1.1 课题的来源、研究的意义及现状分析 (2)1.1.1 课题的来源 (2)1.1.2课题现状分析 (3)第2章机械结构方案设计 (7)2.1 主传动系统 (7)2.2 进给运动系统 (7)2.2.1 垂直进给 (7)2.2.2 径向进给 (8)2.2.3 工作台的转动 (8)第3章立柱的设计计算 (10)3.1 滚齿机切削力的计算 (10)3.2 电动机的选择 (11)3.3滚珠丝杠的选取 (12)3.3.1 滚珠丝杠动载荷的计算与直径估算 (12)3.3.2 滚珠丝杠的校核 (14)3.4 锥齿轮的设计计算 (15)3.4.1 初步设计 (15)3.4.2 几何计算 (16)3.4.3 接触强度校核 (19)3.4.4 弯曲强度校核 (21)3.5 蜗杆蜗轮的设计计算 (21)3.5.1 选择蜗杆的传动类型 (22)3.5.2 按齿面接触疲劳强度进行设计 (22)3.5.3蜗杆蜗轮的主要参数与几何计算 (23)3.5.4 验算效率 (25)第4章立柱、导轨的设计 (26)4.1 导轨的选择 (26)4.2 立柱的设计 (28)第5章 PLC系统总体设计方案概述 (29)5.1传统滚齿机控制系统的功能与技术指标 (29)5.2 PLC控制系统设计方案 (33)第6章硬件系统的设计 (36)6.1 PLC与伺服系统的连接 (36)6.2 PLC与传感器的连接 (37)第7章软件系统的设计与调试 (40)7.1 数控化改造的电气要求 (40)7.2 I/O点的分配 (40)7.3 PLC梯形图设计 (44)第8章期望与总结 (46)参考文献 (48)第1章绪论1.1课题的来源、研究的意义及现状分析1.1.1 课题的来源本课题来源于生产实际。
齿轮是工业生产中的重要基础零件,其加工水平和能力反映了一个国家的工业水平。
随着社会生产力和科学技术的发展,企业对齿轮的质量要求越来越高。
Y3150E型滚齿机的PLC改造

目录摘要 (1)Reconstruction of Y3150E Precision Gear Hobbing Machine by PLC (2)一. 绪论 (3)1.1 课题的依据 (3)1.2 课题的研究意义 (4)1.3 课题的现状分析 (4)1.4 PLC简介 (5)二.PLC系统总体设计方案概述 (11)2.1传统滚齿机控制系统的功能与技术指标 (11)2.2 PLC控制系统设计方案 (14)三.硬件系统的设计 (17)3.1 PLC (17)3.2 伺服系统 (19)3.3 触摸屏 (20)3. 4 传感器 (21)3. 5 电源电路 (21)3. 6 硬件连接 (23)四.软件系统的设计与调试 (28)4.1 数控化改造的电气要求 (29)4.2 I/O点的分配 (30)4. 3 PLC梯形图设计 (32)五.期望与总结 (34)致谢 (36)参考文献 (37)附录1 Y3150E滚齿机相关技术参数 (38)附录2 外国文献翻译 (39)Y3150E型滚齿机PLC控制系统的改造摘要作为机电一体化重要技术的可编程序控制器(PLC)产品的集成度越来越高,工作速度越来越快,功能越来越强,使用越来越方便,特别是远程通信功能的实现,易于实现柔性加工和制造系统,使得PL C如虎添翼。
本文简要的介绍了Y3150E型精密滚齿机的控制原理,并利用PLC对滚齿机进行改造,设计PLC控制系统,使滚齿机的控制更加方便。
关键词:滚齿机,控制系统,机电一体化,PLCplease contact Q 3053703061 give you more perfect drawings此处省去NNNNN需要更多更完整的图纸和说明书请联系秋3053703061章1章绪论1.1 课题的依据本课题依据于PLC对Y3150E型精密滚齿机控制系统的数控改造。
原Y3150E型精密滚齿机采用纯机械的传动链,传动精度低、调整复杂,无法满足大批量、多品种、高精度齿轮的加工要求,且机床电气故障比较突出,有些机床甚至无法使用,如果淘汰了重新购置则投资太大.由于润滑充分,这些机床的导轨、丝杠、丝母、滑台及工作台的涡轮蜗杆等磨损不大,机床机械精度保持较好,具备进行改造的基本条件,且改造投资少、见效快。
Y3150E滚齿机滚齿刀架设计
目录摘要 -------------------------------------------------------------- 1第一章绪论 ------------------------------------------------------ 31.1选题的依据及课题意义 ---------------------------------------- 31.2国内外滚齿机的研究发展状况 ---------------------------------- 3第二章滚齿机总体设计------------------------------------------- 62.1滚齿机的工作原理 -------------------------------------------- 