PLC在除尘控制系统中的研究与应用
基于PLC的电除尘器控制系统研究
成 环境 的影 响, 电除尘器 运 行流 程 图如 图 1 示 。电除 尘ቤተ መጻሕፍቲ ባይዱ 主要 是 所
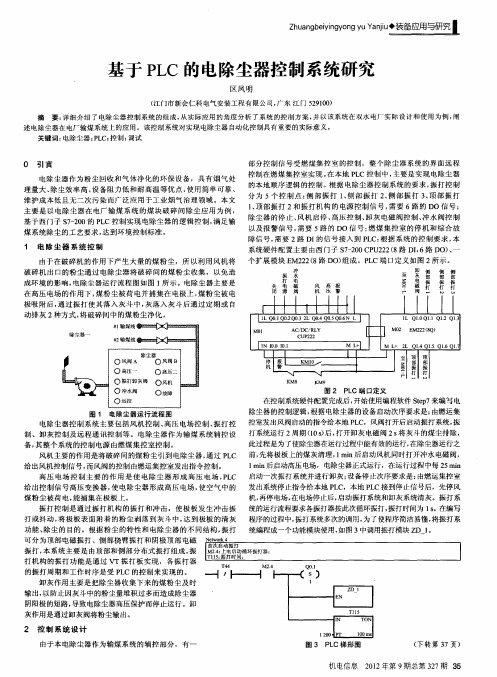
电除 尘器 作 为粉 尘 回收 和气 体 净化 的 环保 设 备 ,具 有 烟气 处
在 高 压 电场 的作 用 下 , 粉 尘被 荷 电并捕 集在 电极上 , 粉 尘被 电 煤 煤 极 吸 附后 , 过 振打 使其 落 入灰 斗 中 , 通 灰落 入 灰 斗后 通过 定 期或 自 动排 灰 2 方 式 , 破碎 问 中 的煤粉 尘净 化 。 种 将
高 压 电场 控 制 主 要 的作 用 是 使 电除 尘 器 形 成 高 压 电场 , L 启动 一次振 打系统 并进行 卸灰 ; PC 设备 停止次序 要求 是 : 由燃 运集 控室
给 出控 制信 号 高压 变 换器 , 电除尘 器 形成 高 压 电场 , 空气 中 的 使 使 煤粉 尘 被荷 电, 能捕 集在 极板 上 。 振打 控 制是 通过 振 打机 构 的 振打 和冲 击 ,使 极 板 发生 冲 击 振 打或 抖 动 , 极 板 表面 附 着 的粉 尘剥 落 到灰 斗 中 , 将 达到 极 板 的清 灰 功能、 除尘 的 目的 。根 据 粉尘 的特 性 和 电除尘 器 的不 同 结构 , 打 振 可分 为 顶部 电磁 振打 、侧 部挠 臂振 打 和 阴极顶 部 电磁 盥
备 , 整 个系 统 的控制 电源 由燃 煤 集控 室控 制 。 其
此过程侧 部振 打 是为 了使除尘器在运 行过程 中能有 效的运行 , 除尘器运 行之 在
先将 部 振 打 1 i 风机 主要 的作用 是将 破碎 间 的煤粉 尘引 到 电除尘 器 , 通过 P C L 前 , 侧极板 上的煤 灰清 理 , mn后启动 风机 同时打 开冲水 电磁 阀, 1 i 后启 动高压 电场 ,电除尘器正 式运行 ,在 运行过程 中每 2 n n a r 5 mi 给 出风 机控 制信号 , 而风 阀的控制 由燃运 集控 室发 出指令 控制 。
PLC在转炉烟气干法除尘控制系统中的应用

Vo . 3. 13 No. 6 De e e 2 O c mb r,O 7
P C在转 炉烟气 干法 除尘控制系统 中的应用 L
邹 军 , 晶娜 , 张 李 燕
( 内蒙古 包钢 钢联股份 有 限公 司薄板坯连 铸连轧 厂 , 内蒙古 包头 04 1) 100
摘
要 : 章介 绍 了西 门 子 s—4 oP 在 转 炉 烟 气 干 法除 尘控 制 系 统. 文 7 o I G 中的具 体 应 用 , P 系统 的 硬 件 构 成 、 对 I G 网
An tbr f e pan te PL sse i a d r o fg r t n, n t r o ia o n ot a e s lt n wih sv rlk y d i il x lie h C y tm n h rwa e c n u ai ey d i o ewok c mbn t n a d s f r ui t e ea e i w o o tc nq e c nrlp it. Ac od n o te a v c d tc n q e o a r u tte t n y tm rm v re d b s d o e e h iu o to ons c ri gt d a e e h i fg s d y d s ame tsse f h n u r o o es a a a e n t s n h
