机床操作记录表
车床日常点检表

车床设备日常点检表
R- 047 年月日
型号设备编号:制造厂:使用车间:操作者:
检查日期与记录
检查项目检查内容及要求周期1234 56 7 8 910 11 121314151617181920212223 2425262728 293031 序号
1 传动离合器开机中是否有过紧、打滑日
2 各轨道面导轨清洁、有无研、拉、碰损伤日
3 各变速手柄操作中检查是否灵活日
4 操纵机构操作中检查是否灵活、定位明显日
5 防护罩、当屑板、护板是否齐全、牢固、清洁日
6 制动器是否制动、有无烧坏日
7 各液压阀、电磁阀是否灵活、有无漏油及烧坏日
8 油泵及润滑油路油泵是否来油、油路是否畅通日
9 机床照明是否齐全、安全日
10 主传送皮带有无缺损、张紧度是否合适周
11 传动主轴有无拉毛、碰伤周
12 各润滑点、润滑情况润滑装置齐全、畅通、充足、无污物周
13 漏油情况个箱体是否漏油周
14 冷却系统(按工艺需要)是否齐全、有无漏油周
15 各电器开关、按钮是否完整、灵敏、可靠、安全周
问处
题理
记意
录见
记录符号:完好O、异常△、待修×、修好¤处理人意见:。
数控中心设备日常保养、点检记录表
日
9.每日工作完成后进行清洁清扫工作
操作员
日
10.维持机器四周环境整洁
操作员
日
11.检查工作灯,警示灯是否正常
维护员
日
12.检查油压单元管是否有渗漏现象
维护员
日
13.清洗热交换器的空气滤网,冷却泵、润滑油泵滤网
维护员
周
14.检查刀具拉栓是否松动,刀把是否清洁
维护员
周
15.检查三轴机械原点是否偏移
操作员
日
3.检查气动三联件油液面高度;每天将气动三联件滤油罐内水气由排水开关排出
操作员
日
4.检查空气压力为5kg以上
操作员
日
5.检查主轴内锥孔空气吹气是否正常,用干净棉布擦拭主轴内锥孔
操作员
日
6.清洁刀库刀臂和刀具,尤其是刀套
操作员
日
7.清洁暴露在外的极限开关以及碰块
操作员
日
8.清除工作台、机床内、三轴伸缩护罩上的切削物
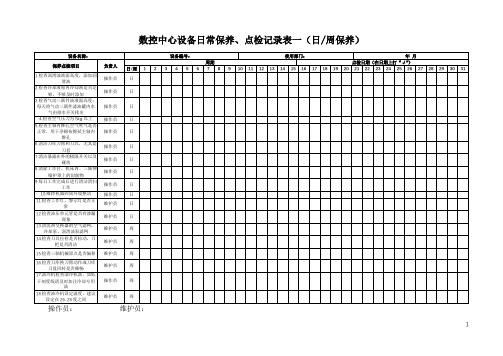
数控中心设备日常保养、点检记录表一(日/周保养)
设备名称:
设备编号:
使用部门:
年月
保养点检项目
负责人
周期
点检日期(在日期上打“√”)日/周123
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1.检查润滑油液面高度,添加润滑油
操作员
日
2.检查冷却液箱内冷却液是否足够,不够及时添加
设备检查记录表
设备检查记录表2.阀门、管道、附件安装牢固,无松动、漏气、漏液等情况。
3.安全阀、压力表、液位计等安全装置齐全、灵敏、可靠。
4.内部清洁无异味,无积水、杂物、沉淀物等。
5.周围无易燃易爆物,无明火、静电等危险因素。
检查结果是否备注设备检查记录表四车间:工区年月日检查人:设备分类:金属加工机床制造厂名:设备名称:XXX加工机床出厂日期:设备型号:出厂编号:检查项目:1.检查各种防护罩、防护栏,确保完备可靠。
2.检查防止夹具、卡具松动或脱落的装置,确保完好。
3.检查各种限位、连锁保护装置以及操作手柄,确保灵敏可靠。
4.检查机床照明是否符合要求。
5.检查润滑系统是否工作正常,润滑油是否足量。
6.检查启动、停机按钮是否工作正常。
7.检查是否备有清除切屑的专用工具。
检查结果:是备注:设备检查记录表四车间:工区年月日检查人:设备分类:送(排)风设备制造厂名:设备名称:XXX送(排)风设备出厂日期:设备型号:出厂编号:检查项目:1.检查送(排)风机风量是否符合使用要求。
2.检查启动、停机按钮是否工作正常。
3.检查皮带传动装置、联轴器等旋转部位是否安装防护罩。
4.检查传动皮带是否有裂口、破损、严重磨损。
5.检查电机盘车是否正常。
6.检查运行两小时温升是否异常。
7.检查设备与底座连接是否牢固,减震垫是否完好。
8.检查热力管道保温层是否完好,热交换管道是否有严重腐蚀、泄漏。
9.检查过滤器滤芯是否有破损、堵塞。
10.检查各种限位、连锁保护装置是否灵敏可靠。
检查结果:是备注:。
各种机床的操作规程

