钣金件设计基础共26页文档
钣金设计基础

阵列
创建矩形阵列:选择要复制的元素,然后设置阵列类型、参数和参考方向 创建圆弧阵列:选择要复制的元素,然后设置轴参考参数、参考方向以及
径向定义 创建用户定义的阵列:选择要复制的元素,然后定位草图和定位点
➢ 只可复制凸缘、剪口、孔、镜像、冲压(除加强筋)、无圆角冲压 (半径=0)等特征。
钣金识别
创建类锥面钣金(仅能作为第一个特征创建)
从曲面(开放或封闭)创建: 要求曲面为较规则的简单曲面。 如果使用“loft ”选项生产曲面,放样草绘平面必须为平行且不在同 一面上的两个(?)面。 用于展开类锥面的“参考线圈 reference wire “及”不动点invariant point”、“撕裂线tear wire”必须位于所选面上。
K 因子是折弯内半径(中性材料层)与钣金件厚度的距离比。K 因子 使用公式 k 因子 = δ/T 计算。
δ
创建壁
1)生成基于草绘轮廓的壁
A、从草图直 接创建,还可 以从草图直接 生成内涵剪口 的壁
B、从边创建, 可以使用默认 草绘、或重新 编辑草绘。方 法:选边,然 后点击命令, 查看或编辑草 绘。
冲压自定义特征 Creating User-Defined Stamping Features
1、自定义冲头(Punch)、压模(Die)
将冲头、压模在两个新的零件设计文件中创建,然后 再创建“冲压自定义特征”时激活冲头、压模零件设 计文件进行选取(在特征树上表现为相关实体)。
直接在钣金文件中插入两个“几何体”分别创建冲头、 压模几何。
选取面
由草绘创建面
类似拉伸样条线
直接从草绘轮廓创建
两草绘对应边必须互为偏移关系,所以生成“钣金件”只能 为“类锥件”、“柱件”或“平面件”。
钣金件设计规范教学内容.ppt
应用2
13
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
应用2
14
钣金件的卷圆成形 两种卷圆的成形工艺:
应用2
15
压毛边
应用2
16
压平的成形工艺
应用2
17
推平的成形工艺
应用2
18
钣金件的压线工艺
应用2
19
钣金件常用结构的工艺要求
内翻边高度H的规格:
R
H(MIN-MAX)
T 0.8
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36
应用2
2
3
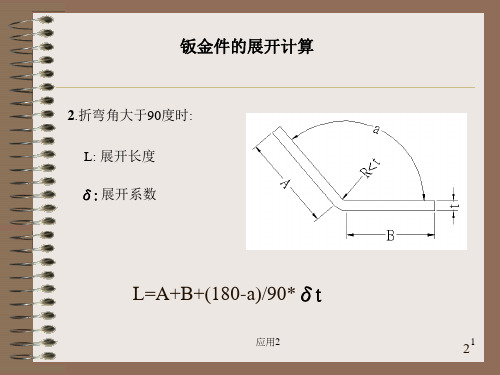
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
应用2
43
钣金件的折弯工艺
一.单边折弯:
应用2
4
二.U型折弯:
钣金件的折弯工艺
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
应用2
Hale Waihona Puke 21钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
L
T
T
≦1.0
>1.0
应用2
