药品包装线控制系统设计与实现
自动药片装瓶机PLC控制设计
【 中图 分类 号 】T P 2 7 3
【 文献 标识 码 】B
文章 编号 1 6 0 6 — 5 1 2 3( 2 0 1 4 )0 1 — 0 0 3 8 — 0 3
l 引 言
医药 行 业 中 ,医 药 包 装 机 械 产 品
不 仅 能够 实 现对 装 药机 方 式运 行 的 控制 ,而且能够根据需要灵活控制装 药时间 ,达到节约 电能 ,降低成本 ,
c on t  ̄l t he o p e  ̄t i o n o f b ot t l e i f l l i n g ma c hi n e t o r e al i z e t h e f u n c t i on s of s t a r t i n g,s t op p i n g a n d c h an g i n g t h e g r a i n n u mb er s u d d e nl y o f p i l l b o t l e f i l l i n g ma c hi n e, s o a s t o r e a l i z e t h e a u t o ma t i o n f u n c t i on o f b o  ̄l i n g c h a n c e l i n e . Th i s s y s t em ha s t h e f u n c t i o n s o f d i s p l ay i n g t h e n u n be r o f p i l l s , b o t t l i n g q u i c k l y , c o un t i ng a c c u r a t el y a n d r e l i a b l y . Th e c on t r ol c i r c u i t i s s i mp l e , l f ex i bl e i n c o n t r o l l i n g an d s t r on g u s a b i l i t y . Ke y wor d s: Co n t  ̄l s y s t e m PL C Aa u om a t t i c b o t t l e f i l l i ng ma c h i n e
自动药片装瓶机PLC控制系统设计毕业设计 2

自动药片装瓶机PLC控制系统设计摘要PLC可编程序控制器其实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
在现今医药行业中,自动装瓶机得到了广泛应用,它由PLC通过USS通信协议直接控制电动机。
不仅能够实现对装药机方式运行的控制,而且能够根据需要灵活控制装药时间,达到节约电能,降低成本,提高生产效率等目的。
PLC特有的I/O 指示功能以及简便的PLC控制硬接线使得查找故障点十分迅速、方便。
PLC主机工作可靠,本身故障率很低。
所以,本文采用PLC设计装瓶机控制系统。
关键词:工业控制系统;PLC;自动装瓶机The design of PLC control system about automatictablet bottling machineAbstractPLC programmable controller and its essence is a kind of special for industrial control computer, and its hardware structure is basically the same with micro computer. It adopts a kind of programmable memory, for its internal storage procedures, the implementation of logical, sequential control, timing, counting and arithmetic operations such as user-oriented instructions, and through digital or analog input / output control various types of machinery or production process.In today's pharmaceutical industry, automatic bottling machine has been widely used, it from the PLC through the USS communication protocol to control the motor directly. Not only can realize the charging machine operation control, and