甩脂机生产线控制板全检报表==电控厂提供
变频器出厂检验报告及记录

编号TASY-03-01
产品名称
直流架线式变频调速器
检验依据
标准Q/TASY006-2009
生产日期
年月日
产品编号
检验项目
技术要求
检验结果
单项判定
主要技术指标
输入电压:550 +20---20%
输出电压:AC380V
输出电流:AC120A
输出频率:Fmin=0.1HzFo=50Hz
耐电压
输入端与外壳之间
输出端与外壳之间
控制回路与外壳之间
检验结论:
合格()不合格()
返工项目再记录:
检验员:校核:日期:
变频器出厂检验报告
编号:TASY-03
序号:
产品名称
直流架线式变频调速器
型号规格
BPTS-60/550Z
生产单位
泰安市三义机械科技有限公司
生产日期
生产数量
检验数量
检验项目
标准要求
检验结果
检验结论:
合格()不合格()
返工品再检验记录:
检验员:日期:
不合格品处置:
返工()返修()降级()报废()
批准:日期:
合格否
外观检查
Q/TASY006-2009 4.3
主要技术指标
Q/TASY006-2009 4.4
功能检查
Q/TASY006-2009 4.5
性能检查
Q/TASY006-2009 4.6
温升检查
Q/TASY006-2009 4.7
绝缘电阻检查
Q/TASY006-20094.8.1
工频耐压检查
Q/TASY006-20094.8.2
Fmax=100Hz
AS131-PL 操作手册

1.02.03.04.05.0目录概述 (1)1.1 技术指标 (1)1.2 主要功能 (1)1.3 外形尺寸 (2)1.4 型号命名规则 (2)安装 (3)2.1 开箱检查 (3)2.2 电气连接 (3)2.2.1 打开仪表 (3)2.2.2 传感器(Load Cell)连接 (3)2.2.3 串行口(Com1)连接 (4)2.2.4 电源连接 (4)2.3 仪表铅封 (4)2.4 电池选件 (4)2.4.1 电池安装 (4)2.4.2 电池充电 (6)2.4.3 电池使用 (6)操作 (7)3.1 操作面板 (7)3.2 基本功能操作 (7)3.2.1 开/关机 (7)3.2.2 清零 (7)3.2.3 去皮 (8)3.2.4 清皮 (8)3.2.5 打印 (8)3.3 扩展功能操作 (8)3.3.1 X10 功能 (8)3.3.2 单位转换 (8)3.3.3 Over/Under 功能 (8)3.3.4 计数功能 (10)参数设置 (12)4.1 进入参数设置 (12)4.2 参数设置中的按键 (12)4.3 参数详细说明 (13)仪表维护 (19)5.1 日常维护 (19)5.2 PCB 板 (19)5.3 仪表提示信息 (20)5.4 程序下载更新 (21)1.0概述1.1技术指标● 6 位30.5mm 超大、超亮黄绿色LED 显示。
寿命长,抗冲击。
● 6 个功能键。
操作方便、简单。
●塑料外壳,防护等级:IP54。
●激励电压:+5VDC。
●传感器负载能力:最多4 个350 欧姆的模拟传感器。
●零点输入信号范围:0~5mV。
●SPAN 输入信号范围:1~10mV。
●内分辨力:1,000,000。
●分度数:1,000~30,000●重量更新速率:30 次/秒。
●工作电压:交流:100~240VAC/50~60HZ,电流:0.1A●直流:镍氢可充电池组,7.2VDC 3800mAh。
(选购件)●光隔离的RS232 串行接口●工作温度:-10°C ~ 40°C,相对湿度小于85%。
最新全检报表

生产组 别: 订单编 号:
序号 不良原因
1 针距太大或太小
2 车线用错
3 跳针、抛线、断线
4 线头过长、线头多
5 受力处未回针
6 接暗线压明线起皱
7 锁旁不良
8 倒针不牢
9 双针车线不良
10 五金颜色或规格错误
11 拉链颜色错误
12 拉头或拉片吊错
13 拉头方向错误
14 拉链不直起皱
订单数量:
不良原因
袋口起皱或内外口不对齐 内袋口外露 左右附袋高低 名片袋不良 埋袋歪包、起皱 手挽错位 手挽前长短不一样长 手把片车错 固定手挽不够牢固 预、侧手把定位错误 肩带定错、调整方向不对 肩带、手挽中离不够 内布标用错或调错 主标及白标用错或调错 LOGO位置错误 LOGO字母牢反 LOGO歪斜 边距太宽太窄 透明PVC用错及不良 魔术贴用错及颜色错误 饰条宽窄 织带不良、抽纱、起皱 四合扣、磁扣不良 补错漏加 包边漏包或未折回头 包边条太宽或太窄 包边术紧或太松 拉杆箱 风琴片打折或有针孔 皮料刮伤 魔术贴修色不良 主料或里布有针孔 塑料扣具规格错 塑料扣具正反用错 色差
不合格率:
不良数量(画正字)
QC签字:
组长签字:
备注:
15 拉链对尾未倒针、搌开
16 拉链击刮手
17 拉链使用功能不良
18 生过或伸缩拉链下陷
19 里布用错
20 里布正反面用错
21 里布外露
22 网料用错或断纱
23 生料抽纱、起泡
24 围缩及底片起皱
25 围不够长
26
侧片离低或左右侧片车 反
27 倒片起皱
28 漏骨
29 链条原物料不良
30 挖骨太长或太短
测量、控制和实验室用电气设备随机文件自查表

