机械制造技术课件
机械制造技术基础-第4章-机械加工工艺基本知识 ppt课件
4. 4.3 制定 工艺规程的原始资料
enterprise's production process
2
精品资料
• 你怎么称呼老师?
• 如果老师最后没有总结一节课的重点的难点,你 是否会认为老师的教学方法需要改进?
• 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
第4章 机械加工工艺基本知识
本章要点
机械制造业的生产过程 机械加工工艺要素基本组成 零件的工艺分析 毛坯的确定 工艺路线的拟定 加工余量和工序尺寸的确定
1
机械制造技术基础
第4章 机械加工工艺基本知识
Machining process basic knowledge
4.1 机械制造企业的生产过程 Machinery manufacturing
Machining process basic knowledge
4.3 生产纲领与生产类型 Production platform and
production type
15
4. 3.1 生产纲领
企业根据市场需求和自身的生产能力决定生产计划。在计 划期内,应当生产的产品产量和进度计划称为生产纲领。
6
机械制造技术基础
第4章 机械加工工艺基本知识
Machining process basic knowledge 4.2 机械加工工艺要素基本组成 Basic composition factors of machining process
7
4. 2 机械加工工艺要素基本组成
工序——是指由一个或一组工人在同一台机床或同一个工 作地,对一个或同时对几个工件所连续完成的那一部分机 械加工工艺过程。
机械制造技术基础-课件
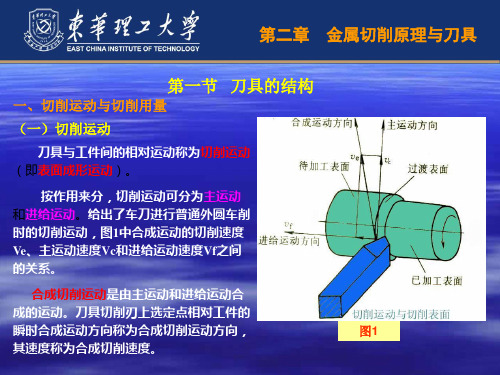
图15
图16
(2)孔加工刀具
孔加工刀具一般 可分为两大类:一 类是从实体材料上 加工出孔的刀具, 常用的有麻花钻、 中心钻和深孔钻等; 另一类是对工件上 已有孔进行再加工 用的刀具,常用的 有扩孔钻、铰刀及 镗刀等。
在法平面参考系中,只需标注γn 、 αn 、 κr 和λs四个角度即可确 定主切削刃和前、后刀面的方位。在假定工作平面参考系中,只 需标注γf 、αf 、γp 、 αp 四个角度便可确定车刀的主切削刃和前、 后刀面的方位。
四、刀具的工作角度
在实际的切削加工中,由于刀具安装位置和进给运动的影响,上 述标注角度会发生一定的变化。角度变化的根本原因是切削平面、 基面和正交平面位置的改变。以切削过程中实际的切削平面Ps、基 面Pr和主剖面P0为参考平面所确定的刀具角度称为刀具的工作角度, 又称实际角度。
(6)刀尖 主切削刃和副切削刃连接处的一段刀刃。它可以是小 的直线段或圆弧。
具体参见切削运动与切削表面图和车刀的组成图。其它各类刀具,
如刨刀、钻头、铣刀等,都可以看作是车刀的演变和组合。
刨刀
图4
钻头
(二)刀具角度的参考系
为了确定刀具切削
部分各表面和刀刃的空 间位置,需要建立平面 参考系。按构成参考系 时所依据的切削运动的 差异,参考系分成以下 两类:
2、车刀安装偏斜对工作角度的影响
图12
当车刀刀杆的纵向轴线与进给方向不垂直时,将会引起 工作主偏角κre和工作副偏角κre‘的变化,如上图所示。
(二)进给运动对工作角度的影响
1、横向 进给运 动对工 作角度 的影响