L 3.0 >3T
22
钣金件常用结构的工艺要求
折弯边到抽牙孔的最小距离 L:
L≧3T
L
应用2
23
2.0 5.0 10.0 2.4-3.3 2.4-3.8 2.4-4.2
1.0 3.0-3.5 3.0-4.0 3.0-4.4
Creo钣金设计基础

1.钣金件一般是指具有一定厚度的金属薄板零件,机电设备的支撑结构(如电器控制柜)、护盖(如机床的外围护罩)等一般都是钣金件。
与实体零件模型一样,钣金模型的各种结构也是以特征的形式创建的,但钣金的设计也有自己的规律。
2.在创建钣金有一下两种途径:是通过新建零件,然后选择钣金件。
?是通过实体进行转换得到钣金件。
此法是先创建实体特征,然后再进行转换。
选择转换为钣金件后弹出:驱动曲面:可将材料厚度均一的实体零件转化为钣金件。
其操作方法是选择实体表面上的曲面作为驱动面,然后输入钣金厚度值,即可。
值得注意的是,实体上与驱动面不垂直时,在转换为钣金件后,其与驱动面垂直。
(为了说明这一点我在原基础模型上添加一个斜切特征)选取驱动面前,看到。
斜切特征没有变化:选取驱动面后,看斜切特征已经变化了。
单击确定按钮,进入钣金模块。
下面看一下,使用壳进行转换(其使用方法和特征操作一样):选取要去除的曲面:单击确定按钮,进入钣金模块:看一下钣金模块的这些命令:?形状璧主要有拉伸璧、平面璧、旋转璧、混合璧、扫面璧、平整璧和法兰璧(其中这些主要是用来创建基础的钣金特的)。
?“工程"这块主要是一些后期的钣金成型处理(以后会结合实例说明):?折弯这块很重要,主要是处理钣金折弯,以及生成折弯顺序表的?”编辑“这块这要有合并,延伸,分割区域,用到多一些。
?关于钣金的一些参数看以在”文件“下的”准备“下的”模型属性里“下面就以钣金第一种方法为例进行演示(新建零件,选择钣金,进入钣金模块后,显示如图所示):看到图中除了形状里面的一些命令可以使用,其他都是未激活状态,因为其他特征是要建立在现有特征基础之上的。
下面我们就创建,第一璧,所谓第一钣金璧,就是我们最初创建的第一个钣金特征。
我们用”拉伸“和”平面“分别创建钣金璧,看一下他们的区别:首先用”拉伸”创建(单击拉伸,进入草绘模式)注意看特征要求,我绘制的是开放的截面依然满足要求绘制如图所示的图形,完成草绘后,看到:单击确定按钮,完成拉伸钣金的绘制如果我们在上一步的草绘中绘制封闭的图形是什么样的结果呢,看一下。
钣金件设计基础

43.0~48.0
5以上
120~140
H
46.0~54.0
—
140~160
冲压材料旳认识 (3/6)
5. 磷青铜片(PBS )PHOSPHOR BRONZE SPRING: 磷青铜系由青铜(铜锡合金)添加脱氧剂,磷(P)含量0.03~0.35%及其他微量元素如Fe、Zn等构成 。延展性、耐疲劳性均佳,可用于电气及机械材料,且耐蚀性,材料可靠度高于一般铜合金制品 ,以连续熔解铸造(板片、铜卷)方式制成,具高度之材质均匀性。导电性佳、弹性高、富耐磨耗 ;是电气开关、端子等应用之弹片及导电材料,但没有不锈钢之强度。外观须电镀。故目前在 Notebook 用于EMI之需求 .