各种机床的操作规程各种机床的操作规程1.立式车床操作规程2.卧式车床操作规程3.牛头刨床(机械传动)操作规程4.金属锯床操作规程5.金属切削机床通用操作规程6.卧式多刀、仿形车床操作规程7.卧式镗床操作规程8.齿轮机床操作规程9.龙门刨床操作规程10.拉床操作规程11.卧式单轴、多轴自动半自动操作规程12.钻床操作规程13.专用铣床操作规程14.插床操作规程15.六角车床操作规程16.立式多轴半自动车床操作规程17.普通铣床操作规程18.组合机床操作规程19.铣端面打中心孔机床操作规程20.精密机床通用操作规程21.高精磨床操作规程22.座标镗床操作规程23.木工机床操作规程立式车床操作规程适用机型:1、普通立式车床:C724,C512(153),C512A,C5112A,C512-1(1531),C516A(1541),C5225,C534J1(1532),CQ5250/1,1KCE,C5116A,CY5112,修造厂用5M立车。
2、立式程控转塔车床:S3-208。
3、立式双轴转塔车床:CB3640·2。
一、认真执行《金属切削机床通用操作规程》有关规定。
二、认真执行下述有关立车通用规定:(一)工作中认真做到:1、工件的毛面不准直接安置在工作台面上,应用垫铁或螺旋顶支承;严禁利用工作台面进行其他作业如用锤击校正工件、焊接工件等等。
2、找正工件时只能点动工作台低速回转找正,不准高速找正。
3、开停工作台时,工作台开停手把只能用手扳动,严禁用脚蹬。
4、工作台转动时不准干做横梁升降和刀架快速移动。
5、移动横梁时须先松开夹紧装置,移动完毕应立即夹紧。
横梁每次下降后,应其上升少许,以消除丝杠、螺母间隙。
6、不允许垂下直刀架及侧刀架的滑枕伸出很长的情况下进行重力切削加工;使用垂直刀架进行加工,特别是作重力切削时,应将栋梁尽可能降到接近工作的位置上。
7、作断续切削加工时,要适当减少进刀量和工作台转速。
调机产品登记记录表

机品”章或写上“调机品”标识
3)使用过的调机品经确认废品时需做明显破坏
确认:
调机产品登记记录表
调机部门:
班组:
日期:
记录编号:
序 号
产品编号/版 本
模具号使用机床Fra bibliotek领料 数量
领料人
班长
调机结果
合格 废品 未调 品数 数 品数
IPQC 确认
仓库确认
入库 总数
签名
1
备注
2
3
4
5
6
注:1)每次调机产品的领料数量务必等于最后调机产品的入库总数
2)所有调机品在仓库铝材必须盖上“调机
品”或包上“调机品”标语
3)使用过的调机品经确认废品时需做明显破坏
确认:
调机产品登记记录表
调机部门:
班组:
日期:
记录编号:
序 号
产品编号/版 本
模具号
使用机床
领料 数量
领料人
班长
调机结果
合格 废品 未调 品数 数 品数
IPQC 确认
仓库确认
入库 总数
签名
备注
注:1)每次调机产品的领料数量务必等于最后调机产品的入库总数
2)所有调机品在仓库领出时必须盖上“调
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
D 设备点检、交接记录表

重要度
设备点检、交接记录表
符号标识:
正常:√
异常:╳
待修:○
修好:△
编号:
□关键
□重要
□一般
检查日期
NO.
点检项目
检查内容
检查方法
检查间隔期
日班
中班
夜班
1
工装、模具
状态是否完好
目视
1次/班
2
机台
是否清洁
目视
1次/班
3
关节油路
油路是否畅通
目视、手试
1次/班
4
按钮开关
接触是否良好
手接触
1次/班
5
马达
是否有异音
听、试转动
1次/班
6
传动系统
传动是否正常
运转、听
1次/班
7
安全装置
是否安全可靠
接触
1次/班
操作者工号
接班人工号
异常情况及处理纪录
故障现象摘要
故障排除摘要
编制:车间主任:
数控机床基本操作

数控机床基本操作1、开机开机的步骤如下:1)启动气泵(利用气压紧固刀具的数控机床);2)等气压到达规定值后,打开机床总电源;3)按下系统面板上POWER<ON>按钮,将进入系统启动状态;4)系统启动完成后,观察显示器上是否有报警,如有报警,按下面看报警信息,并解除报警,方可对机床进行下一步操作。
还会出现冷却液液面低报警,润滑油液面低报警等等,需要采取相应的措施接触报警。
2、返回参考点这是开机后,为了使数控机床找到机床坐标的基准所进行必须操作。
其操作步骤如下:1)按POS按钮,选择综合,观察机械坐标值,看机械坐标值是否在小于-100,如果不是,需要选择JOG手动移动坐标轴,使其数值达到要求,方可进行下一步操作;如果符合要求则直接进行下一步操作即可;2)选择REF档位,按下+X、+Y、+Z,然后按后,在LED显示界面,显示零点灯亮,即完成回零动作;3)回到零点后,要及时退出零点,以避免长时间压住行程开关而影响其寿命,按JOG选择各个轴与零点反方向移动离开零点即可;注意:有时因紧急情况按下<紧急停止按钮>、<机床锁住>、<Z轴锁>、<空运行>等按钮后,都要重新进行机床返回参考点操作,否则数控机床系统会对机床零点失去记忆而造成事故。
3、显示坐标方式数控铣床CRT面板显示坐标的按钮为POS按钮,在显示界面有三种坐标,分别是综合、绝对、相对。
下面分别对各个坐标形式进行讲解:1)相对坐标的作用,一是它可以在机床任意位置进行清零或进行坐标值预定,在对刀操作过程坐标点的预定上起到很大的作用;二是相对坐标也给我们在操作机床时,使机床停留的任意一点都可以做清零,方便我们计算移动轴移动的距离。
清零的操作步骤如下:a、按POS键显示坐标;b、选择相对坐标显示方式;c、选择X轴清零时,则按X按键,此时在CRT显示屏做下端会出现“起源”闪烁;d、按下“起源”,此时X轴清零完成,同理进行Y、Z轴的清零;2)综合坐标的作用,能够同时显示相对、绝对、机械坐标的变化。