图13 车端面或切断时,加工表面是阿基米德螺旋面,如上图所示。因此,实际 的切削平面和基面都要偏转一个附加的螺旋升角μ,使车刀的工作前角γoe增 大,工作后角αoe减小。一般车削时,进给量比工作直径小很多,故螺旋升 角μ很小,它对车刀工作角度影响不大,可忽略不计。但在车端面、切断和 车外圆进给量(或加工螺纹的导程)较大,则应考虑螺旋升角的影响。
机械制造技术基础(课件全)
孔的加工工艺
1、位置度精度要求不高的中、小孔加工工艺 钻、铰 钻、扩、铰 2、位置度精度要求较高的中、小孔加工工艺 钻、镗 钻、扩、镗、(铰)。 3、直径较大孔(D>50 mm)变化分类
传统成形方法
传统成形加工
塑性加工方法
加温加压成型加工
机械加工方法
锻压、轧压、冷挤、 热挤等加工
铸造、粉末冶金等
切削加工:车、铣、钻、 镗等 磨削加工:磨、研磨、 抛光等
特种成形方法
特种成形方法
高能加工
电及化学加工
电火花、线切割、三束(离子、 电子、激光束)等加工
特点
1、成形运动:砂轮旋转;工件旋转或移动。 2、加工过程平稳。 3、磨削效率低。 4、易加工脆、硬材料。 5、磨削时产生大量热。
加工精度
一般磨削加工:精度—IT6~IT4;表面粗糙度—Ra1.25~0.01um。 精磨时:表面粗糙度—Ra0.1~0.008um.
适用范围
平面—平面磨床 内外圆柱面—内、外圆磨床 圆锥面、异形面—
一、车削加工
特点
1、成形运动:工件旋转;刀具相对工件移动。 2、易保证各加工表面间的位置精度。 3、切削过程平稳。 4、切削效率高。 5、刀具简单。
加工精度
普通车削加工:精度—IT8~IT7;表面粗糙度—Ra6.3~1.6um。 精车时:精度—IT6~IT5;表面粗糙度—Ra0.4~0.1um. 超精密车削:表面粗糙度—Ra0.04um
电解加工、电化学抛光等
成形方法按制造过程中质量M的变化分类
按由原材料制造成 零件的过程中,质 量M的变化分类
△M<0 (质量减少)
△M=0 (质量基本不变)
机械制造技术课件:锻压成形

锻压成形
3.应力状态 金属在锻压加工时,由于采用的方式不同,金属受力时产 生的应力状态也不同,因此 其可锻性也有一定的区别,其变形 方式主要有挤压和拉拔。挤压时金属三个方向承受压应 力, 如图5-5(a)所示。在压应力的作用下,金属呈现出很高的塑 性,因为压应力有助于恢 复晶界联系,压合内部的孔洞缺陷,可 阻碍裂缝形成和扩展。但压应力将增大金属的摩擦, 提高金 属的变形抗力,锻压加工时需要的加工设备吨位大。
锻压成形
图5-6 碳钢的锻造温度范围
锻压成形
1)始锻温度的确定 在不出现过热、过烧等加热缺陷的前提下, 尽量提高始 锻温度,使金属具有良好的可锻性。 始锻温度一般控制在固 相线以下150~250℃。
锻压成形
2)终锻温度的确定 终锻温度过高,停止锻造后金属的晶粒还会 继续长大,锻 件的力学性能随着下降;终锻温度 过低,金属再结晶进行的不 充分,加工硬化现象 严重,内应力增大,甚至导致锻件产生裂纹。 钢 中碳的质量分数不同,其终锻温度也不同,如亚 共析钢的终 锻温度一般控制在GS 线以下的两相 区(A+F),而过共析钢如 在 ES 线以上停止锻 造,冷却至室温时锻件会出现网状的二 次渗碳 体,因此其终锻温度控制在 PSK 线以上 50~ 70℃,以 便通过反复锻打击碎网状的二次渗碳 体。常用金属材料的 锻造温度范围见表5-2。
锻压成形
锻压成形
2.金属加热易产生的缺陷 1)氧化、脱碳 钢加热到一定温度范围后,表层的铁和炉气中的氧化性 气体(O2、CO2、H2O、SO2)发 生化学反应,将使钢的表层形 成氧化皮(铁的氧化物 Fe3O4、FeO、Fe2O3),这种现象称为 氧 化。大锻件表层脱落下来的氧化皮厚度达7~8mm,钢在加热 过程中因生成氧化皮而造 成的损失,称为烧损。每次加热时 的烧损量可达金属质量的1%~3%。氧化皮的硬度很高,可能 被压入金属表层,影响锻件质量和模具的寿命。因此,要尽量 缩短加热时间或在 还原性炉气中加热。
