格兰仕模具制造本部产品展开计算标准(试用)2
产品展开计算标准
精心整理一.产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用范围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示。
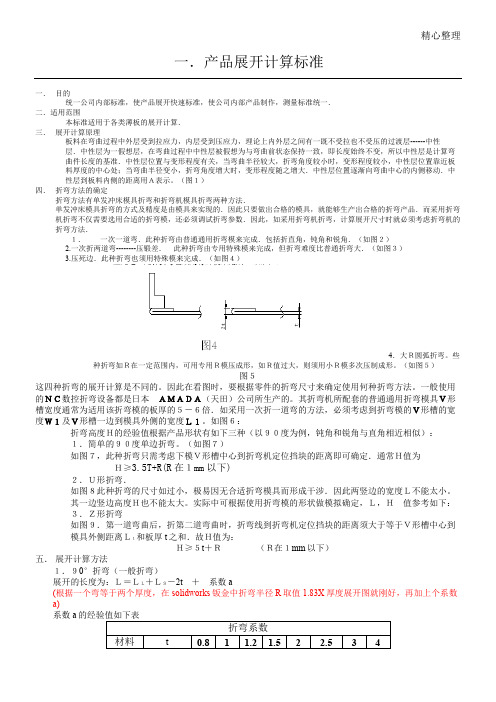
(图1)四.折弯方法的确定2.3.压死边.此种折弯也须用特殊模来完成.(如图4)4的NCV形度W1及3.Z形折弯如图9.第一道弯曲后,折第二道弯曲时,折弯线到折弯机定位挡块的距离须大于等于V形槽中心到模具外侧距离L1和板厚t之和.故H值为:H≥5t+R(R在1mm以下)五.展开计算方法1.90°折弯(一般折弯)展开的长度为:L=LL+LS-2t+系数a(根据一个弯等于两个厚度,在solidworks钣金中折弯半径R取值1.83X厚度展开图就刚好,再加上个系数a)系数a2.压死边图11如图11.压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。
它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:3.压筋1)倾斜压筋图12如图12.此压筋为一斜面,一般H值较小,其展开长的计算式为:L=A+B+C+0.2平行压筋图14K=0.4txδ/90°(t<2.5)但当t≥2.5时,应用下列公式:K=0.5txδ/90°(t≥2.5)故展开计算式为:L=L1+L2+K注:L=展开长度L1、L2=内径尺寸K=展开系数5.钝角折弯图16如图16,外尺寸b实际上等于内尺寸a加上内侧角顶点到外侧顶点的一段平行距离l。
模具制造的生产成本计算方法

模具制造的生产成本计算方法(2008/05/06 11:40)目录:模具技术浏览字体:大中小很多朋友会模具设计,但是对于模具成本的分析不太了解。
现提供以下方法,希望对朋友们有帮助。
塑料模具成本分析案例----out tray模具成本組成部分A.材料費用B.加工成本C.管理費用(財務,銷售費用)D.利潤E.稅金模具成本分析.doc材料費用從產品sample (drawing)需了解三部分:A.產品大小--------定模架,模仁大小B.產品結構--------定模具結構,開模方式C.產品外觀--------定模具頂出方式,進膠方式,模具材料,後處理方式模具尺寸1.模仁:根據產品的投影面積單邊加15~50mm,取整數為宜。
厚度以產品厚度加3D~5D(D為水路直徑),取整數為宜。
out tray 2004.dwgV=a*b*c=0.35*0.29*(0.08+0.045)=0.0127mm^3G=0.0127*7800=99kg根據產品的壽命,外觀要求決定模仁材料:A.=100萬模次:熱處理材料SKD61,S136B.=50萬模次: NAK80,S136C.= <30萬模次: P20,738C=99*40RMB/kg=4000RMB2.模架:模架長寬根據模仁大小單邊加50~120mm,取決於有無滑塊,定位塊,側東塊,三板模結構,並取整數。
模架厚度一般根據模仁厚度*2,但還取決於模仁的表面積與模架表面積的比例,模腔的深度等。
out tray 2004.dwgV=0.5*0.55*0.4=0.11mm^3G=0.11*7800Kg/mm^3=858kgC=858*10RMB/Kg=8580RMB3.滑塊:滑塊長取決於產品的倒勾大小,寬厚取決於倒勾的深凹度。
EXAMPLE.dwg滑塊硬度一般比模仁硬度高HRC2~4,4.斜銷,電極(略)加工成本銑床一般加工頂針孔,定位槽,水路孔,螺絲孔,型腔,澆道,電極等。