共13页第1页常用测量、控制和实验室用电气设备随机文件自查表
随机文件自查表说明:
为保障检测任务的高效进行。
请在送检时,参照目录标准在对应位置填写随机文件(说明书)内容自查表,以确认随机文件与标准要求的符合性,以避免条款内容缺失。
填写要求:
1、若适用,请在“适用情况”勾选框中打勾,并在“对应文档名称及其位置”栏
中填写对应的说明书名称和位置(例如第几页第几行)。
2、若不适用,请填写不适用理由。
3、若表格内容的“适用情况”和“对应文档名称及位置/不适用理由”栏皆为空白,
表示该内容缺失,不符合标准要求。
举例:
目录
GB4793.1-2007随机文件自查表 (3)
GB 4793.6-2008随机文件自查表 (6)
GB4793.9-2013随机文件自查表 (8)
YY0648-2008随机文件自查表 (11)
GB4793.1-2007随机文件自查表
GB 4793.6-2008随机文件自查表
GB4793.9-2013随机文件自查表
GB4793.9-2013随机文件自查表
YY0648-2008随机文件自查表。
FT 120 中文操作手册
MilkoScan FT-120乳品分析仪中文操作手册北京福斯杰科技有限公司F os s C hi na Se r vi c e Ce n te r目录第1章简介 (6)§1。
1FT—120乳品分析仪 (6)§1。
2关于这本手册 (6)§1.3福斯电子的校准模块 (7)§1。
4FT—120仪器可选择的模块 (7)§1。
4。
1自动清洗和调零模块(ACZ) (7)§1。
4。
2 应用模块 (7)§1。
4。
3 天平选项 (7)§1。
4。
4 高级性能模块 (8)§1。
4. 5高级校准模块 (8)§1. 4. 6 输入选择模块 (8)§1。
4。
7 数据交换选择模块(DDE) (8)§1。
4.8 品质确认模块 (8)§1.5窗口系统 (9)§1. 5. 1 菜单栏 (9)§1。
5。
2 功能键 (10)§1。
5。
3 按钮栏 (10)§1。
5。
4 滚动栏 (10)§1. 5。
5 状态栏 (10)§1。
6定义自己的窗口 (10)§1。
7仪器语言支持 (10)§1. 7。
1 怎样使用当地语言 (11)§1。
8激光的保险装置 (11)第2章FT—120乳品分析仪用户界面 (11)§2。
1FT—120乳品分析仪插图屏幕说明 (12)§2。
2按钮板 (13)§2。
3功能键 (13)§2.4快捷键 (14)§2.5其它菜单 (14)§2。
6菜单概要 (15)§2。
6。
1 菜单中的基本模块 (15)§2。
6。
2 应用模块菜单 (16)§2.7物理连接与转换 (17)第3章操作 (18)§3。
1调零和实验样品 (18)§3. 1。
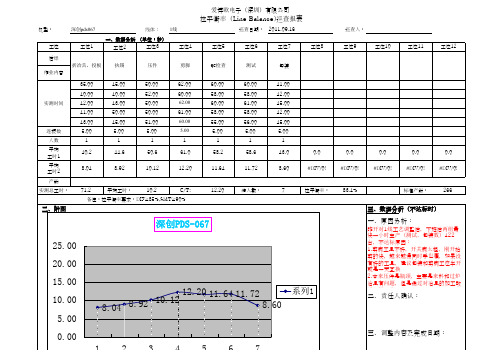
(精品)生产线平衡表
58.2
11.64
60.00 58.00 61.00 58.00 56.00 5.00
1
58.6
11.72
41.00 42.00 45.00 42.00 45.00 5.00
1
43.0
8.60
0.0 #DIV/0!
12.20
總人數:
7
拉平衡率:
深创PDS-067
25.00 20.00 15.00 10.00 5.00 0.00
8.04 8.92 10.12 12.20 11.64 11.72 8.60 系列1 1234567
巡查人:
工位9
工位10
工位11
工位12
0.0 #DIV/0!
0.0 #DIV/0!
0.0 #DIV/0!
0.0 #DIV/0!
83.4%
标准产能:
266
三、数据分析(不达标时)
一、原因分析:
昨开对1线工艺调整后,下班后两组最 快一小时主产(测试、包装数)422 台,不达标原因: 1.剪脚工具不好,开关脚太粗,刚开始 剪的快,越来越慢同时手也痛,如果没 有好的工具,建议包装和剪脚工位半开 或是一天互换 2.本来压件是瓶颈,主要是来料和过炉 冶具有问题,但是通过对冶具的加工改 进已经改善好多
二、责任人确认:
三、调整内容及完成日期:
1234567
表格编号:
巡查日期: 2011.09.16
工位5
工位6
工位7
QC检查
测试
包装
工位8
实测时间
连板数 人数 平均 工时1 平均 工时2 产能 实测总工时:
二、附图
35.00 40.00 42.00 41.00 43.00 5.00
产线节拍计算公式
产线节拍计算公式好的,以下是为您生成的关于“产线节拍计算公式”的文章:在咱们日常的生产线上,节拍可是个相当重要的概念。
您要是搞不清楚这节拍咋算,那生产效率可就难保障啦。
咱们先来说说啥是产线节拍。
想象一下,您在一家汽车组装厂,工人们一个接一个地给汽车安装零件,从发动机到轮胎,每个步骤都有固定的时间。
这个固定的时间间隔,就是产线节拍。
简单来说,它就是生产一件产品所需要的平均时间。
那这节拍到底咋算呢?其实有个简单的公式:节拍 = 有效生产时间÷客户需求数量。
举个例子,咱就说一家手机制造厂吧。
一天工作 8 小时,也就是480 分钟,这就是有效生产时间。
客户要求一天生产 1200 部手机,那节拍就是 480 ÷ 1200 = 0.4 分钟,也就是 24 秒。
这意味着,平均每 24 秒就得生产出一部手机。
我之前在一家电子厂工作的时候,就碰到过因为节拍没算好,导致生产大乱套的情况。
那时候,新接了一个订单,要生产一批新型的智能手表。
领导一拍脑袋,觉得按照以往的经验来安排产线就行。
结果呢,没有仔细计算节拍,一开始还觉得顺风顺水的,可没过几天,问题就来了。
由于对每个工序所需要的时间估计不足,组装环节的节拍严重跟不上计划。
工人们手忙脚乱,零件堆得到处都是,质量检查那边也是一堆问题。
我就亲眼看到一个工人,为了赶进度,不小心把一个小零件给装反了,后面发现的时候,又得重新拆开,这一来一去,浪费了不少时间。
这时候大家才意识到,得重新算节拍,重新调整产线布局和人员安排。
经过一番折腾,总算是把节拍给调整好了,生产也逐渐走上了正轨。
所以说啊,这产线节拍的计算可不能马虎。
要是算错了,不仅影响生产效率,还可能导致产品质量下降,增加成本。
在计算的时候,一定要把各种因素都考虑进去,比如设备故障时间、工人休息时间、物料供应的及时性等等。
而且,随着市场需求的变化,节拍也不是一成不变的。
比如说,突然订单量增加了,那可能就得想办法缩短节拍,提高生产效率;要是订单量减少了,节拍可以适当放长,避免过度生产造成库存积压。
XK3110-A_配料控制器_电子称重仪表

