对接焊缝无损检测明细表模板
管道焊接及焊缝外观检查记录表
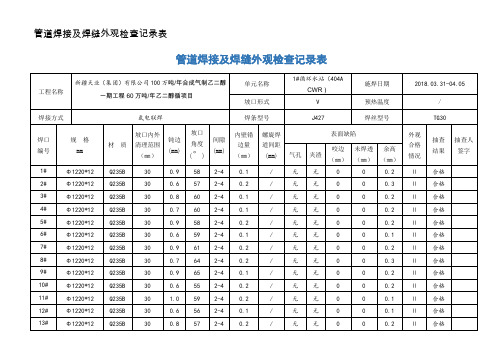
管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格。
管道焊接及焊缝外观检查记录表

合格
40#
Φ1020*12
Q235B
30
0.6
56
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
41#
Φ1020*12
Q235B
30
0.8
57
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
42#
Φ1020*12
Q235B
30
0.7
61
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
29#
Φ820*10
Q235B
30#
Φ820*10
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
31#
Φ820*10
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
32#
Φ820*10
Q235B
33#
Φ820*10
Q235B
34#
Φ820*10
单元名称
1#循环水站(404ACWR)
施焊日期
2018.04.13-05.02
无损检测表格模板
无损检测报告工程名称:单位工程名称:图纸编号:建设单位:施工单位:检测单位:年月日无损检测竣工资料目录WJ-01无损检测工程量认证表WJ-02共页第页射线检测工程量认证表(附表一)WJ-03共页第页. 专业资料. 学习参考.超声波检测工程量认证表(附表二)WJ-04共页第页. 专业资料. 学习参考.. 专业资料. 学习参考.磁粉检测工程量认证表(附表三)WJ-05共页第页. 专业资料. 学习参考.渗透检测工程量认证表(附表四)WJ-06共页第页. 专业资料. 学习参考.. 专业资料. 学习参考.无损检测人员登记表WJ-07. 专业资料. 学习参考.. 专业资料. 学习参考.管道无损检测综合报告WJ-08(球罐/储罐/容器)RT/UT综合报告WJ-09(球罐/储罐/容器)MT/PT综合报告WJ-10无损检测综合报告WJ-11返修情况汇总表WJ-12说明:按检测项目汇总射线检测报告WJ-13报告编号:共页第页射线检测报告(附页)WJ-14报告编号:共页第页说明:管道按每道焊口填写,容器焊缝按每张底片填写;割口后焊口标注G标记、扩探标注K标记射线检测复探报告WJ-15返修报告编号:原报告编号:共页第射线检测复探报告(附页)WJ-16返修报告编号:原报告编号:共页第页1 2钢板超声波测厚报告WJ-17报告编号:钢板超声波检测报告WJ-18报告编号:共 页 第 页说明:此表用于钢板超声波复验钢板超声波检测报告(附页)WJ-19报告编号:共页第页超声波检测报告WJ-20报告编号:共页第页超声波检测报告(附页)WJ-21报告编号:共页第页超声波检测复探报告WJ-22返修报告编号:原报告编号:共页第页超声波检测复探报告(附页)WJ-23返修报告编号:原报告编号:共页第页说明:应在返修焊口编号后加相应标志:一次返修R1, 二次返修R2磁粉检测报告WJ-24报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m 2统计磁粉检测报告(附页)WJ-25报告编号:共 页 第 页磁粉检测复探报告WJ-26返修报告编号:原报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计磁粉检测复探报告(附页)WJ-27返修报告编号:原报告编号:共页第页12渗透检测报告WJ-28报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计渗透检测报告(附页)WJ-29报告编号:共页第页渗透检测复探报告WJ-30返修报告编号:原报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计渗透检测复探报告(附页)WJ-31返修报告编号:原报告编号:共页第页12。
无损检测表格模板
无损检测报告工程名称:单位工程名称:图纸编号:建设单位:施工单位:检测单位:年月日无损检测竣工资料目录WJ-01无损检测工程量认证表WJ-02共页第页射线检测工程量认证表(附表一)WJ-03共页第页. 专业资料. 学习参考.超声波检测工程量认证表(附表二)WJ-04共页第页. 专业资料. 学习参考.. 专业资料. 学习参考.磁粉检测工程量认证表(附表三)WJ-05共页第页. 专业资料. 学习参考.渗透检测工程量认证表(附表四)WJ-06共页第页. 专业资料. 学习参考.. 专业资料. 学习参考.无损检测人员登记表WJ-07. 专业资料. 学习参考.. 专业资料. 学习参考.管道无损检测综合报告WJ-08(球罐/储罐/容器)RT/UT综合报告WJ-09(球罐/储罐/容器)MT/PT综合报告WJ-10无损检测综合报告WJ-11返修情况汇总表WJ-12说明:按检测项目汇总射线检测报告WJ-13报告编号:共页第页射线检测报告(附页)WJ-14报告编号:共页第页说明:管道按每道焊口填写,容器焊缝按每张底片填写;割口后焊口标注G标记、扩探标注K标记射线检测复探报告WJ-15返修报告编号:原报告编号:共页第射线检测复探报告(附页)WJ-16返修报告编号:原报告编号:共页第页1 2钢板超声波测厚报告WJ-17报告编号:钢板超声波检测报告WJ-18报告编号:共 页 第 页说明:此表用于钢板超声波复验钢板超声波检测报告(附页)WJ-19报告编号:共页第页超声波检测报告WJ-20报告编号:共页第页超声波检测报告(附页)WJ-21报告编号:共页第页超声波检测复探报告WJ-22返修报告编号:原报告编号:共页第页超声波检测复探报告(附页)WJ-23返修报告编号:原报告编号:共页第页说明:应在返修焊口编号后加相应标志:一次返修R1, 二次返修R2磁粉检测报告WJ-24报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m 2统计磁粉检测报告(附页)WJ-25报告编号:共 页 第 页磁粉检测复探报告WJ-26返修报告编号:原报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计磁粉检测复探报告(附页)WJ-27返修报告编号:原报告编号:共页第页12渗透检测报告WJ-28报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计渗透检测报告(附页)WJ-29报告编号:共页第页渗透检测复探报告WJ-30返修报告编号:原报告编号:共页第页说明:管道焊口按(道)为单位统计,容器焊缝按米(m)为单位统计,工卡具等按处/m2统计渗透检测复探报告(附页)WJ-31返修报告编号:原报告编号:共页第页12。
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无041# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无080# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇单元名称1#循环水站(404ACWR)一期工程60万吨/年乙二醇循项目坡口形式V 焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)坡口形式V焊接方式氩电联焊焊条型号J427焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷气孔夹渣咬边(㎜)166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0。
焊缝检查记录表

注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格精选范本13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精选范本25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B精选范本36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精选范本47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精选范本58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人精选范本编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25精选范本一期工程60万吨/年乙二醇循项目坡口形式V预热温度/ 焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精选范本管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格精选范本111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精选范本121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格精选范本132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精选范本142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)精选范本152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30精选范本焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精选范本。