格兰仕洗碗机——我们的目的就是为了生活更美好

其一 ,机 器 的 最 大特 点就 是 具 有 更 重要的是还会耗 费人力和 时间。 很好 的稳 定性 ,不 像手洗会 受人 为因素 其 四 ,洗 碗 机还 有 一 个 优 势 就 是
洗碗机项 目的大 力支持 ,乃 至亲身 进行论证 等环节是 对这个 团队最大 舞 。此外 ,在 国家节能 降耗 的政策
说 的一句话 :无论我们在 做什么 工作,
从事 哪个行业 ,都是为 了让我们 的生活 做 、 l I :
心 允 分 嘲6 J f
有根据客户 提供 的不 同要求 ,进行针对
变得 更美好 !的确 ,作 为刚刚启动不 久
的新 项 目,格 兰仕洗碗机 的全体研 发、 生产 人员都在 夜 以继 日地 工作着 ,其 目 的就是 让消费者生活得更美 好。
与 现在市场 上的产 品水 平持平 ,更要 充
2 家电科技 4
Spe al ci con rbu i ti ton
专稿
析 消费者对现 有产品 的抱怨 ,在产 l0 * 0 0 0 谈到洗 碗机 ,每 一位业 内人士都会 = O 0 10 升水 ,就 是l 万升 水,可我 们一次 只用十来 升水 ,可见用水量 相 当 少;还有 人担心 我们用 的专用洗涤 剂 的 费用 ,其 实这个 一点都不 贵 ,和我 们平 时用 的洗 洁精差 不多 ,这样每清 洁一次
念便是要有社 会责任感 ,不然对 不 家的期望 ,对 不起消 费者 。 时,
的产 品开发 设计能力 ,在产品策划 、设
听到 了许多 ,也记录下 了很多 ,其 中印 格兰仕人在洗碗机的研发、生产 中所付出 计 、结构系 统、 电控 、模 具等方面都拥 象最 深 的就 是中 山格兰仕 日用 电器有 限 的努力 ,以期让更多企业和更多消费者认 有洗碗机 开发经验 的强大团队 。 目 已 前 公 司洗碗机制造 本部副本 部长吴达坤 所 识洗碗机,对洗碗机投入更多的关注 。 面向欧 、美 、澳等市场 开发多款产 品, 并有 相应市 场的销售 。研 发技术部还 具
产品展开计算标准C
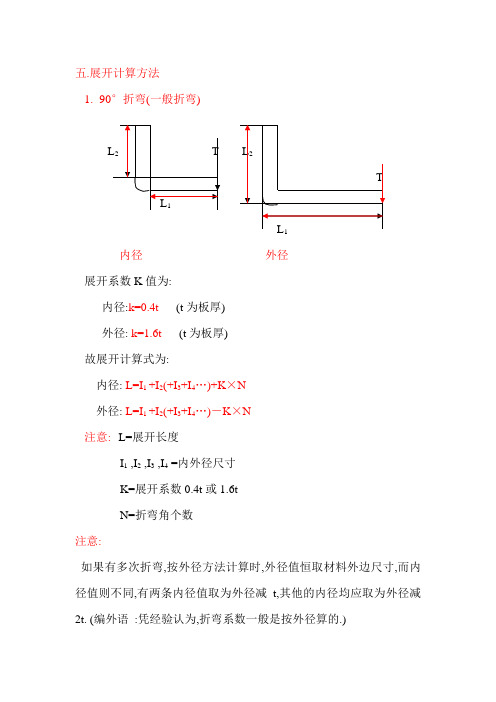
五.展开计算方法1.90°折弯(一般折弯)内径外径展开系数K值为:内径:k=0.4t (t为板厚)外径: k=1.6t (t为板厚)故展开计算式为:内径: L=I1 +I2(+I3+I4…)+K×N外径: L=I1 +I2(+I3+I4…)-K×N注意:L=展开长度I1 ,I2 ,I3 ,I4 =内外径尺寸K=展开系数0.4t或1.6tN=折弯角个数注意:如果有多次折弯,按外径方法计算时,外径值恒取材料外边尺寸,而内径值则不同,有两条内径值取为外径减t,其他的内径均应取为外径减2t. (编外语:凭经验认为,折弯系数一般是按外径算的.)附表: 一般常用板厚的90°折弯系数L1L5L2L4L3角1角2角3角4角5角6角板厚内径外径内径外径内径外径内径外径内径外径内径外径0.8t0.3 1.3 0.6 2.6 0.9 3.9 1.2 5.2 1.5 6.5 1.8 7.81.0t 0.4 1.6 0.8 3.2 1.2 4.8 1.6 6.42.0 8.0 2.4 9.6 1.2t0.5 1.9 1.03.8 1.5 5.7 2.0 7.6 2.5 9.5 3.0 11.41.5t 0.62.4 1.2 4.8 1.8 7.2 2.4 9.63.0 12 3.6 14.41.6t0.62.6 1.2 5.2 1.8 7.8 2.4 10.43.0 13 3.6 15.42.0t0.83.2 1.6 6.4 2.4 9.6 3.2 12.84.0 16 4.8 19.22.3t 0.93.7 1.8 7.4 