can flexibly control the charge time, save energy, reduce costs, improve production efficiency and other purposes. PLC special I / O indication function and simple PLC control hard wiring that find the point of failure is very rapid, convenient. PLC host work reliability, failure rate is very low. Therefore, this paper uses PLC to design a bottling machine control system.Key words:industrial control system ;PLC ;automatic bottling machine目录摘要 (I)Abstract (II)绪论 (1)1 方案设计 (2)1.1 任务描述 (2)1.2 生产工作过程和要求 (3)1.3 方案设计图 (4)1.4 系统总体设计 (5)2 硬件设计 (6)2.1 PLC的基本结构 (6)2.1.1 PLC的软件结构 (7)2.1.2 PLC的编程语言 (8)2.1.3 用户程序结构 (10)2.2 PLC的基本工作原理 (10)2.3 PLC控制系统的设计基本原则 (11)3 软件设计 (13)3.1 PLC输入/输出(I/O)端口与资源分配 (13)3.2 硬件系统结构方框图 (13)3.3 软件系统设计与设备动作要求 (14)3.3.1 信号预处理块 (14)3.3.2 药瓶移位及药片装瓶模块 (15)3.3.3 状态指示及药片计数块 (15)3.3.4 程序梯形图 (16)4 程序调试 (20)4.1 测试程序 (20)4.2 调试总结 (21)总结 (22)致谢 (23)参考文献 (24)绪论本文是应用三菱FX2N-16MR与simulator6c仿真软件设计的自动药片装瓶机系统。
ZSLJ系列药品包装生产线说明

ZSLJ系列药品包装生产线ZSLJ系列药品包装生产线(以下简称生产线),是浙江圣雷机械有限公司积多年开发、设计生产药品包装机械经验,吸收国内外同类产品之优点,以国内药品生产行业的期望和需求为依据,自行开发设计生产的一种能满足多行业、多品种类型的固状物品的铝塑(铝铝)泡罩包装装盒的新型包装机器。
ZSLJ系列药品包装生产线已获国家实用新型专利九项,先后获瑞安科技进步二等奖;温州科技进步三等奖;国家科技部等四部局联合颁发《国家重点新产品》证书。
ZSLJ系列药品包装生产线包装功能储备量大,根据需要选择后,适应多品种包装;设备气动、电气在线检测配置属国内外品牌产品的组合,全线控制实现智能化,检测先进稳定可靠,不合格品的剔除100%,调整、操作简单方便、实用性强。
一、性能、功能与用途1.1性能特点1.1.1技术性能生产线集光、机、电、气于一体。
机械部分采用高质量、运行、定位精度高的伺服电机、步进电机驱动,同步带柔性联接方式、控制专用组件传感器、编码器、电机三位一体的伺服驱动等先进的程序控制,完全满足并实现机电一体化产品的高效、多功能、可靠、节能等技术性能要求。
1.1.2安全性能具有监视、过载保护、报警、自动停机、故障提示等自动保护功能。
并采用光、光电、程序记忆、分析处理系统。
1.1.3执行部分采用多台电机驱动,提高了刚性,实现组件化、标准化、系统化提高机器整体可靠性。
1.1.4使用性能全线采用PLC可编程序控制,触摸屏操作中文和数字显示,操作简化,机器维护方便。
变更控制程序和数字的变更实现机器各部运行速度配置、工作方式等变动。
1.1.5可靠性能减少可动构件的磨损、具有较高的灵敏度和可靠性,机械及系统故障率低,维护维修方便。
1.2功能1.2.1检测功能配置传感器、成像检测等功能元器件组成监控系统。
在计算机的控制下保证全线运行的安全性、可靠性、保证最佳产品质量,提高合格率。
1.2.2控制及信息处理功能集中检测信息、记忆、运算、高速处理实现自动控制并自动调节功能。
全自动药品包装工作站的设计

全自动药品包装工作站的设计设计一个全自动药品包装工作站是一个复杂而细致的过程,需要考虑到许多因素,包括工作站的布局、设备的选择和配置、操作流程的优化等。
下面将从不同层次进行详细的介绍和分析。
一、工作站布局设计1. 工作站的整体布局全自动药品包装工作站应该按照流水线式的布局设计,以提高生产效率。
可以将工作站分为原料投放区、包装区和成品存储区。
- 原料投放区:用于存放药品原料和包装材料,需要设置合适的货架和仓储设备。
- 包装区:主要是设备集中安置的区域,应根据不同设备之间的关系进行合理布置,以便操作人员能够方便地进行操作和监控。
- 成品存储区:用于存放已经完成包装的成品药品,需要设置合适的货架和标识。