机械制造--先进制造技术PPT(18张)
第12章 先进制造技术简介
12.1.3 先进制造技术的发展趋势
1.集成化 2.柔性化 3.智能化 4.虚拟化 5.绿色化 6.高精度
第12章 先进制造技术简介
12.2 计算机辅助工艺规程设计(CAPP)
计 算 机 辅 助 工 艺 规 程 设 计 ( Computer Aided Process Planning),简称 CAPP。它利用计算机的快速处理信息功能和具 有各种决策功能的软件来自动生成工艺文件,是连接产品设计 与产品制造的桥梁。
第12章 先进制造技术简介
4.先进制造技术的动态性 先进制造技术没有一个固定的模式,是针对一定的应用目标,不断地吸收各种高新技术,
并将其渗透到制造系统的各个部分和制造活动的整个过程,而逐渐形成、不断发展的新技术, 因而其内涵不是绝对的,也不是一成不变的。反映在不同的时期,先进制造技术有其自身的特 点。
教学重点
1.了解先进制造技术的特点、体系结构和发展趋势。 2.理解计算机辅助工艺规程设计的分类。 3.明确计算机辅助工艺规程设计的基本工作过程和设计步骤。 4.了解先进制造技术和自动化工艺设计系统。
教学难点
了解先进制造技术和自动化工艺设计系统。
课时安排
4学时
主要概念
1.创成式CAPP系统 2.成组编码法 3.型面描述法 4.工艺数据库
5.先进制造技术应用的广泛性 先进制造技术包括了设计技术、自动化技术、系统管理技术,并将其综合应用于制造的全过 程,覆盖了产品设计、生产准备、加工与装配、销售使用、维修服务甚至回收再生等整个过程。 6.先进制造技术的系统性
先进制造技术比传统的制造技术更加重视技术与管理的结合,更加重视制造过程组织和管 理体制的简化以及合理化,从而产生了一系列先进的制造模式。
机械制造技术ppt课件完整版
•机械制造技术概述•机械制造工艺基础•先进制造技术目录•自动化制造系统•现代生产管理方法•绿色制造与可持续发展•未来展望与挑战01机械制造技术概述定义与发展历程定义机械制造技术是指通过加工、装配、调试等手段,将原材料或零部件转化为具有特定功能和使用价值的机械产品的过程。
发展历程机械制造技术经历了手工制造、机械化制造、自动化制造和智能制造等阶段,不断向着高效、高精度、高质量的方向发展。
1 2 3机械制造技术是工业发展的基础,为国民经济各部门提供装备和技术支持,推动工业化和现代化进程。
促进工业发展机械制造技术通过优化生产流程、提高加工精度和效率,降低生产成本,提高企业的竞争力和经济效益。
提高生产效率机械制造技术的不断创新和发展,为制造业提供了更多的可能性,推动了新技术、新工艺和新产品的不断涌现。
推动技术创新机械制造技术的重要性机械制造技术的分类及应用领域分类机械制造技术可分为金属切削加工技术、特种加工技术、装配与调试技术等。
应用领域机械制造技术广泛应用于汽车、航空航天、能源、轨道交通、模具等领域,为这些领域的发展提供了重要的技术支持。
02机械制造工艺基础切削运动、切削力、切削热等切削加工的基本概念车刀、铣刀、钻头等刀具的种类与结构车床、铣床、钻床等切削机床的组成与分类车削、铣削、钻削等切削加工的应用实例切削加工原理及设备铸造方法、铸造合金、铸造缺陷与防止铸造工艺锻造方法、锻造设备、锻造缺陷与防止锻造工艺焊接方法、焊接材料、焊接接头设计与工艺焊接工艺砂型铸造、自由锻、电弧焊等铸造、锻造与焊接的应用实例铸造、锻造与焊接工艺A BC D热处理与表面处理技术热处理工艺退火、正火、淬火、回火等热处理与表面处理的原理及设备加热炉、淬火槽、电镀设备等表面处理技术电镀、喷涂、化学转化膜等热处理与表面处理的应用实例调质处理、渗碳淬火、镀锌等03先进制造技术数控加工技术概述数控加工设备数控编程技术数控加工工艺数控加工技术01020304定义、发展历程、应用领域等。
