石油钻杆漏磁检测技术
钻杆无损检测工艺技术研究与应用
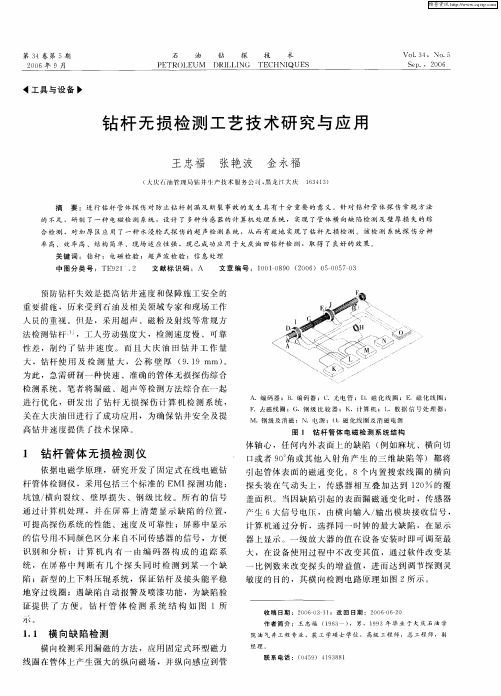
的 不足 .研 制 了一 种 电磁 检 测 系统 ,设 计 了 多种 传 感 器 的计 算机 处 理 系统 , 实现 了 管体 横 向缺 陷 检 测 及 壁 厚 损 失 的 综
合 检 测 ,对 加 厚 区应 用 了 一种 水 浸 轮 式探 伤 的超 声检 测 系 统 ,从 而 有 效 地 实现 了钻 杆 无损 检 测 。该 检 测 系统 探 伤 分 辨
线 圈在 管体上 产生 强 大的 纵 向磁场 ,并 纵 向感 应到 管
联 系 电话 :( 4 9 4 3 8 0 5) 1 8l 9
维普资讯
引起 管体表 面 的磁通 变 化 。8个 内置 搜索 线 圈 的横 向 探 头 装在气 动 头上 ,传 感 器 相互 叠 加 达 到 1 0 的覆 2 盖 面 积 。当因 缺 陷引起 的 表 面漏磁 通 变化 时 ,传感 器 产 生 6大信 号 电压 ,由横 向输 入 出模块 接 收信 号 , 输 计算 机通过 分 析 ,选 择 同一 时钟 的最 大缺 陷 ,在显 示 器 上显 示 。一 级放 大器 的值 在 设备 安 装时 即 口调 至最 丁
为 此 ,急需研 制一 种快 速 、准确 的管体 无损 探 伤综合
检 测系统 。笔 者将 漏磁 、超声 等检 测方 法综 合在 一起 进 行优 化 ,研 发 出 厂钻 杆 无 损 探 伤 计算 机 检测 系统 , 关在大 庆油 田进行 了成 功 应用 ,为 确保 钻井 安伞 及 提 高 钻井 速度 提供 r技术 保 障 。
率 高 、效 率 高 、结 构 简单 、现 场 适 应性 强 , 现 已成 功 应 用 于 大庆 油 田钻 杆 检 测 ,取 得 了 良好 的 效 果 。 关 键 词 :钻 杆 ; 电磁 检 验 ;超 声 波 检 验 i信 息 处 理
钻杆在线漏磁探伤系统探头静磁力的数值模拟

( 1 . C o l l e g e o fMe c h a n i c a l ,S t o r a g e a n d T r a n s p o r t a t i o n E n g i n e e r i n g ,C h i n a U n i v e r s i t y fP o e t r o l e u m,B e i j i n g 2 . N a n j i n g W a l l y E —
Num e r i c a l S i mu l a t i o n o f t h e S t a t i c Ma g n e t i c Fo r c e o f Pr o be o n Dr i l l p i pe Onl i ne M FL De t e c t i o n S y s A P E T R O L E U M M A C H I N E R Y