钣金产品结构设计资料(doc 26页)

钣金产品结构设计资料第一章金属材料SPCC 一般用钢板,表面需电镀或涂装处理SECC 镀锌钢板,表面已做烙酸盐处理及防指纹处理SUS 301 弹性不锈钢SUS304 不锈钢镀锌钢板表面的化学组成------基材(钢铁),镀锌层或镀镍锌合金层,烙酸盐层和有机化学薄膜层.有机化学薄膜层能表面抗指纹和白锈,抗腐蚀及有较佳的烤漆性.SECC的镀锌方法热浸镀锌法 :连续镀锌法(成卷的钢板连续浸在溶解有锌的镀槽中板片镀锌法 (剪切好的钢板浸在镀槽中,镀好后会有锌花. 电镀法: 电化学电镀,镀槽中有硫酸锌溶液,以锌为阳极,原材质钢板为阴极.1-2产品种类介绍1.品名介绍材料规格后处理镀层厚度 S A B C*D*E S for SteelA:EG (Electro Galvanized Steel)电气镀锌钢板---电镀锌一般通称JIS镀纯锌 EG SECC (1)铅和镍合金合金EG SECC (2)GI (Galvanized Steel) 溶融镀锌钢板------热浸镀锌非合金化 GI, LG SGCC (3)铅和镍合金 GA, ALLOY SGCC (4)裸露处耐蚀性2>3>4>1熔接性2>4>1>3涂漆性4>2>1>3加工性1>2>3>4B: 所使用的底材C (Cold rolled) : 冷轧H (Hot rolled): 热轧C: 底材的种类C: 一般用D: 抽模用E: 深抽用H: 一般硬质用D: 后处理M: 无处理C: 普通烙酸处理---耐蚀性良好,颜色白色化D: 厚烙酸处理---耐蚀性更好,颜色黄色化P: 磷酸处理---涂装性良好U: 有机耐指纹树脂处理(普通烙酸处理)--- ---耐蚀性良好,颜色白色化,耐指纹性很好A: 有机耐指纹树脂处理(厚烙酸处理)---颜色黄色化,耐蚀性更好FX: 无机耐指纹树脂处理---导电性FS: 润滑性树脂处理---免用冲床油E: 镀层厚1-4物理特性膜厚---含镀锌层,烙酸盐层及有机化学薄膜层,最小之膜厚需0.00356mm以上. 测试方法有磁性测试(ASTM B499), 电量分析(ASTM B504), 显微镜观察(ASTM B487)表面抗电阻---一般应该小于0.1欧姆/平方公分.1-5盐雾试验----试片尺寸100mmX150mmX1.2mm, 试片需冲整捆或整叠铁材中取下,必须在镀烙酸盐后24小时,但不可超过72小时才可以用于测试,使用5%的盐水,用含盐的水汽充满箱子,试片垂直倒挂在箱子中48小时。
ProE(钣金)

所有的绿色及白色转折面
注:选择固定面时,所有的绿色固定面都要选择,而选择转折面时,所有的绿色及白色转折面都要选择。
钣金展开——剖面驱动
剖面驱动的展开:展开钣金时,先选取固定面,再指定一条剖面线,来决定变形曲面展开的形状。此方式常用以展开具不规则外形的薄壁及薄壁上的薄唇或凸缘。 固定边线:此为固定面与想要展开面的交接线。 剖面线:为钣金的边界线或曲线,用以控制展开的几何形状,此曲线必须与固定面共面。 固定侧:钣金展开时在固定线的两侧想要保持不动的那一侧,此侧必须为平面。 当指定完上述数据后,Pro/E即在剖面线的垂直方向产生众多的2D切面,然后以固定边线为旋转轴,将这些切面展开摊平至固定面。
创建钣金零件的工具
钣金件薄壁工具 分离壁 连接壁 带半径 无半径 延伸 折弯操作工具 折弯 展平 折弯回去 平整形态 变形区域 钣金件切割工具
造型工具 成形 平整成形 缝 切口 冲压 其它工具 合并壁 转换 边折弯 止裂槽 拐角止裂槽 壁止裂槽 边止裂槽
3 展平钣金零件 3.1展平钣金件零件–概述 3.2展平可延展曲面 3.3展平不可延展几何 3.4创建可延展几何 向几何添加裂缝 创建变形区域 使用钣金件转换工具 3.5创建折弯回去特征
6 折弯钣金零件 6.1创建折弯特征 6.2使用折弯选项 6.3定义折弯线 6.4定义缺省折弯半径