机械制造技术基础概述PPT课件( 44页)
4.绿色制造技术 综合考虑社会、环境、资源等 可持续发展因素
0.1.3 本课程性质、内容、特 点与学习方法
木模手工造型或自由 部分采用金属模铸造
锻。毛坯精度低,加 或模锻。毛坯精度和
工余量大
加工余量中等
大批量生产
全部互换性,高精度 配合件用分组装配和 调整法
常用金属模机器造型、 模锻等高效方法。毛 坯精度高,余量小
机床 设备 及 布置
通用机床按机群式排 部分通用机床和高效
列,部分采用数控机 机床、数控机床、加
0.1.2 机械制造技术的现状与发展前景
1.机械制造技术
高速、超高速切削(磨削) 高精度、高速切削机床与刀具 最佳切削参数的自动优选 在线监控技术 成组技术(GT) 自动装配技术等
2.超精密及微细加工技术
精密、超精密加工技术 微细与纳米加工技术 超精密微型机器及仪器 微机电系统(MEMS)
3.自动化制造技术
0.2.1 制造活动定义
图0.2 制造活动过程
人和设备 —支撑条件 政策与法规 —约束条件
0.2.2 产品制造过程
制造过程 —将原材料转变成成品的全过程
直接生产过程 加工工艺过程
使加工对象的尺寸、形状或性能 产生变化
辅助生产过程 不使加工对象产生直接的变化
0.2.2 产品制造过程
工艺 过程
—直接改变生产对象的形状、尺 寸、相对位置、性质
0.1.1 机械制造业在国民经济 中的 地位
制造
人类按所需目的,运用知识和技能, 应用设备和工具,采用有效的方法, 将原材料转化为产品并投放市场的 全过程。
机械制造技术ppt课件(完整版)

机械制造技术课件
汇报人:
目录
01 02 03 04 05 06
机械制造概述 传统机械制造技术 现代机械制造技术 机械制造工艺流程 机械制造质量控制 机械制造的未来发展
01
机械制造概述
机械制造的定义
机械制造是将原材料转化为成品的生产过程。 机械制造包括产品设计、工艺设计、加工制造、检测和质量控制等环节。 机械制造广泛应用于各个领域,如航空、汽车、机床等。 机械制造的核心目标是提高生产效率、降低成本、保证产品质量。
05
机械制造质量控制
质量控制的方法
统计过程控制 测量系统分析 过程能力分析 质量改进方法
质量检测的步骤
检测计划制定 检测工具准备 样品选择与制备 检测数据记录与分析
质量问题的解决
确定问题:明确机械制造过程中出现的质量问题
分析原因:分析问题产生的原因,如材料、工艺、设备等
制定措施:根据分析,制定相应的解决措施,如改进工艺、更换材料、 调整设备等 实施方案:按照制定的措施实施方案,并对实施过程进行监控和调 整
精密加工技术
定义:使用精密机床和精细加工刀具进行加工 分类:超精加工、镜面加工、纳米加工等 应用:航空航天、医疗器械、光学仪器等领域 发展趋势:高精度、高效率、智能化
04
机械制造工艺流程
零件的定位与装夹
定位原理:六点 定位原理,限制 工件的自由度
装夹方法:如三 爪卡盘、四爪卡 盘等,固定工件
定位元件:如V 形块、定位销等, 限制工件的自由 度
焊接工艺及 设备
焊接种类及 特点
焊接应用及 发展
切削加工技术
定义:利用切削 工具从工件上切 除多余材料的加 工方法
分类:车削、铣 削、钻孔、刨削、 磨削等