. _ 钻 井技 术 与 装 备
2 0 1 3 年
第4 1卷
第1 1 期
钻杆 在 线漏磁 探伤 系统 探 头 静磁 力 的数值 模 拟
蒋 开 文 林 立 马义 来 苏 小祥
f o r c e wa s c o n d u c t e d . Th e a n a l y s i s s h o ws t h a t ,d u e t o t he e x i s t e n c e o f d r i l l p i p e’ S c y l i n d r i c a l s u r f a c e, t h e g a s g a p
( 1 .中国石 油大学 ( 北京 )机械 与储 运工程 学院 2 .南京华睿川 电子科技 有限公 司)
漏磁内检测技术在成品油管道盗油孔
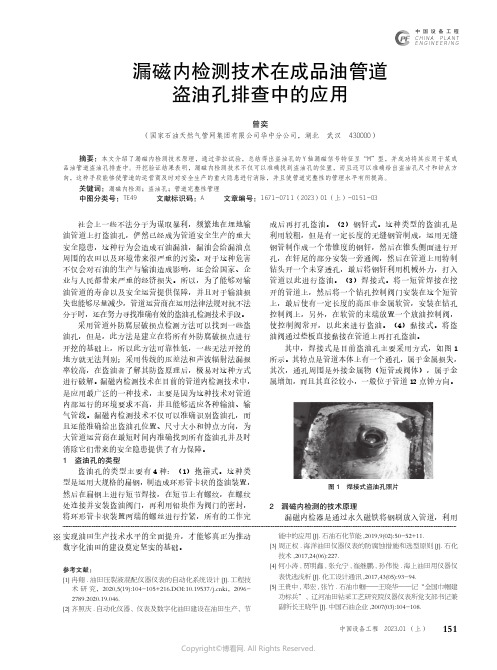
图1 焊接式盗油孔照片
漏磁内检测的技术原理
漏磁内检器是通过永久磁铁将钢刷放入管道,利用
能中的应用[J].石油石化节能,2019,9(02):50-52+11.
周正权.海洋油田仪器仪表的防腐蚀措施和选型原则,2017,24(06):227.
何小涛,贾明鑫,张允宁,崔继鹏,孙伟俊.海上油田用仪器仪表优选浅析[J].化工设计通讯,2017,43(05):93-94.
王贵中,邓宏,张竹.石油巾帼——王晓华——记“全国巾帼建功标兵”、辽河油田钻采工艺研究院仪器仪表所党支部书记兼副所长王晓华[J].中国石油企业,2007(03):104-108.
中国设备工程 2023.01 (上)
图2 漏磁检测的原理图
3 盗油孔漏磁信号特征
通过牵拉试验,可以准确判断盗油孔的漏磁信号特征,因此,在一根管径219管道上,模拟盗油孔特征,做了4个模拟盗油孔(如图3所示),其对应的Y轴漏磁信号特征如图4所示,可以看出,Y轴信号特征呈“M”型,即先增大后减小再增大,这是因为盗油孔一般是一根钢管短节或一个小球阀,其中心是空心的,但是管体或阀体是焊接在主管道上的,因此,其漏磁信号特征分为两个部分:一部分是由于外部的金属对其增加信号,其实际的特征是外部的短管管体或者外部阀体;另一部分是由于内部的金属损失形成的信号,其实际特征是管。
钻杆漏磁探伤仪
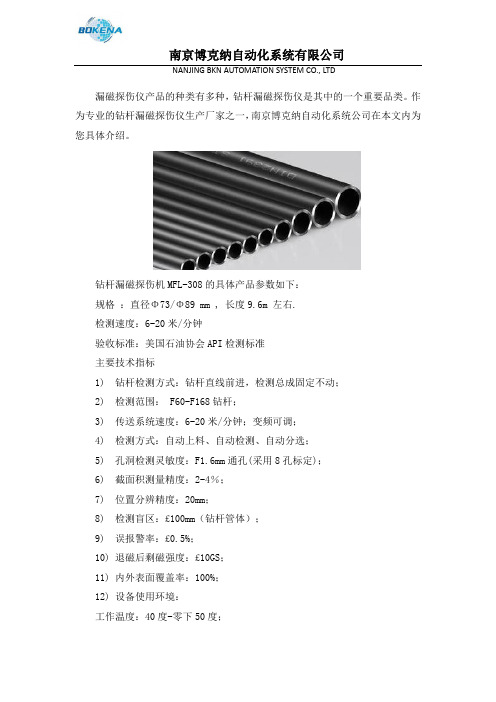
漏磁探伤仪产品的种类有多种,钻杆漏磁探伤仪是其中的一个重要品类。
作为专业的钻杆漏磁探伤仪生产厂家之一,南京博克纳自动化系统公司在本文内为您具体介绍。
钻杆漏磁探伤机MFL-308的具体产品参数如下:
规格:直径Φ73/Φ89 mm , 长度9.6m 左右.
