PE管热熔焊接记录(标准)
PE管热熔焊接工艺标准

PE管热熔焊接工艺标准PE管热熔焊接工艺热熔焊接的准备工作包括以下步骤:将与管材规格相同的卡瓦装入机架;准备足够的支撑物,以确保待焊接管材与机架中心线处于同一高度,并且可以方便地移动;设定加热板温度为200-230℃;接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
焊接过程包括以下步骤:检查管材并清理管端;紧固管材;铣刀铣削管端;检查管端错位和间隙;加热管材并观察最小卷边高度;管材熔接并冷却至规定时间;取出管材。
在焊接过程中,操作人员应按照焊接工艺卡上的各项参数进行操作,并根据天气、环境温度等变化适当调整。
焊接工艺参数与焊接直接有关的参数为温度、时间和压力。
焊接工艺曲线图表示为焊接过程压力与时间的关系图。
在壁厚加热时,卷边吸热时间为ta2/S,允许最大增压时间为e/mm,焊缝在保压状态下的高度为h/mm,温度为ta2=10×e。
温度大切换时间为tf1/S,冷却时间为tf2/min。
实践证明,聚乙烯燃气管道的接口是最容易损坏和泄露的部位。
管道连接质量的好坏直接影响工程的成功与失败,特别是多根管道连接和阀门连接。
由于阀门连接的特殊性,焊口与地面很难保证充分接触,一直处于不均匀受力状态。
此外,阀门较重,焊接压力较高,需要更加重视。
在焊接过程中,加热板温度是非常重要的参数。
它不仅要保证管材端面迅速熔融,还要避免焊制管件因温度过高而发生降解。
同时,卷边压力Pa1的作用是对管材进行强制加热,去掉管材端面不平整的部分,使管材端面全部与加热板接触,均匀受热。
管材两边整个圆周都需要达到铭牌提供的参数高度。
卷边高度则用于衡量加热压力作用于管材截面的时间,即加压加热的程度。
吸热压力约为熔融对接压力的1/10,它的作用主要是防止管材回弹,使管材紧贴在加热板上,提高加热效果,减少加热时间。
加热阶段的时间与焊制管件的横截面积、加热板温度、环境温度有关。
一般为管材壁厚的10倍。
最后,熔融对接压力指垂直作用于两个对接面上的压力。
常用PE管焊接过程中的数据及注意事项

常用管径PE管焊接过程中一些关键数据及注意事项---MrWang常用PE管热熔焊接参数SDR11管径DN (mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)90 82 ≥11 4~6 315/s2 110 10 100 ≥14 7~11 471/s2 160 145 ≥19 11~15 996/s2 200 182 ≥23 13~16 1557/s2 250 227 ≥28 14~18 2433/s2 315 286 ≥35 15~22 3862/s2管径DN (mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)90 ~ ~ ~ ~110 63 9 4~6 305/s2 160 91 13 6~9 646/s2 200 114 15 7~11 1010/s2 250 142 19 9~13 1578/s2 315 179 23 13~18 2505/s2 1、热板表面温度:PE80为210±10℃,PE00为225±10℃。
2、S2为焊机液压缸中活塞的总有效面积(mm2),由焊机生产厂家提供。
3、P1=P拖+P2(P1:总的焊接压力;P拖:拖动压力,MPa)t1----卷边达到规定高度的时间;t2----焊接所需的吸热时间,t2=管材壁厚×10;t3-----切换所规定的时间;t4-----调整到压力P1所规定的时间;t5-----冷却时间。
注意事项:1、切削平均厚度不宜大于,一般切削总厚度。
2、错变量不应大于壁厚的10%。
3、翻边最低处不应低于管材表面。
4、翻边每隔50mm进行180度背弯试验,不应有开裂、裂缝、接缝处不得露出熔合线。
5、设备应定期校准和检定,周期不宜超过一年。
电熔焊接1、电熔连接设备应定期进行校准和检定,周期不宜超过一年。
pe管热熔焊接工艺参数

pe管热熔焊接工艺参数
PE管热熔焊接的工艺参数包括以下几个方面:
1. 温度:焊接过程中需要控制的温度包括加热板温度和熔融温度。
加热板温度应根据管材的规格和厚度确定,一般在200°C-280°C之间。
熔融温度要根据管材的类型确定,一般在220°C-240°C之间。