62.2 滚齿机的结构设计-------------------------------------------- 62.3 滚齿机的传动方案设计---------------------------------------- 72.4主传动方案的评定与选择 -------------------------------------- 92.5电动机的选择 ----------------------------------------------- 112.6滚齿机的技术规格 ------------------------------------------- 12 第三章刀架结构设计-------------------------------------------- 133.1滚刀刀架的结构介绍 ----------------------------------------- 133.2 刀架结构的设计计算----------------------------------------- 143.2.1 直齿轮的设计 ----------------------------------------- 143.2.2 滚刀心轴的结构设计 ----------------------------------- 17 第四章滚刀箱及其余部件设计----------------------------------- 214.1滚刀箱的设计 ----------------------------------------------- 214.2 滚刀牙箱设计----------------------------------------------- 224.3 刀架立柱设计----------------------------------------------- 22 总结 ---------------------------------------------------------- 23 参考文献 ---------------------------------------------------------- 24 致谢 ---------------------------------------------------------- 25 附录一 ------------------------------------------------------------ 26 附录二 ------------------------------------------------------------ 32Y3150E型滚齿机刀架设计摘要滚齿机是齿轮滚刀加工齿轮的专用机床,在齿轮加工中应用最广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3)经济性
在机床数控化改造中,不仅要考虑到数控机床的技术先进性,同时还必须考虑到它的经济、社会效益。这就要求对决策方案进行严密论证和科学分析。机床的数控化改造是广义上的设备更新的一种方法,因此,机床化改造的方案应于机床大修以及机床更新作对比,以确定最佳方案,常用的评价方法有:最低成本法、追加投资回收期法和机床改造效果系数法。选择哪一种方法需根据各参数的获取是否方便。经过分析比较,需采用追加投资回收期法进行论证。
2、本人对课题任务书提出的任务要求及实现目标的可行性分析
1)任务要求
自20 世纪 80 年代后期以来,我国机床行业已朝着数控方面深入地发展,特别是进入九十年代后,机床的数控化标志着机床行业进入了一个新的时代。作为齿轮加工机床的数控滚齿机。我国自八十时代开发以来,无论从品种的类型上或功能复合上都得到了长足的发展。特别是近十多年以来,以汽车工业为龙头的相关支柱型产业更是把齿轮加工机床数控化发展推向了一个新的高度。其中尤其对数控高效滚齿机的需求显得十分突出。然而从我国制造业发展水平来看,目前一些中小型加工企业购买欧洲等国生产的全数控化滚齿机的能力还不够, 但又要对现有的传统加工能力进行提升,这就要求我们进行机床的数控改造。数控改造是现代微电子技术与传统技术相结合,达到使机床具有可靠性高,柔性强,加工精度高,易于实现机电一体化,经济性可观等优势。
(3)当 且 时,机床更新是最佳方案。
(4)当 且 时,同样采用追加投资回收期进行决策。
……………………………………(2)
如果 时,选择机床更新最佳; 时,选择机床改造方案最佳。其中, 同上为标准投资回收期
b)经济合理性
针对原CA6140普通车床,具体各种方案指标如表2所示。(1)机床大修和数控化改造方案比较:将数据代入式(1)得: (年);(2)机床数控化改造和更新比较:将数据代入式(2)得: (年);(3)经济性分析结论:按照本行业来源的标准投资回收期 一般为3年,通过以上经济分析发现 ,故选择机床数控化改造是最佳方案。
1)如何保证主轴的旋转精度?