检测速度:6-20米/分钟
验收标准:美国石油协会API检测标准
主要技术指标
1) 钻杆检测方式:钻杆直线前进,检测总成固定不动;
2) 检测范围: F60-F168钻杆;
3) 传送系统速度:6-20米/分钟;变频可调;
4) 检测方式:自动上料、自动检测、自动分选;
5) 孔洞检测灵敏度:F1.6mm通孔(采用8孔标定);
6) 截面积测量精度:2-4%;
7) 位置分辨精度:20mm;
8) 检测盲区:£100mm(钻杆管体);
9) 误报警率:£0.5%;
10) 退磁后剩磁强度:£10GS;
11) 内外表面覆盖率:100%;
12) 设备使用环境:
工作温度:40度-零下50度;
工作湿度:0-95%;
钻杆漏磁探伤机产品选购,请联系南京博克纳自动化系统有限公司。
南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专业研制无损检测仪器及设备的高科技企业。
公司致力于涡流、漏磁及各种非标设备的研制,已拥有自主研发的多项国家专利。
产品被广泛应用于航天航空、军工、汽车、电力、铁路、冶金机械等行业。
便携式漏磁检测系统钻杆管体检测技术研究
中图分 类号 :T 9 1 E 2
文献标 志码 :B
文 章编号 :10 — 9 8 2 1 ) 2 0 3 — 4 0 1 3 3 (0 1 1 — 0 2 0
Re e r h o I p c i n Te hn l g fDrl p d y s a c n ns e to c o o y o ilPi e Bo y b Usng Po t bl a n tc Fl x Le k g ns e to S t m i r a e M g e i u a a e I p c i n yse
Ab t a t I b e yi t d c d d fc s y eo r i i e al r , h o s r c : t r f r u e e e t t p f i p i e t ee mmo i s d uta o i s e t n me h d fr r l i l n o d lp f u nyu e l s n ci p ci t o i r n o od l
摘
要 : 简要介 绍 了钻杆 失效 的缺 陷形 式 , 目前 国 内外对 钻杆进 行 无损检 测 常 用的 方法 以及
钻杆 现场检 测 的现状 。基 于 漏磁 3 作 原理 的检 测 系统 ,可 以有 效地检 测 出钻杆 管体存 在 的缺 -
陷 ,从 而减 少事故 隐 患。为进 一步验 证 漏磁 检 测 系统的检 测 能力 ,用 美 国某公 司 生产的携 带
po u e ysme me c o a y t d t t rl iesm l i D 1 7 m ( ) dWT 9 9 m T ersh rd c db o A r acmp n , o e c d lpp a pe t O 2 m 5 na . m. h u i e i w h i n 1 e
管道漏磁检测技术存在的问题及优化措施

管道漏磁检测技术存在的问题及优化措施摘要:油气管道大部分为埋地管道,管道特征不能通过直观的方式得到判读,随着管道服役时间的延长,管体完整性的不确定度越来越大,管道运行的安全风险越来越高。
为了避免管道穿孔漏油引发安全事故污染环境,必须定期对管道的腐蚀程度进行检测。
目前管道的检测方式主要有内检测和外检测两种。
管道内检测能在不开挖、不停输的状态下检测出管道的腐蚀状况,是目前国内外常用的一种管道检测方式。
漏磁检测技术是根据埋地管道材质的特性开发出的一种高效、实用的内检测方法,因其对管道内环境要求不高、不需要耦合剂等优点,成为目前应用最广泛也是最成熟的检测手段。
关键词:管道漏磁;检测技术;问题;优化措施随着石油天然气及石油化工行业的发展,我国在用管道数量快速增加,管道在使用过程中经常受到来自内外环境的综合影响,极易发生管壁腐蚀而直接影响管道的使用寿命。
石油生产中钻杆和输送复杂介质的油管,在其服役期间受到拉、扭、弯曲等交变载荷的影响,会造成形状改变,致使油管与抽油杆发生磨损,钻杆和油管泄漏,造成严重的损失。
因此,如何了解管道的腐蚀状况,有目的地对管道进行维修,减少事故发生,延长管道的服役时间,是企业和检测人员关心的主要问题。
管道检测方法主要有电磁超声检测法、压电超声检测法和漏磁检测法等。