2. 时间:焊接时间指的是管材与加热板接触时间和加热时间的总和。
接触时间一般在5秒钟左右,加热时间根据管材的规格和厚度确定。
3. 压力:焊接时需要施加适当的压力来使管材与加热板之间充分接触,以达到良好的焊接效果。
4. 焊接速度:焊接速度需要根据管材的规格和厚度确定,一般在10mm/min-50mm/min之间。
5. 温度分布:焊接过程中需要保证管材在加热板上的温度均匀分布,避免出现局部过热或过冷的情况。
6. 焊缝质量检测:焊接完成后还需要进行焊缝质量的检测,如外观检查、气密性测试等。
需要注意的是,不同规格和类型的PE管材可能需要不同的焊接工艺参数,具体参数应根据相关标准和实际情况确定。
(完整版)PE聚乙烯管道热熔焊接作业指导书.doc

聚乙烯管道焊接作业指导书版本: 0.0共 20 页第页聚乙烯管道焊接作业指导书二零一零年八月三十日聚乙烯管道焊接作业指导书版本: 0.0共 20 页第页PE 聚乙烯管道焊接作业指导书一、 PE 管热熔全自动焊接作业指导书二、 PE 管热熔半自动焊接作业指导书三、 PE 管电熔全自动焊接作业指导书安徽全柴动力股份有限公司编号: OB-ZJ-001聚乙烯管道焊接作业指导书版本: 0.0共 20 页第页一、 PE 管热熔全自动焊接作业指导书1.1 工序流程图接口外观及准备工作→接热熔连接→管阀件安装→10%焊口翻边→下道工序施工切削检验2、 0 施工前的准备工作2、 1、施工图的准备施工是按照设计图纸来进行的。
当设计单位出有效的施工图后,施工单位应到施工现场,具体了解情况,对不能照图施工的部分要与设计单位交底,协商,确定是否能采取特殊的施工工艺或作局部设计变更。
同时,还应根据图纸进行材料、设备的采购,对施工进度安排。
2、 2 人员培训从事聚乙烯燃气管道连接的操作人员,在上岗前必须进行专门培训,经过考试和技术评定合格后方可上岗操作。
参与培训人员除了在燃气知识、聚乙烯专用料特性、电工知识、聚乙烯熔接设备、聚乙烯燃气管道施工技术等理论知识方面进行培训,并参加考核。
2、 3 施工机具的准备根据施工工艺的要求,准备相应的施工机具。
因我国对聚乙烯管道的焊接质量和熔接参数无统一标准,不同生产厂家生产的管材、管件熔接参数不同。
为达到可靠的熔接效果,在选择设备上还须认真选型,选质量好的产品,在熔接效果上,要可靠许多。
施工机具分为电熔焊机和热熔对接焊机两类。
本工程采用西安塑龙熔接设备有限公司的设备。
1、全自动热熔焊机型号pilotfuse160/A 、C两台技术参数:管材直径范围60~160mm最大对接压力43 bar可焊管材料PE — HD.PP工作温度-5℃~+ 40℃2、30Kw 柴油发电机2台3、焊缝外观检验尺2个3、 0 管材、管件的验收3、 1 检查产品有无出厂合格证,出厂检验报告。
PE管焊接记录
年 月 日
建设单位(盖章):
代表:
年 月 日
PE管电熔焊接检查记录
工程名称:编号:
焊机型号:
生产厂家:
母材材质
生产厂家
生产日期
焊工编号
管件名称
电热丝
管件内表面洁净情况
管材表面铣削
弯头管件长度
mm
观察情况
导通情况
外露情况
宽度(mm)
均匀度
洁净度
施工单位(盖章):
代表:
年 月 日
监理单位(盖章):
监理工程师:
年 月 日
建设单位(盖章):代表:年ຫໍສະໝຸດ 月 日PE管焊口翻遍检查记录
建设单位
分项工程
工程名称
施工单位
检 查 项 目
质 量 情 况
总焊口数
切除比例
切除数量
单线
图号
焊口编号
焊工
规格
检查内容
结论
单线
图号
焊口编号
焊工
规格
检查内容
结论
施工单位(盖章):
代表:
年 月 日
监理单位(盖章):
监理工程师:
年 月 日
建设单位(盖章):
代表:
年 月 日
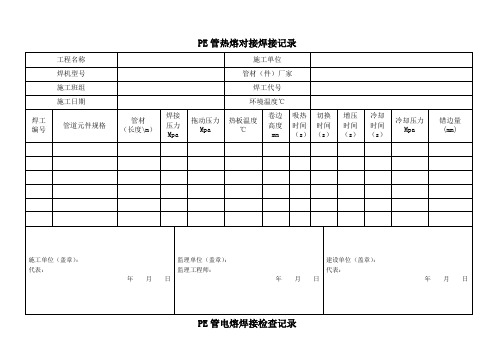
PE管热熔对接焊接记录
工程名称
施工单位
焊机型号
管材(件)厂家
施工班组
焊工代号
施工日期
环境温度℃
焊工
编号
管道元件规格
管材
(长度\m)
焊接
压力
Mpa
拖动压力Mpa
热板温度
℃
卷边高度
mm
吸热时间
(s)
切换时间
PE管热熔焊接记录(标准)