2. 工作站内部空间规划在工作站内部空间规划中,需要考虑到操作人员的工作流程以及设备之间的协调性。
- 设备之间应保留足够的通道空间,以便于操作人员进行维护和清洁。
- 根据操作流程,将设备按照先后顺序进行布置,以减少操作人员的移动时间和劳动强度。
- 合理安排工作台和储物柜等辅助设备,方便操作人员存放工具和材料。
二、设备选择和配置1. 药品包装设备的选择根据不同药品的包装要求,选择适合的包装设备。
常见的药品包装设备有自动上料机、自动分装机、自动封口机等。
需要根据生产规模和需求来确定所需设备的数量和型号。
2. 设备之间的协调性在选择设备时,需要考虑到不同设备之间的协调性,以确保生产线能够顺畅运行。
- 设备之间应具有良好的传送带连接或其他传输方式,以便于药品在不同设备之间的流转。
- 不同设备之间应具有合适的接口和通信功能,以实现数据传输和控制。
3. 设备配置与自动化程度全自动药品包装工作站应该尽可能实现高度自动化。
可以通过以下方式提高自动化程度:- 使用智能控制系统:通过智能控制系统对整个生产线进行集中管理和控制,实现自动化操作。
- 使用机器人或自动化装置:在生产线上使用机器人或自动化装置,代替人工进行一些重复性、繁琐的操作,提高生产效率。
药品(胶囊)包装的检测控制系统
药品(胶囊)包装的检测控制系统作者:胡越来源:《现代电子技术》2009年第21期摘要:详细介绍药品包装检测系统的硬件构架以及软件编写。
并以传感器原理以及特性为基础,设计光纤传感器检测方案,并在性能、价格上对解决方案进行了创新与改进,即使用反射式红外传感器探测。
系统采用AVR系列MCU,驱动电路选用MC1413芯片。
为了方便现场程序调试,主板上设有ISP下载口;为了方便与车间控制间的计算机通讯,主板上设有RS 232串口。
实践证明,该系统具有很好的检测效果。
关键词:传感器;监测控制;单片机;AVR;MCU;ISP;RS 232中图分类号:TP29 文献标识码:A文章编号:1004-373X(2009)21-207-03Detecting Control System for Capsule PackagingHU Yue(Information College,East China Normal University,Shanghai,201824,China)Abstract:The entire hardware and software of this detecting system are introduced in detail.Based on theories and characteristics of sensors,a way of using optical fiber sensor is designed.Considering the capability and price,the measure-using reflection type infrared sensor is ing AVR series MCU and the chip(MC1413) for drive circuit.For the convenience of spot program debugging and the communication with console of the workshop,ISP download interface and RS 232 serial port are given.It proves that the system has good effect of detection.Keywords:sensor;monitoring control;single chip computer;AVR;MCU;ISP;RS 2320 引言上海华大集团华爱食品有限公司生产的药品胶囊出口远销日本。
PLC在包装机控制系统中的应用案例

PLC在包装机控制系统中的应用案例包装机控制系统是现代工业生产中不可或缺的一部分,它用于自动化地完成产品的包装、封装和标记等工作。
在包装机控制系统的设计中,可编程逻辑控制器(PLC)起到了关键的作用。
本文将介绍几个PLC在包装机控制系统中的应用案例,以展示其强大的功能和优势。
案例一:自动灌装系统在药品和化妆品等行业中,自动灌装系统被广泛应用于精确灌装工艺。
PLC通过控制各个执行机构和传感器,实现了各种液体药品或化妆品的定量灌装。
其工作流程如下:1. PLC接收到操作员的灌装指令后,控制输送机将空瓶运送到灌装位置。
2. 传感器检测到空瓶后,PLC控制灌装阀开启,精确控制液体的流量和时间,完成灌装。
3. 灌装完成后,PLC控制阀闭合,输送机将已灌装的瓶子送至后续封装环节。
案例二:自动包装系统在食品、日化等行业中,自动包装系统能够高效地完成包装、封装和标记等工作。
PLC在自动包装系统中的应用可以大大提高生产效率和产品质量。