其中电磁超声检测法换能效率低、受噪声干扰;压电超声检测法需要涂抹耦合剂,无法适应复杂的工况检测。
漏磁检测仪的传感器不用与被检工件进行直接物理接触,接收信号时不用耦合剂,其磁场信号不容易被外部声、光和管道内部气体、液体流动所产生的震动信号干扰,且漏磁检测仪可进行管道内部缺陷的识别,故可以在复杂工况下的工件表面快速地进行管道内外部缺陷的在线检测。
1漏磁检测原理铁磁质管体对检测器中的强磁铁产生的磁场有聚拢的作用,由于管道壁厚均匀,磁感在管道壁厚范围内均匀分布。
漏磁检测器通过对被检管道进行局部磁化,当材料表面出现裂纹或坑点等缺陷时,形成缺陷表面局部区域的漏磁场。
钻杆检测方案
钻杆检测方案钻杆是石油工业中不可或缺的重要工具,其质量和性能直接关系到钻井安全和顺利进行。
为了确保钻杆的质量和性能达到要求,钻杆检测成为一个必要的环节。
本文将介绍一种钻杆检测方案,旨在提高钻杆的质量和性能,保障钻井作业的安全与高效进行。
一、方案概述钻杆检测方案是通过一系列的测试和评估手段,对钻杆的各项指标进行全面检测,包括钻杆的材质强度、外观质量、尺寸精度、腐蚀情况等。
基于不同的钻井作业需求和钻杆种类,可以选择适合的检测手段,如无损检测、物理性能测试等。
二、方案实施步骤1. 选取样品从待检钻杆中随机选取一定数量的样品,数量可以根据实际情况而定,通常应保证检测结果的可靠性和代表性。
2. 检测外观质量对选取的钻杆样品进行外观检查,包括外观平整度、表面缺陷、油污和腐蚀等问题。
如发现异常情况,需要及时记录并进行后续处理。
3. 进行尺寸精度测试通过测量钻杆的直径、长度和倾斜等尺寸参数,进行尺寸精度测试。
可以采用激光测量仪、千分尺或其他适合的测量工具进行。
4. 材料性能测试根据钻杆的材质特点,进行相应的物理性能测试,包括强度、硬度、延展性等指标。
可以使用金相显微镜、松弛仪、冲击试验机等设备进行。
5. 无损检测通过无损检测技术,对钻杆的内部缺陷进行检测。
常用的方法包括超声波探伤、磁粉探伤等,通过对钻杆进行全面扫描和分析,及时发现并排除潜在的缺陷问题。
6. 记录和评估将检测结果进行记录,包括每个样品的检测数据和评估结果。
根据检测结果,对钻杆进行综合评估,判断其是否符合使用要求。
三、方案优势1. 提高钻杆的质量通过全面的检测手段,可以及时发现和排除钻杆的质量问题,确保钻杆的强度和性能达到要求,减少钻杆在使用过程中的故障风险。
2. 保障钻井作业的安全性钻杆的质量和可靠性直接关系到钻井作业的安全性,通过钻杆检测方案,可以提前排除潜在的安全隐患,保障钻井作业的安全进行。
3. 提高钻井作业效率通过钻杆检测,可以及时了解钻杆的状态和性能,有效地指导钻井作业的进行,提高作业效率,减少不必要的停工和修理时间。
漏磁探伤设备在油田油管杆修复检测中的应用

涡流 检测分选 。主机 由磁化 、退 磁 、收 放式传 感器 、升降
平 台组 成 。当被检抽油 杆 由传送装 置送人 探伤 主机 时 ,压 轮组 依次压下 ,传感器 收紧 ,探 芯紧贴 被检抽 油杆表 面进
行探 伤 。当被 检测抽油 杆离开探 伤主机 时 ,压 轮组依 次 } 升 ,传感器放松。整个检测过程 自动 、快速 、可靠 。
2 .孤东采油厂油管杆漏磁探伤设备简介 设备为N 一 0 R 漏磁探伤 系统 ( ) T 9ቤተ መጻሕፍቲ ባይዱ L 图1 。总体结 构分为
探伤 仪部分 、分选仪部 分和计算机 部分 ,其 中计算机 部分 是 整个检 测设 备 的控 制核 心 。探伤 仪 的主要 部件 是探 头 ,
它 由四个 探芯 组成 ,通 过固定在一 个可变 形 的四边形 支架 上 ,利用气压作 用构成 抽油杆通过 的 圆形 空腔 ,训整探 头
无损检测 安全无伤
曩 l l … …l “
漏磁探伤设 备在 油 田油管杆修 复检 测 中的应用
中 国石 化胜 利 油 田 分公 司孤 东 采 油厂 彭代 君
介绍 了漏磁探 伤设备在孤 东采油厂管、杆修 复检测 中的应用现状 ,针对探 伤检测 中存在 的问题 ,提 出 了相应的对策 ,提 高了探伤检测效果。
工业上 用 的连续 自动探伤方 法有三种 :超声 波 、涡流和漏
陷 的电磁检测 方法 即漏磁 探伤 。探 头从缺 陷处拾 取 的漏 磁 场经 放大及转换 为数字 信号后 ,经 探伤仪 器处理 直观反 映 到显示 器上 ,从 探伤仪 显示缺 陷信 号的 高低 ,直接判定 被 检测管杆 的缺陷类型与大小。