2.7 11.1 3.6 14.8 4.5 18.55.4 22.22.5t 1.0 4.0 2.0 8.03.0 124.0 165.0 20.6.0 24 2.6t 1.0 4.2 2.0 8.4 3.0 12.6 4.0 16.8 5.0 21 6.0 25.22.9t 1.2 4.6 2.4 9.23.6 13.84.8 18.4 6.0 23 7.2 27.63.0t 1.24.8 2.4 9.6 3.6 14.4 4.8 19.2 6.0 24 7.2 28.83.2t 1.3 5.1 2.6 10.2 3.9 15.3 5.2 20.4 6.5 25.5 7.8 30.64.0t 1.6 6.4 3.2 12.8 4.8 19.2 6.4 25.6 8.0 32 9.6 38.45.0t 2.0 8.0 4.0 166.0 24 8.0 32 10 40 12 482.钝角折弯(90°~179°)钝角折弯尺寸也有内外径之分,外径的计算如图,外径B实际上等于内径A加上内側角顶点到外側顶点的一段平行距离∮.A根据三角函数,故其外径为: b=a+∮展开系数K的计算式为: 内径: K= Ø/90°×0.4t(t<2.5 )外径: K=§/ 90°×0.4t(t<2.5)但是当t≧2.5,应用下列公式:内径: K= Ø/90°×0.5t(t≧2.5)外径: K=§/ 90°×0.5t(t≧2.5)外径锐角形状的内径为边的一端到折弯角外R弧的切线的距离.外径则为边的一端到两折弯边的虚交点的距离.内外径的使用因尺寸的标注方法而不同.因此可根据零件的尺寸标注方式而决定采取内径或外径算法.经验公式:如图,经验公式是一种内径算法,但此处的内径是折弯边内側两面的虚交点到另一端的距离.展开系数计算公式如下:K=§/ 90°×0.4t(t<2.5)但是当t≧2.5,应用下列公式:K=§/ 90°×0.5t(t≧2.5)故展开计算式为:L=I1+I2(+I3+I4+…)+K×N注: L=展开长度I1 ,I2 ,I3 ,I4.=内径尺寸K=展开系数N=折弯角的个数4. 段差折弯(H<5T+R)前文所述,当折弯高度H<5T+R时, 必须采用特殊专用模具使其成型,产品的段差有以下三种形状,下面分别介绍其展开算法.(-)如图,此段差为一倾斜面,一般H值较小,其展开长的计算式为: L=A+B+C+0.2注: A.B.C=内径0.2=补偿值T 如图,段差边为直立边,一般其次H值较大,其展开长的计算式为:L=A+B+H注:A,B=内径H=包括一层板厚的高度.如图,段差最大值仅为H=2T,其展开长度的计算式为本:L=A+B+H+0.2注意力:A ,B =内径H=段差高度0.2=补偿值******由于段差高度主要靠增减段差模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度民主达到了要求,但是整体展开尺寸过大或过小的情况,这时候要根据实际的偏差来调整.******5.如图, 压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板材很少见压死边的,它也需要用特殊折弯模具成形, 而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算式为: L=L1+L2-KK值的经验值如下表,6,圆弧R折弯如图所示, R折弯的三种形状, 其展开系数K的计算式如下:K= ( 2R×tan Ø/2 )-〔兀×Ø×﹙2R—T〕/360°〕注意: R=折弯外径(外径半径)Ø =外侧角(180°-折弯角度)兀=圆周率(取3.14)T=板厚当Ø =90°时,tanØ/2 =1 ,因此上述公式可以简化如下 : K =2R -兀( 2R—T )/4求得展开系数K 后,圆弧折弯的展开长度L计算公式为 : L=L1+L2+(L3+L4+…)—K注意: L1, L2 , L3 ,L4=外径(到外側虚交点的距离,切点到虚交点的距离可以通过三角定律算出)7. R折弯中有一种U形折弯,如下图,其形状我们可以将其看成两个90°R折弯的组合.