其工作流程如下:1. PLC接收到操作员的包装指令后,控制输送系统将待包装产品送至包装台。
2. 传感器检测到产品到达后,PLC控制夹持装置将产品夹持住,然后开始包装。
3. PLC控制封口机构进行封口,确保产品包装的密封性和完整性。
4. 包装完成后,PLC控制打印机进行标记,例如打印生产日期和批次号。
5. PLC控制输送系统将包装好的产品送至下一环节,以完成整个包装过程。
案例三:包装机故障检测系统在包装机的运行过程中,故障的发生是不可避免的。
为了提高设备的稳定性和降低故障率,可以利用PLC构建故障检测系统,实时监测包装机的状态,并及时进行故障诊断。
其工作流程如下:1. PLC通过传感器实时监测包装机各个部位的运行状态,例如电机轴的转速、电流的变化等。
2. 当监测到异常情况时,PLC会自动记录故障信息,并通过报警器或显示屏向操作员发出警报。
3. PLC根据故障信息,可远程与维修人员通讯,提供详细的故障信息,以便快速定位和处理故障。
基于plc药品包装机毕业设计

基于plc药品包装机毕业设计药品包装机是一种用于药品包装的自动化设备。
它可以实现药品的自动装盒、封盒、贴标签等功能,大大提高了药品包装的效率和质量。
在药品生产企业中,药品包装机已经成为必备的设备之一。
基于PLC(可编程逻辑控制器)的药品包装机是目前市场上应用较广泛的一种包装机。
PLC是一种用于工业自动化控制的电子设备,它具有可编程性、可扩展性和可靠性强的特点,能够实现对药品包装机的精确控制。
在设计基于PLC的药品包装机时,首先需要明确包装机的功能需求。
根据药品的特性和包装要求,确定需要实现的功能模块,例如药品输送模块、药品装盒模块、封盒模块、贴标签模块等。
每个功能模块都需要与PLC进行连接,通过PLC对各个模块进行控制和调度。
药品输送模块是整个包装机的核心部分,它负责将药品从生产线传送到包装机上。
在设计药品输送模块时,需要考虑输送速度、输送精度和输送稳定性等因素,确保药品能够准确、稳定地进入下一个功能模块。
药品装盒模块是将药品从输送带上取下并放入盒子中的部分。
在设计药品装盒模块时,需要考虑装盒速度、装盒精度和装盒稳定性等因素,确保药品能够准确、稳定地放入盒子中。
封盒模块是将已经装好药品的盒子进行封口的部分。
在设计封盒模块时,需要考虑封盒速度、封盒质量和封盒稳定性等因素,确保封口牢固、美观。
贴标签模块是将已经封好盒子贴上标签的部分。
在设计贴标签模块时,需要考虑贴标签速度、贴标签精度和贴标签稳定性等因素,确保标签能够准确、稳定地粘贴在盒子上。
除了以上功能模块外,还需要考虑安全性和可靠性。
在设计药品包装机时,需要设置各种传感器和保护装置,确保操作人员的安全,并且减少故障发生的可能性。
在编写PLC程序时,需要根据各个功能模块的工作流程进行编程。
通过PLC程序对各个功能模块进行控制和调度,实现整个包装机的自动化运行。
在测试阶段,需要对整个包装机进行功能测试和性能测试。
通过对各个功能模块进行测试,检查其运行是否正常,并进行必要的调整和优化。
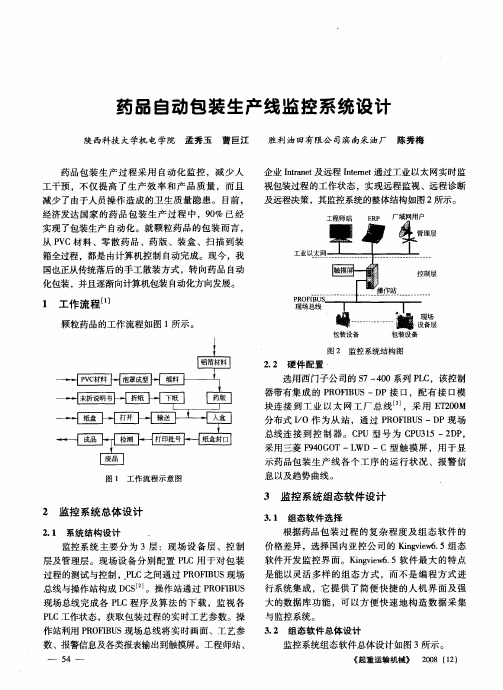
药品自动包装生产线监控系统设计
计 算机 和 外 部 设 备 硬 件 连 接 后 ,为 了实 现 组 态 王 和外 部 设 备 的 实 时 数 据 通 讯 ,必 须 在 组 态 王
数变化 趋势 ; 日报 表记 录每个 变量 整点 的数 据, 可 随时 打 印 ,也 可通 过 E C L察 看打 印 【 。 XE 5 ]
颗粒 药品 的工 作流 程如 图 1 所示 。
包装 设备 包装 设备
图 2 监控系统结构图
2 2 硬 件配置 ‘ .
选 用西 门子公 司 的 S 40系列 P C,该控 制 7— 0 L 器带有 集 成 的 P O IU R FB S—D P接 口,配有 接 口模 块连 接 到 工 业 以太 网 工 厂 总 线 _ ,采 用 E 2O 3 J TO M 分布式 IO作 为从 站 ,通 过 P O IU / R FB S—D P现 场 总线 连 接 到 控 制 器 。C U 型 号 为 C U 1 P P 35—2 P D ,
《 起重运输机械》 面 ( 面 图略 ) 的 开 发 ,实 现 药 品 包 界
装生产线的实时控制。友好 的控制界 面使人 机对 话更 为 清 晰 ,用 户 可 根 据 监 控 主 画 面 选 择 下 一 步
的操 作 界 面 。系 统 管 理 界 面 用 于 不 同级 别 用 户 登 陆进 行不 同 级别 操 作 ;现 场 画 面用 于 对 现 场 生 产
采用三菱 F 4 G T—L 90 O WD—C型触摸屏 ,用于显 示药品包装生产线各个工序的运行状况、报警信 息 以及趋 势 曲线 。
图 1 工 作 流 程 示 意 图
3 监控系统组态软件设计 2 监控 系统总体设计
2 1 系统 结构设 计 . 3 1 组态软 件选 择 .