PE管热熔焊接记录(标准) PE管热熔对接焊接记录工程名称:昆燃气—表27焊机型号:SHD250/315施工班组:XXX施工日期:XXX施工单位:XXX管材(件)厂家:无焊工代号:无焊接方式:卷边吸热焊接时间:s切换时间:s增压时间:s冷却时间:XXX高度:mm环境温度:℃拖动压力:Mpa热板温度:℃焊口编号:无管道元件规格:PE管SDR17.6Ф110/160/200,PE管SDR11Ф110/160/200/250/315生产日期:无压力(批号):Mpa冷却压力Mpa(焊+拖):无错边量(mm):无注:删除明显有问题的段落,对于其他段落,只进行小幅度的改写,以保持原意。
PE管热熔对接焊接记录工程名称:昆燃气—表27焊机型号:SHD250施工班组:XXX施工日期:年月日管材(件)厂家:XXX焊工代号:焊接方式:卷边吸热时间(s):切换时间(s):增压时间(s):冷却时间(min)高度(mm):环境温度℃:拖动压力Mpa:热板温度℃:焊口编号:管道元件规格:生产日期:压力(批号)Mpa:冷却压力Mpa(焊+拖):错边量(mm)管道元件规格和焊口编号。
1.PE管SDR17.6 Ф1102.PE管SDR17.6 Ф1603.PE管SDR17.6 Ф2004.PE管SDR11 Ф1105.PE管SDR11 Ф1606.PE管SDR11 Ф2007.PE管SDR11 Ф250焊接参数:焊接时间(s):0.28、0.59、0.92、0.43、0.91、1.42、2.22 切换时间(s):无增压时间(s):13(焊+拖)、15(焊+拖)、9、15冷却时间(XXX):<0.63、<0.91、<1.14、<1.00、<1.46、<1.82、<2.27拖动压力Mpa:1.063、1.591、1.5114、1.5100、4、5、6 热板温度℃:210±10冷却压力Mpa(焊+拖):2.xxxxxxxx(焊+拖)、2.xxxxxxxx3(焊+拖)、2.xxxxxxxx28(焊+拖)SHD250焊机液压缸中活塞的总有效面积(mm2)为10.98cm2=1098 mm2施工单位:(盖章)代表:年月日监理单位:(盖章)监理工程师:年月日建设单位:(盖章)代表:年月日。
聚乙烯(PE)焊接工艺评定参数
(一)焊接前准备
1.清洁油路接头正确的连接焊机各部件。
2.测量电源电压,确认电压符合焊机要求。检查清洁加热板,涂层损坏应当更换。其表面聚乙烯的残留物只能用木质工具去除,油污油脂等必须用洁净的棉布和酒精进行处理。
按照焊接工艺正确设置吸热、冷却时间和加热板温度等参数。焊接前,加热板应当在焊接温度下适当预热,以确保加热板温度均匀。
PE焊工资格
适用范围
焊工测试项目代号
热熔焊接
dn≤250mm
HW-1
dn>250mm
HW-2
电熔焊接
规格尺寸不限
EW
二、测试内容
(一)PE焊工基本理论知识内容
1.燃气压力管道安全知识、法规及常见施工规范;
2.聚乙烯(PE)管道原材料的有关基本知识;
3.聚乙烯(PE)管材、管件的标准和技术要求;
4.焊接设备、焊接辅具、量具的种类、名称、使用、工作原理和维护;
23℃±2℃
剥离脆性破坏百分比不大于33.3%
附件4、五;附件5
三、焊接工艺评定试件数量
均为2组。当外观检验两组都不合格时,则判定该焊接工艺不合格;其它检验项目有一项不合格时,则判定该焊接工艺不合格。
附件2
聚乙烯(PE)焊接焊工测试内容、方法和要求
一、焊工资格范围
焊工资格范围见表2-1
表2-1 PE焊工资格范围
1.5
71
<4
<6
10
140
8.0
495/S2
1.5
80
<4
<6
11
160
9.1
646/S2
1.5
91
<5
<7
13
180
PE热熔焊口翻边检查记录
翻边切除检验
P1
薛景春
EW-Z-A
Dn110*6.3
BDDR-315A
电熔焊
翻边最低处深度,大于管材外径表面
外圆周的错边量V不超过管材壁厚的10%
无杂质、小孔、扭曲和损坏;180度弯曲无开裂、裂缝
合格
P2
薛景春
EW-Z-A
Dn110*6.3
BDDR-315A
电熔焊
翻边最低处深度,大于管材外径表面
3、翻边切除检验:在不损伤管材和接头的情况下,切除外部的焊接翻边,翻边应是实心圆滑的,根部较宽;翻边下侧不应有杂质、小孔、扭曲和损坏;进行180度背弯试验,不应有开裂、裂缝,接缝处不得露出熔合线。
4、连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%的翻边切除检验。
翻边对称性检验
PE管焊口翻边对称性检查记录
工程名称:高唐伟华燃气管道编号:共页第页
对应单线图焊口编号
焊工姓名或代号
管材型号及规格
焊接机型及方式
检验项目
检查结果