变化, 轴流风 机设 变频 调 速 , 现流 量 调节 , 根据 实 并 气体分 析仪检测 的 C O浓度 来 控制 切换 艺 控 制 点 的 软 件 解决 方 案 进 行 了简 单 的说 明 。采 用 国 外先 进 的 除 尘 工 艺 , 合 本 厂 的 生 产 特 结 点 , 套控 制系 统 完 成 了 对工 艺 线 设 备 的 过 程 检 测 、 视 、 节 和 控 制 , 到 了 良好 的烟 气 净 化效 果 。 这 监 调 达
西门子S7—200PLC在除尘设备改造中的应用
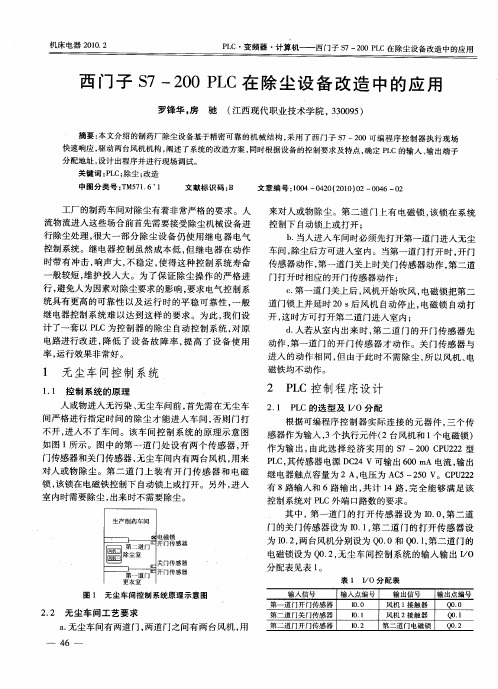
表 1 I0分 配 表 /
输入信号 输入点编号 输出信号 输出点编号 第一道 门开门传感器 l. 0O 风机 1 接触器 Q . O0 第二道 门关 门传感器 第二道门开门传感器 1. 01 m. 2 风机 2接触器 第二道 门电磁锁 Q . o1 Q . o2
继 电器触 点容量为 2A, 电压 为 A 5~ 5 C 2 0V。C U 2 P 22 有 8路输入 和 6路 输 出 , 计 1 共 4路 , 完全 能够 满足 该
门传感器和关 门传感 器 , 无尘车 间内有 两台风机 , 来 用
对人或物 除尘 。第 二道 门上 装 有 开 门传 感器 和 电磁 锁, 该锁在 电磁铁控 制下 自动锁上或 打开。另外 , 入 进 室 内时需要除尘 , 出来 时不需要除尘 。
般较短 , 维护投 入 大。为 了保证 除尘 操作 的严 格进
பைடு நூலகம்
行, 避免人 为因素对除尘要求 的影 响 , 求 电气控 制系 要 统具有更 高的可靠性 以及 运行 时 的平稳 可靠 性 , 般 一 继 电器控制 系统难 以达到这 样 的要求 。为此 , 我们 设 计 了一套 以 P C为 控制器 的除尘 自动 控制 系统 , 原 L 对
2 P C控 制 程序 设 计 L
2 1 P C的选 型及 IO分 配 . L /
根据可编程序 控制器 实 际连 接 的元 器件 , 个传 三 感器作 为输入 , 3个执 行元 件 ( 2台风机 和 1 电磁锁 ) 个 作 为输 出, 由此选 择 经 济实 用 的 S 2 0 C U 2 7— 0 P 2 2型 P C, L 其传感 器 电源 D 2 C 4V可输 出 60m 电流 , 出 0 A 输
b 当人进 入车间时必须先 打开第一道 门进入无 尘 . 车间 , 除尘后方可进 入室 内。当第一道 门打开时 , 门 开
PLC在除尘控制系统中的研究与应用
PLC在除尘控制系统中的研究与应用摘要:为了预防工业烟尘对环境产生的破坏性影响,维护人类赖以生存的环境,采取必要的除尘措施势在必行。
本文针对目前除尘控制系统中存在的一系列问题,提出在除尘控制系统中应用plc 与wincc组态软件结合的方法,从软件设计和硬件配置两方面进行plc在除尘控制系统中的研究和应用。
关键词:除尘;plc自动控制;pid控制器;wincc组态控制中图分类号:tm571.61 文献标识码:a 文章编号:1674-7712 (2013) 04-0083-01随着经济的进步,工业和制造业飞速的发展,人们经济生活水平提高,生活条件越来越便利。
工业发展带来积极影响的同时,也给人类赖以生存的环境带来了污染和破坏。
保护大气环境,控制废气和粉尘的污染成为环境保护方面的重要问题。
为了防止烟尘带来的污染日趋严重,必须采取科学有效的除尘控制措施,净化空气,保护环境。
在除尘控制方面,国内外专家和研究机构通过多年的研究开发,取得了一定的成绩。
d但在实际应用中,原有的除尘控制系统显示出运行不稳定,运行效率低等一系列的弊端,除尘效果不够理想,很多除尘系统无法将性能充分的发挥。