因此,U形折弯的展开长度L的计算式为:L=L1+L2+(L3+L4+…)—2K******说明,R折弯的计算公式只适用于铁板.****** 另附基本函数公式值记忆表30°45°90°sin Ø1/2 √2/2 √3/2cos Ø√3/2 √2/2 1/2tan(tg) Ø√3/3 1 √3ctn(ctg) Ø√3 1 √3/3。
模具报价计算方式
快速准确的模具报价的方法和依据是这些一:模具价格的构成,即模具价格都是有哪些因素决定的二:模具价格的具体核算方法,如何快速的计算模具价格并报给客户一:模具价格的由来1: 模具价格是由生产成本、税金、利润、流通费用四个部分组成。
生产成本:生产一定数量的产品所消耗的物质资料和支付给劳动者的报酬,包括材料费、动力消耗、工资和设备折旧费。
税金和利润:劳动者为社会所提供的剩余劳动的价值形式。
税金是价格构成的要素之一。
流通费用:商品从生产者转移到用户的过程中所耗费的必要费用。
2:工业品应纳税金= 出厂价* 税率工业品的利润额= 产品成本* 利润率3:价格的作用①价格起着调节生产和流通的作用。
②价格是企业进行全面经济核算的有效工具。
③价格可以参加国民收入的再分配。
4:价格的种类:1 按国家管理权分计划价格:固定价格、浮动价格非计划价格:协议价格、自由价格2 按物资的流通环节分出厂价格、批发价格、零售价格5:产品价格的制约因素①产品成本:固定成本的影响、变动成本的影响。
②供求关系:供大于求,价格下降、供小于求,价格上涨③竞争关系:竞争是产品价格、质量、品种的竞争④国家政策:国家有关税收信贷利率的金融政策。
6:定价目标1:以获取最大盈利为目标。
重要重要目标之一2:以获取投资收益率为目标。
3:以提高市场占有率为目标。
4:以保证稳定价格为目标。
5:以应付或防止竞争为目标。
?方式:低于竞争对手的价格出售产品。
以对手相同的价格出售产品以高于竞争对手的价格出售产品*7:定价方法1:成本导向定价法:成本加成定价法目标利润定价法盈亏平衡定价法2:需求导向定价法:理解价值定价法区分需求定价法3:竞争导向定价法:随行就市定价法投标定价法竞争价格定价法8:定价策略1:新产品的定价策略:取脂定价策略、渗透定价策略2:心理定价策略:整数定价、奇数定价、声望定价、习惯定价、招徕定价3:折扣定价策略:现金折扣、数量折扣、功能折扣、季节折扣、推广折扣、分期付款。
模具价格计算法
模具价格计算法1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
模具开模费用的计算方法

模具开模费用的计算方法第一篇:模具开模费用的计算方法1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为: 材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
产品展开计算标准

产品展开计算标准Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用范围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示。
(图1)四.折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。