时间
附:质量检验合格标准
1、翻边对称性检验:接头应具有沿管材整个圆周平滑对称的翻边,翻边最低处深度A不应低于管材表面
2、接头对正性检验:焊缝两侧紧邻翻边的外圆周的任何一处错边量V不应超过管材壁厚的10%
无杂质、小孔、扭曲和损坏;180度弯曲无开裂、裂缝
合格
P6
薛景春
EW-Z-A
Dn110*6.3
BDDR-315A
电熔焊
翻边最低处深度,大于管材外径表面
外圆周的错边量V不超过管材壁厚的10%
无杂质、小孔、扭曲和损坏;180度弯曲无开裂、裂缝
合格
PE给水管热熔承插焊连接
PE给水管热熔承插焊连接(一)管材概述PE给水管作为一种新型管材,具有耐腐蚀、无毒性、内壁光滑阻力小、抗老化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安装劳动强度低、施工费用少、抗震性能强、材质柔韧性好等特点。
(二)材料的进场和检验为保证工程质量,我方在材料进场前填报进场申报表,报监理验收,监理根据规范(GB50242)对进场材料的品种、规格、外观等进行验收,包装应完好,表面无划痕及外力冲击破损,整根管的外观应光滑,无色泽不均现象,检查管道的壁厚和圆度。
查验生产厂商出具的产品合格证、质量验收报告及政府主管部门颁发的使用许可证等质量证明文件,符合要求后予以签认。
材料进场后,我方按规定的批量及频率对进场的材料和配件进行见证抽样、送检,检验合格后方可施工。
(三)施工顺序:管道安装→试压→浇筑砼1、管道安装(1)、PE管采用热熔连接,因该方法成本低、管道接口质量好、不需管件等优点。
热熔连接的主要步骤有:①、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm 的切削余量。
②、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
③、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
④、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。
否则,将影响对接质量。
⑤、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
⑥、切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
⑦、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
⑧、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
⑨、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
(2)、热熔连接质量控制要点热熔连接因技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。
聚乙烯(PE)焊接实用工艺评定全参数
适用范围
焊工考试项目代号
热熔焊接
dn≤250mm
HW-1
dn>250mm
HW-2
电熔焊接
规格尺寸不限
EW
二、考试内容
(一)PE焊工基本理论知识内容
1.燃气压力管道安全知识、法规及常见施工规范;
2.聚乙烯(PE)管道原材料的有关基本知识;
3.聚乙烯(PE)管材、管件的标准和技术要求;
4.焊接设备、焊接辅具、量具的种类、名称、使用、工作原理和维护;
图2-1 考试试件的形式
图2-2 考试试件的组合件形式示意图
三、焊工考试成绩评定
(一)PE焊工基本知识考试满分为100分,60分为合格。
(二)PE焊工焊接操作技能考试需要通过焊接操作过程和检验试件进行综合评定。各考试项目的试件按本条规定的检验项目进行检验,各项检验合格时该考试项目为合格。
试件的检验项目及要求见表2-3,每个试件先进行焊接过程的考核和外观检查,检查合格后再进行其它项目的检验。考试试件应当在焊工考委会保存6个月。
(5)环应力:
①PE 804.5Mpa;
②PE 1005.4 Mpa;
(6)试验温度80℃
焊接处无破坏,无渗漏
GB/T6111-2003
(三)电熔鞍形焊接工艺评定试验及要求见表1-5。
表1-5电熔鞍形焊接工艺评定试验及要求
序号
试验项目
试验参数
试验要求
试验方法
1
外观
-
附件4,五