如何设计和开发一套科学有效的除尘控制系统是目前环境控制部门亟待解决的首要问题。
一、除尘器控制系统的工作原理除尘器的控制系统组成包括风机、温度传感器、电动蝶阀、除尘器、粉尘输送装置、输送管道以及各个阀门等,具体工作流程原理见图1所示:参照图1所示,主风机对烟尘进行吸引作用,使烟尘的温度降低后被吸入到除尘器布袋中过滤掉其中的粉尘,经过净化作用后的气体经烟囱向大气中排放。
除尘器中的粉尘逐渐积累,压差也随之增加,达到一定的值后进行清灰的处理,然后将灰尘进行卸除,每隔一段时间由车将其运走处理。
二、除尘控制系统的总体设计(一)除尘控制系统的控制要求。
除尘控制系统要求存在自动与手动两种工作模式。
在自动模式工作中,对系统运行的控制是通过智能程序计算来实现的。
脉冲袋式除尘器的PLC自动控制与应用

脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种常用的除尘设备,广泛应用于煤矿、冶金、化工等工业领域。
它通过脉冲喷吹技术,将粉尘从气体中分离出来,从而保护环境、改善生产条件。
而在脉冲袋式除尘器的控制方面,PLC自动控制技术的应用更是成为了现代化除尘设备的重要组成部分。
一、PLC自动控制原理PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用于工业现场自动化控制的专用数字计算机,它可以根据预先设定的程序自动执行各种工业控制操作。
PLC系统由中央处理器、输入/输出模块和编程软件组成,能够完成逻辑运算、定时、计数等控制功能,同时具有可靠性高、稳定性好的特点。
在脉冲袋式除尘器的控制中,PLC系统可以实现对清灰装置、风机、排放阀等设备的自动控制。
通过编制好的程序,PLC可以根据除尘器的工作状态和环境要求,自动调整脉冲喷吹周期、喷吹时长和频率,从而最大限度地提高除尘效率并减少能耗。
这种自动控制方式不仅能够降低人工干预成本,还能够提高工作效率,减少环境污染。
1. 稳定性好:PLC系统具有高稳定性和强大的抗干扰能力,能够确保控制系统的稳定运行,减少设备故障率。
2. 灵活性强:PLC系统可以根据需要随时修改控制程序,满足不同工况下的控制要求,提高设备适应性。
3. 自动化程度高:PLC系统能够实现设备的全自动控制,减少人工干预,提高生产效率。
4. 信息化管理:PLC系统可以实现数据采集和远程监控,为设备管理提供更多的信息支持。
5. 节能环保:PLC系统可以根据实际工作状态对设备进行智能调整,最大程度地降低能耗,减少环境污染。
1. 脉冲喷吹控制:通过PLC系统,可以根据除尘器的工作状态和粉尘浓度实时调整脉冲喷吹参数,实现自动清灰,提高除尘效率。
2. 风机控制:PLC系统可以实现对风机的启停控制和转速调节,根据系统负荷实现智能调节,降低能耗。
3. 排放阀控制:通过PLC系统,可以实现对排放阀的开关控制和排放时间的调节,确保除尘效果和排放达标。
S7-300 PLC在电袋除尘器控制系统中的应用

电袋复 合式 除尘 器 由前级 电除尘 区与后 级布
袋 除尘 区组 成 ,其 除尘 工艺过 程充 分利 用 了 电除
尘 器及 布袋 除 尘器 的优 点 ,可 满足 目前 国家 高标
压 降低 ,电晕输 出功 率变 小,除尘 效率 下降 ; 阳极
板严 重积 灰 容 易形成 反 电晕,使 已经 被 收集在 阳 极板 上 的粉 尘再 次进 入 气流 。因此 ,选择 合 理 的
上位机与 S .0 L 实时通信, 73 0P C 达到上位机对整个 电袋 复合 式除尘器系统运行情况的实时监控 ,实现透 明工厂 、管控一