5 钣金零件成形 5.1创建成形特征概述——造型的印贴 5.2模具和冲孔 5.3参照零件 5.4使用多个成形 5.5参考零件的影响 5.6排除面的使用 5.7使模型恢复平整 5.8使用特征平整边
die参考零件
模具和冲孔
1、利用模具或冲孔来生成钣金上的印贴特征时,首先须指定模具或冲孔在钣金上的位置,其指 定方式与零件的装配方式相同:
钣金工艺与结构设计基础知识
钣金工艺与结构设计基础知识钣金工艺是一种通过切割、弯曲和连接金属板材来制作零部件的加工技术。
它在制造业中广泛应用于汽车、航空航天、建筑和电子设备等领域。
在进行钣金工艺过程中,结构设计是非常重要的一环。
本文将介绍钣金工艺的基础知识和结构设计的要点。
一、钣金材料与工艺1.钣金材料常见的钣金材料包括钢板、不锈钢板、铝板和铜板等。
根据不同的应用要求,选择合适的材料具有关键性意义。
例如,在汽车制造中,选择高强度的钢板可以提高车身的刚度和抗冲击能力。
2.钣金工艺钣金工艺包括切割、弯曲和连接等步骤。
(1)切割:常用的切割方式有剪切、冲孔和激光切割等。
剪切适用于较为简单的板件切割,而冲孔则适用于大批量、形状复杂的孔洞加工。
激光切割则可以实现高精度和高速度的切割。
(2)弯曲:弯曲是钣金加工中常见的工艺,可通过手动操作或机械设备完成。
弯曲时需要考虑材料的强度和可塑性,以及弯曲半径和角度等参数。
(3)连接:钣金件的连接方式主要包括螺栓连接、焊接和胶接等。
螺栓连接适用于需要经常拆卸的场合,焊接则适用于要求结构强度和密封性的场合。
二、钣金结构设计的要点1.结构设计原则在进行钣金结构设计时,应遵循如下原则:(1)功能性:钣金结构设计应满足其所需的功能要求。
例如,在汽车制造中,车身的结构设计要保证车身的刚度和安全性能。
(2)成本和效率:钣金结构设计应尽量降低制造成本,提高效率。
例如,合理设计零部件的结构,可以减少材料的浪费和加工的时间。
(3)安全性:钣金结构设计应符合相关的安全标准和要求,保证使用的安全性。
例如,在电子设备的机箱设计中,需要考虑电磁屏蔽和防护措施。
2.结构设计要点(1)产品结构:钣金产品的结构设计应考虑其功能使用和生产工艺要求,保证产品质量和性能。
例如,汽车车身的结构设计应考虑车身强度和刚度的要求。
(2)结构材料:钣金结构设计应选择合适的材料,满足强度、刚度和耐腐蚀等要求。
各种材料的特性不同,对加工工艺要求不同,需要根据不同的应用场景进行选择。
钣金设计基础教程PPT培训课件
详细描述:介绍如何将多个钣金件组合成一个完整的组件或产品,涉及装配、连接、优化等方面的知 识,适合学员全面掌握钣金设计技能。
05
钣金设计常见问题及解决方案
问题一:如何优化钣金设计方案?
01
优化设计方案
04
• 材料选择:根据产品需求选择合适的材料,如不锈钢 、铝合金等,考虑其强度、耐腐蚀性及成本。
课程内容丰富
课程涵盖了钣金设计的基本概念、 材料特性、工艺流程、设计原则 等方面的知识,为学员提供了全 面的学习内容。
教学方法多样
课程采用了PPT演示、案例分析、 实践操作等多种教学方法,使学 员能够更加深入地理解和掌握所 学知识。
课程展望
1 2 3
深化实践操作
在未来的课程中,可以增加更多的实践操作环节, 让学员通过实际操作来巩固所学知识,提高设计 技能。
焊接
将两块或多块板材通过焊接方 式连接在一起。
表面处理
对钣金件表面进行喷涂、电镀 等处理以提高其耐腐蚀性和美
观度。
钣金设计原则
功能性
满足产品所需的功能要求,确 保结构的稳定性和可靠性。
工艺性
便于加工制造,降低生产成本 ,提高生产效率。
可靠性
考虑材料的力学性能、耐久性 以及安全性等因素,确保产品 在使用过程中稳定可靠。
接性能。
不锈钢
具有优异的耐腐蚀性能 和良好的机械性能,常 用于需要高耐久性的场
合。
铝合金
质轻、耐腐蚀、易于加 工,广泛应用于航空、
汽车等领域。
铜及铜合金
导热性好,易于加工, 常用于散热器和电气连
接件。
钣金加工工艺
01
02
03
04