附件4,五
2
撕裂剥离试验
附件4,四
3
dn<90挤压剥离试验
23℃±2℃
剥离脆性破坏百分比不大于33.3%
GB 15558.2中规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
210±10
1.0
63
4
5
9
(焊+拖)
<0.63
2
PE管SDR17.6Ф160
0.59
210±10
1.5
91
5
6
13
(焊+拖)
<0.91
3
PE管SDR17.6Ф200
0.92
210±10
1.5
114
6
7
15
(焊+拖)
<1.14
4
PE管SDR11Ф110
0.43
210±10
1.5
100
5
6
15
PE管热熔对接焊接记录
昆燃气—表27
工程名称
施工单位
江苏天力建设有限公司
焊机型号
SHD250/315
管材(件)厂家
上海亚大
施工班组
焊工代号
施工日期
环境温度℃
焊口编号
管道元件规格
生产日期(批号)
焊接压力Mpa
拖动压力Mpa
热板温度℃
卷边高度mm
吸热时间(s)
切换时间(s)
增压时间(s)
冷却时间min
冷却压力Mpa
(焊+拖)
错边量(mm)
SHD250焊机液压缸中活塞的总有效面积(mm2).SHD250为10.98cm2=1098 mm2
1
PE管SDR17.6Ф110
0.28
210±10
1.0
63
4
5
9
(焊+拖)
<0.63
2
PE管SDR17.6Ф160
0.59
210±10
1.5
91
5
6
13
(焊+拖)
<0.91
3
<0.91
2
PE管SDR17.6Ф200
0.51
210±10
1.5
114
6
7
15
(焊+拖)
<1.14
3
PE管SDR11Ф160
0.50
210±10
2.0
146
7
8
19
(焊+拖)
<1.46
4
PE管SDR11Ф200
0.78
210±10
2.0
182
8
10
23
(焊+拖)
<1.82
5
PE管SDR11Ф250
1.22
210±10
2.5
227
10
13
28
(焊+拖)<2276PE管SDR11Ф315
1.93
210±10
3.0
286
12
15
35
(焊+拖)
<2.86
施工单位:(盖章)
代表:
年 月 日
监理单位:(盖章)
监理工程师:
年 月 日
建设单位:(盖章)
代表:
年 月 日
PE管热熔对接焊接记录
昆燃气—表27
工程名称
2.0
182
8
10
23
(焊+拖)
<1.82
7
PE管SDR11Ф250
2.22
210±10
2.5
227
10
13
28
(焊+拖)
<2.27
SHD315焊机液压缸中活塞的总有效面积(mm2).SHD315为20cm2=2000mm2
1
PE管SDR17.6Ф160
0.32
210±10
1.5
91
5
6
13
(焊+拖)
PE管SDR17.6Ф200
0.92
210±10
1.5
114
6
7
15
(焊+拖)
<1.14
4
PE管SDR11Ф110
0.43
210±10
1.5
100
5
6
15
(焊+拖)
<1.00
5
PE管SDR11Ф160
0.91
210±10
2.0
146
7
8
19
(焊+拖)
<1.46
6
PE管SDR11Ф200
1.42
210±10
施工单位:(盖章)
代表:
年 月 日
监理单位:(盖章)
监理工程师:
年 月 日
建设单位:(盖章)
代表:
年 月 日
施工单位
江苏天力建设有限公司
焊机型号
SHD250
管材(件)厂家
上海亚大
施工班组
焊工代号
施工日期
环境温度℃
焊口编号
管道元件规格
生产日期(批号)
焊接压力Mpa
拖动压力Mpa
热板温度℃
卷边高度mm
吸热时间(s)
切换时间(s)
增压时间(s)
冷却时间min
冷却压力Mpa
(焊+拖)
错边量(mm)
1
PE管SDR17.6Ф110
(焊+拖)
<1.00
5
PE管SDR11Ф160
0.91
210±10
2.0
146
7
8
19
(焊+拖)
<1.46
6
PE管SDR11Ф200
1.42
210±10
2.0
182
8
10
23
(焊+拖)
<1.82
7
PE管SDR11Ф250
2.22
210±10
2.5
227
10
13
28
(焊+拖)
<2.27
SHD250焊机液压缸中活塞的总有效面积(mm2).SHD250为10.98cm2=1098 mm2