体 化 目的 。
关键词:电袋复合式除尘器 ;控制系统 ;P C 监控软件 ;Wic L ne 中图分类号 :X 0 . P 7 文献标识码:A 文章编号 :6 24 0 (0 20 .9.4 7 1 T 2 3 2 17 .8 1 1)20 40 2
体。 随着 纤 维 体 上粉 尘 嵌 入 到 纤 维体 内并 在 滤 袋
表 面 形 成 一 灰层 , 这 时 烟 气 流 中 的粉 尘 主 要 是 而
靠灰 尘层 来完 成截 留 。所 以, 袋 除尘器 刚开始 使 布 用 时 除尘 效 率低 , 尘器 阻力 小, 除 当布袋 除尘 器使
作 者简 介 :钟 育  ̄(9 5 ) 17 - ,男 ,助理 工程师 ,长 期从 事大 气污染 治理 设备研 究设 计与 现场 工作 。
合式 除尘 器 阻力检 测 的压差 变送 器 ,采集 后 的信 号经 过P C 拟 量转 换模 块 给 予转 换 显示 ,并 参 L模 与控 制与报 警 。
2 L P C系统硬件配置及硬件组 态
本 文 以某 3 0 0MW 机 组 电袋 复 合 式 除 尘器 项 目为 例 ,该系 统主 要控 制脉 冲喷 吹 、提升 阀、旁 路 阀、压 力压差 信 号检测 、进 口温 度 检测 ,本 项
PLC在7.63m焦炉出焦除尘控制系统中的应用

( 目标嵌入与连接1 标准 , 支持多种标 准图形格式。 ( ) S ix 3 R Ln 通讯 软件 R Hn 是完整 的 3 S x 2位通讯卡 , 可与 R L g 50 , S i ̄ 2兼 容 ,能够监控计算机设 定多个独立 S oi 0 0 R Ve, x 3 的参数 , 提供 现场数据 到 D E动态数据 交换) D( 客户应 用. 场 现 数 据 源的采集 有三 种方式 :S i R Ve w变量表达 式 、L P C内存数
煤矿 现 代化
20 年第6 08 期
总第8期 7
P C在 7 3 焦炉出焦除尘控制系统中的应用 L .m 6
兖 矿 国 际 焦 化 有 限 公 司 山 东华 聚 能 源 股份 有 限公 司 李桂强 石桂萍 王 洪涤 染物严重污染空气。焦炉 出焦除尘是焦化厂生产必备的环保设 施, 直接影响到炼焦工艺的生产和焦 化厂存亡的关键环节。但是 由于除尘系统具有爆炸 的危险, 这就要求 岗 位 无人值 守, 使用高度 自动控制 P C控制系统实现除尘系统的 自动运行。 L 关键词 P C控制系统 焦化 生产 除尘地面站 L
l 系统构成
山东兖矿 国际焦化有 限公 司是亚 洲第 一座 76 m焦 炉其 . 3 环保除尘是公司生产的一个重要环节。拦焦车运行在焦 炉焦
程控制 器做为下 位机 。
3 控 制功 能 的实现
冒
() 1远程监控对生产过程相关 静态或动态数 据 , 由主控 室
侧的拦 焦车轨道上 ,其作用是开闭焦侧炉 门和推焦 时用 导焦 栅将焦炭导入熄焦车内 ,并将推焦过程 中产生 的烟尘 收集导 入固定的管道。拦焦 车除尘装置包括集尘罩及烟气外引机构 。 烟气外引机构有两个接 口阀与固定管道相连并设有 两个 引风 机增加 系统 吸力 。集尘罩横跨在熄焦车轨道上方 , 采用耐热不 锈钢制作 , 长度约为熄焦 车箱长度的 2 , / 往熄焦塔方 向偏置。 3 利用设置在拦焦机上的大型吸气罩收集推焦 时产生的大 量阵发性烟尘 , 过接 口翻板 阀及两 台引凤机 , 烟尘进 入集 通 使 尘干管 , 蓄热式冷却器冷却并粗分离 , 送入 再经脉 冲袋式 除尘 器 、 风机 后排人 大气 。 离心 。推焦车和拦焦车把 收集 的烟尘通 过 出焦 除尘地 面站 , 除尘 地面站将烟气进行 熄火 、 分离 、 脉冲 袋式除尘器净化后 由排风机经烟 囱排至大气 ,除尘 器收集的 粉尘经刮板 输送机运 至粉料仓 临时储存 , 定期外运 。