a选择最优的轴及轴承精度
b提高主轴自身的制造精度
c提高主轴各组件的装配精度及调整精度
2)如何保证主轴系统的静刚度
a合理选择主轴轴承配置及适当的预加载荷
b合理选择主轴的形状及尺寸
c合理布置主轴主件的结构,前后支承的距离及主轴前端的悬伸量等
3)保证主轴的抗震性,耐磨性,热变形达到要求
2)可行性
Y3150E滚齿机的数控改造,是为了适应现代化生产和教学等多方面因素而进行的一个重点课题。下面进行机床改造的技术可行性分析。
机床改造的技术可行性论证就是对机床改造在技术上是否能够保障改造成功以及从改造后维护角度论证。具体的应从机床本身、加工对象的要求和市场可供性三方面分析。
a)机床本身
传统滚齿机主运动传动链要经过7对齿轮,1条带轮传动,传动路线长,传动精度低。而进行数控改造后采用电机直接驱动主轴转动,省去了中间的传动损失,使加工更加高速高效,且精度提高。在省去了传动链中的传动机构的同时,增加了一个主轴驱动电机,改变了主轴部分的机械结构。
毕业设计开题报告
1、本课题国内外的研究现状分析
以欧美、日等制造强国为代表的几大公司(L1ebherr,Gleason,Mitsubishii)展出数控高效高速滚齿机床是几大公司的主流产品,他们均能进行批量化,系列化,标准化的生产,并具有较高的可靠性和市场份额,但在国内同档次产品尚属空白,虽然自上世纪九十年代以来,国内的数控滚齿轮有一个较大的发展和提高,但数控滚齿机大都是在传统滚齿机的基础上进行数控化的改造,无论是从机床的整体动、静刚性,还是从整机的传动精度,以及数控系统的可靠性等性能上看,总体水平较为低档,真正意义上的全新设计的数控高效滚齿机正在起步阶段。
a)理论依据
机床更新、机床大修和机床数控化改造的经济性分析所用参数及符号如表1所示。机床数控化改造与更新、大修理之间有下列关系:
(1)当 且 时,采用机床数控化改造方案最佳。
(2)当 且 时,用追加投资回收期指标进行决策。
……………………………………(1)
式中:T—投资回收期(年)。如果 ,选择机床改造方案最佳;当 时,选择机床大修方案最佳。其中, 为企业或部门规定的标准投资回收期。
b)加工对象分析
改造后的数控机床,主要用于教学实习。适合于加工直齿和螺旋齿的外啮合圆柱齿轮与蜗轮,也可滚切短花键轴。加工精度要求小于0.01mm,现在市场上出售的一般经济型数控系统其脉冲当量为0.005mm~0.01mm,能够满足上述型面的加工要求,在技术上是可行的。
c)市场可供性
所谓市场可供性就是研究市场是否能够方便及时地提供改造用的各种备件,以保证备件的供应。机床数控化改造计划实施应有本地区机电一体化供应的基本条件,这样不仅改造周期短,而且有利于保证维修及技术咨询服务。就本机床改造而言,市场上已建立了一套机电一体化配套产品代理机构,对于Y3150E改造而言市场可供性好。
4、完成本课题所需的工作条件及解决办法
完成本课题需要详细掌握Y3150E滚齿机的机床结构,各传动链,以及机床加工范围,机床伺服系统方案设计,伺服电机的选取规则,机床结构方案设计,机床主轴设计,机械设计零部件选取规则等,关于这些方面的工具书都可在图书馆借到。
综上所述,可以得出对机床数控化改造技术上是可行的,经济上是合理的。
3、本课题的关键问题及解决问题的思路
要解决机床的数控改造,第一步必须清楚改造后机床的加工条件及加工能力范围,再按照这个条件选好电机以及各组件,最后对主轴所有组件进行结构化设计。在选择电机的过程中,要了解数控机床伺服系统的设计方法,制定出控制方案。再根据加工要求设计出主轴大致驱动路线,选择主轴传动各组件,如轴承,刚性主轴等,在选择这些组件的时候需要考虑到主轴刚度,强度以及抗震性等要求,通过反复验证最后确定最后结果。选择出各组件后,根据之前的传动方案再对这些组件进行结构设计,在设计时要做到结构最简单,传动精度最高,加工高速,高效,磨损最小,加工工艺方案最简单等。