1 型号与功能简介
XK3110-A (配料控制器)电子称重仪表是由单片微机控制,集配料、称重、控制于一体
1
XK3110-A(配料控制器)电子称重仪表使用说明书
的智能化仪表。独特的抗干扰、抗雷击措施,使该仪表能在恶劣的环境中可靠使用。 该仪表能满足建筑、冶金、包装、饲料、石化、烟草等行业的自动配料需求。
2 模拟测量部分
2.1 桥源:10V 土 5%,最大负载能力 150mA;
2.2 信号范围:0~20mV;
2.3 显示分度数:最大 9999d。
3 开关量输入部分
内部提供直流 12V 驱动电源,不能驱动除开入接点外的其它负载。
4 开关量输出部分
4.1 继电器输出方式; 4.2 触点容量:≤2A。
4
XK3110-A(配料控制器)电子称重仪表使用说明书
6 打印/通讯插座(选配)
图 6 RS232/RS485 打印接口示意图 在接 RS232 打印接口时,RXD 为数据接收端,当连接打印机时,接打印机的数据输出端;TXD 为数据发送端,当连接打印机时,接打印机的数据输入端;GND 为地电平。在接 RS485 通讯 时,A+接 A+,B-接 B-,GND 接 GND。
根据现场的需要,可以接“线控按钮盒”或“行程开关”,但要在配置菜单里进行软件 设置:FU=0 为接“线控按钮盒”;FU=1 为接“行程开关”,接“行程开关”时,需用中间继 电器隔离。
接“线控按钮盒”控制左卸料的方式:按一下“左卸料允许”启动左卸料,再按一下“左 卸料允许”取消左卸料。
接“行程开关”控制左卸料的方式:左行程开关闭合,进行左卸料;左行程开关断开, 停止左卸料。仪表会自动检测行程开关动作,以保证罐次之间不重复卸料。 4.4 “右卸料允许”开关量输入(XR - C0M)