Quantum PLC在电除尘器卸灰控制系统中的应用

2 控 制 系统 硬 件 组成
为完成上述控 制要求 ,采用 施耐 德公 司的 Q a— un tm系列 P C进行控制 。系统输入信号包括现场机旁/ u L 集 中操作 选择 开 关信 号 ,刮板 机 、斗式 提 升 机 的 电 源、工作状态、保护信号 ,双层 气动 阀限位信号 ,灰 斗低料位检测信 号等,共 计 24个开关 量输入信 号。 3 输 出信号包括 刮板 机 、斗式提升机 的启 动信号 ,双层 气动 阀驱动信号等 ,共计 7 4个开关量输出信号。灰仓 料位高度的模拟量输入信号 1 。 个 P C系统配置 中包括 1 L 个本地 的 1 槽机 架 ,1 6 个
每 台 电除 尘 器 有 4个 电 场 ,每 个 电 场 下 面 配 备 4 个 “ 形 ” 斗 ,总共 有 4 × 2 2个 灰 斗 ,分 别 锥 灰 ×4 =3
F= ==F= \八 =f 7。 刁= 。 八= / =f: 。 。 : 7八 l 1 2 1 三崮z目z - t . 3 b z , z
到斗 式 提升 机 ,斗 式 提 升 机 将 灰 尘 输 送 到灰 仓 ,整 个
完 毕 ,停 止 卜4 24 和 ~ 双层 气 动 阀 ,延 时停 止 1 #、2 # 分 刮板 ; 自动 启 动 3 #、4 #分 刮 板 ,3 #、4 #分 刮 板
启动后 ,31 41 — 和 — 双层气动阀工作 ;按 照同样 的方式 进行卸灰 ,直到 74 84双层气动阀卸灰完毕 ,延时 —和 — 停止 7 #、 8 #分 刮 板 , 最 后 停 止 主 刮 板 和 斗 式 提 升
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
和寿命。进入除尘器的烟气温度过高会烧毁滤袋或使滤袋寿命 缩短;烟气温度过低又会产生结露现象引起粉尘在滤袋上板
结,导致清灰困难,除尘器阻力不断上升甚至形成恶性循环,
系统瘫痪。另外,烟气温度太低时,风机负荷加大,会出现风
机电机超载。因此须对温度控制。本系统利用调节电动蝶阀的
开度调节混风量,通过对风量的控制实现温度的调节。温度控
中华测控网
万方数据 chiname.net.cn
定。整个设计思想如下文所述。
1除尘控制系统的设计
1.1工艺流程描述 除尘系统的工艺流程是:一个较大功率的风机工作于吸尘
管道的一端,该管道和布袋除尘器是相连的,在另一端除尘气 体被吸入管道中,在除尘器中被除尘布袋过滤,粉尘等微小颗 粒不能透过布袋而被吸附到除尘过滤介质上。除尘装置中的通 风能力被减弱,管道中的压力将会减少,同时电磁阀按照一定 的周期开启,发生振动,使布袋上的粉尘落到下面。这样设备 的通风能力又得到恢复,烟气在管道的入口继续被吸到管道 中。净化后的气体从烟囱排入大气。除尘器随着粉尘的积累, 压差逐渐增大,当压差增至设定值时,除尘仓逐仓进行清灰, 然后逐仓进行卸灰,定期用车运走。 1.2控制系统要求
.、
(1)
』i=百
1
式(1)中U(志)为采样时刻^的输出值;e(女)为采样
时刻是的偏差值;e(女一1)为采样时刻(^一1)时的偏差
值。控制器的比例、积分、微分常数的选择应根据被控对象的
模型和要求的最优目标函数决定,控制参数对控制性能是至关 重要的。由于除尘系统是一个变化较复杂的激振系统,没有现
成的数学模型可以参考。本控制系统采取的方法是:通过计算
组态软件建立友好的实时操作界面与下位机进行通信。系统构 成与配置如图1所示:
广◇豳
厂—N≮7
图1 除尘控制系统构成与配置图
下位机选用西门子公司的s7—200系列PLd21作为控制系统 核心。实现风量控制、清灰控制、卸灰控制。这种PLC将模块式 和一体式PLC的优点结合起来,即CPU本身自带一定数量的数 字I/0,可独自完成开关量控制。同时又具有扩展能力,能和数 字量I/o模块、模拟量I/o模块以及通讯模块组合在一起形成复 杂系统。该系列PLC具有结构紧凑、价格低廉、性能优异、程序 容量较大、运行速度快、编程灵活、通信功能强大等优点,特别 适用于中小型控制系统。在本工程中选用的CPU型号为CPU226, 是研一200系列中性能最高的CPU。其自带有24点数字量输入和 16点数字量输出,并可扩展至128个数字量输入和128个数字量 输出,以及32个模拟量输入和输出。CPU226还有两个通信接口, 物理特性为RS485,既可作为编程口实现程序的编制和调试,又 可在运行时作为串行口与其他设备进行通信。
清灰控制可根据需要实现手动/自动控制,压差/强制控 制。清灰程序框图见图2,PLC首先判断系统的控制方式即判 断系统选择强制方式还是差压方式,若选择强制方式,则根据 强制清灰信号判断是否清灰,若系统选择压差控制,仅当除尘
万方数据
◇
昌
图2清灰程序框图
器的差压达到设定值时,清灰信号才有效。如果清灰选择自动
O 引言
随着高炉强化冶炼和大型化,如果不采取行之有效的烟气 捕集及净化措施,那么,所带来的环境污染将会日趋严重。据 统计每冶炼1 t铁水出铁场可产生烟尘2.5 kg,一氧化碳2 kg。出铁厂出铁时,操作区含尘9~81 mg/m2,一氧化碳60 ~213 rag/m2,二氧化硫98~185 mg/m2,辐射强度高,车间 环境温度达40~60℃[1]。因此,出铁厂烟尘若不治理,会严 重污染环境,造成劳动卫生条件恶劣,威胁人体健康。
2 PLC控制系统的实现
系统的工作过程如下:下位机将从传感器采集到的信号经 过适当的处理,通过PPI方式与上位机进行信息交换,上位机 根据相应的算法调整参数,把信息反馈到下位机控制处理器, 从而完成控制任务,上位机可以对整个网络进行监控,进行总 体的数据分析等。
本文仅讨论清灰控制、温度控制、上位机设计、上下位机 的通信。 2.1清灰控制
机仿真寻优,先求出最佳的参数范围,然后在实际运行中通过
现场调节来达到最佳参数的选取。
。
计算机仿真寻优是通过给定一个激励电流的阶跃信号,进
EMZ31有4路模拟量输入,将来自现场电流变送器的4~ 20 mA的标准电流信号进行A/D转换,将转换的结果送给 CPU处理。EM223有16路输入和16路输出,用来增加开关 量的控制单元。
上位机选用工控机,应用西门子公司开发的工控组态软件 WinCC,实现参数设定、远程控制、数据存储、实时数据动态 显示、打印和报警功能。工控组态软件WinCC是一个集成的 人机界面(HMI)系统和监控管理系统,提供各种PLC的驱 动软件,使PLC与上位机的联接变得非常方便,如果将 WinCC与STEP7合用,更是大幅度降低工程时间,因为在 STEP7中定义的变量可以在WinCC中直接使用。另外, WinCC中的C语言脚本(Script)及提供的与数据库之间的接 口更能增加其应用功能,能满足用户的复杂要求。
制策略为当吸风口温度大于200 0C时立即将电动蝶阀全部打
开;根据进口温度值调节混风阀开度,若温度偏高且有上升趋
势则阀门开大;若温度偏低且有下降趋势则适当关小阀门。采
用PID控制算法of5]。PID控翩器的控制量算法以下面的差分
方程给出:
Ee(忌)+祟∑BT+L丛鱼L二拿型] “(^)一Kp
.±
…
,.
. · 474.· 文章编号:1671—4598(2006)04—0474—03
计Co算mp机ute测r量M与eas控ure制m‘en2t。登& ‘三C04n“tro’l
中图分类号:TP273
文献标识码:Bபைடு நூலகம்
I霉图嘲
l懒■:簿黔I;f碍科p辅。II
PLC在除尘控制系统中的研究与应用
王树东,曹爱红,潘峥嵘
根据如上所述的工艺原理,除尘器在控制系统的作用下, 工作于手动和自动两种模式下,在手动方式下,电磁阀的动作 时间和时机是由有经验的工人来完成的,在自动模式下,通过 程序的智能算法来控制系统的运行。
除尘控制系统可实现如下功能:对温度信号、压差信号实现高 精度智能检测;实现温度控制、清灰控制、卸灰控制;具有手动/ 自动控制功能;对所有控制和检测的模拟量具有历史数据存储、实 时数据动态显示、打印和报警功能;对所有的控制均能在上位机实 现参数设定和远程控制;工艺流程能在计算机屏幕上动态显示。 1.3控制系统构成与配置
关键词:除尘;PLC自动控制;PID控制器;WINCC组态控制
Research and Application of PLC in Dust—removing System
Wang Shudong,Cao Aihong,Pan Zhengrong
(Department of Electrical and Information Engineering, Lanzhou University of Science&Technology,Lanzhou 730050,China) Abstract:For the ubiquitous shortcomings of high cost,low efficiency and unstable running of the dust—removing system at present, the paper puts forward an idea of realizing the parameter automatic adjustment using the self~adaptive PID method.For conveniently analy— zing,operating decision--making,and fault diagnosis,avoiding the fatigue of operators,and realizing the control pattern of the driving cab— in,it combines the PLC equipment with the powerfully functional WINCC configuration software,and successfully applies the computer tech— nology and the modern control technology into the dust remover.Practice shows that the control system of the dust—removing has resolved the present problems,and therefore possesses better prospect in engineering applications. Key words:dust—removing;PI。C automatic control;PID controller;WINCC configuration control
(兰州理212大学电信工程学院,甘肃兰州 730050)
摘要:针对目前除尘系统中普遍存在的成本高、效率低、运行不稳定等问题进行了详细的研究分析,提出了一套基于自适应PID方 法实现参数自整定的方法;为了便于工艺流程和设备状态的分析、操作决策、故障诊断、避免操作管理人员的疲劳、实现驾驶舱式的控 制管理,采用了将具有高可靠性和稳定性的PLC与功能强大的组态软件WINCC相结合的方法,把计算机技术和现代控制技术应用于除 尘器;实际应用表明这套系统克服了现有除尘控制系统的弊端,从而具有较好的工程应用前景。
在对除尘系统的工作原理和现场情况的分析基础之上,本 文对除尘控制系统进行了较为详细的论述,其中的每一个重要 设计都是基于除尘系统来考虑的,在设计中尽量保证可靠和稳
收稿日期:2005—09—05;修回日期:2005—10—09。 基金项目:甘肃省自然科学基金项目(ZS021一A25—018一G)。 作者简介:王树东(1965一)男.山东青岛人,副教授,主要从事计算 机自动控制技术、智能检测技术的教学与应用研究工作。