图l N 一 0 R 管杆漏磁 探伤设备 T9 C L 当管 杆通过 由四对探 头组成 的 圆形 空腔 时 ,探 芯伸 出
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
石油钻杆漏磁检测技术陈先富安东石油技术(集团)有限公司北京100102摘要:介绍采用直流局部磁化的石油钻杆的漏磁检测技术,进行基本原理讨论、试验数据分析等,说明此技术在石油钻杆和粗糙表面的管材、钢棒等方面具有高灵敏度、检测能力强和信号处理简单等优点,有较强的实用性。
关键词:石油钻杆漏磁原理检测技术Drill Pipe Magnetic Leakage Inspection TechnologyCheng XianfuAnton Oilfield Services (Group) Ltd. Beijing 100102Abstract: Based on introducing direct current partial magnetization inspection technology, discussing basic magnetic leakage principle and analyzing inspection data, the paper illuminates the advantages of the Magnetic Leakage Inspection Technology which is applied on the inspection of drill pipe and tube or rid with rough surface. Its good performance like high sensitive, strong inspection power and simple signal treatment, makes it widely used in many fields.Keyword: drill pipe, principle of magnetic leakage, inspection technology石油钻杆在油田钻井工程中,是地面旋转系统、提升系统、循环系统与钻铤、钻头联接的主要部件,通过它们达到转盘带动钻头旋转,大钩带动钻头升降,泥浆送到井底形成循环,从而实现钻头的破碎岩层并连续钻进。
正常钻进时,石油钻杆在井下要承受拉伸、压缩、扭曲和泥浆酸化等复杂交变应力,工作条件极为恶劣,随着工作频率的增大,使用时间过长,将形成疲劳裂纹,严重腐蚀坑等,因此,石油钻杆能否正常、安全的工作,是油田钻井工程能否正常进行的关键之一,在钻井工程生产中具有至关重要的地位。
针对石油钻杆运用漏磁检测技术对其进行检测,其方法的运用进行探讨,为提高石油钻杆使用效率,掌握其质量状况,减少钻井事故发生,从而提高整体经济效益具有十分积极的意义。
一、基本原理石油钻杆漏磁检测原理是建立在铁磁性材料的高磁导率的特性基础上,通过测量铁磁性材料中由于缺陷所引起的磁导率变化来检测在役石油钻杆的状况。
石油钻杆(铁磁性材料)在外加磁场的作用下被磁化,当无缺陷时,磁力线绝大部分通过铁磁性材料,此时在材料内部磁力线分布均匀;当有缺陷时,由于材料中缺陷的磁导率比铁磁性材料本身小,至使磁力线发生弯曲,并具有一部分磁力线泄漏出材料表面,通过检测该泄漏磁场,就能有效地检测出缺陷的存在,从而检测分析石油钻杆的疲劳损坏情况。
二、磁化方法1、磁化方式选择:常见的磁化方式有:交流磁化、直流磁化、交直流混合磁化。
(1)、交流磁化:由于“趋肤效应”的影响,检测深度将随着磁化电流的频率上升而呈指数曲线下降,并且大功率高频交流电源较难获得,同时考虑到石油钻杆大多为厚壁管,有一定的检测深度要求,因此,这种磁化方式一般场合较少使用。
(2)、直流磁化:该方式检测深度较深,信号处理简单,并且,大功率直流电源较容易获得。
(3)、交直流混合磁化:这种磁化方式从原理上讲,取了前两种方式之长,即考虑了检测深度又考虑了表面检测灵敏度,为理想磁化方式。
但在实际应用中,由于采用混合磁化方式后,造成励磁检测设备宠大,信号处理复杂,所以较少使用。
综上所述,石油钻杆漏磁检测时,由于多为厚壁管,要求有一定的检测深度,同时管体内外表面有氧化腐蚀存在,因此采用直流磁化方式较为适宜,本文介绍的石油钻杆漏磁检测方法,即采用直流磁化法。
2、磁化方法选择:磁化方法通常分为两种,即轴向磁化和径向磁化。
它们分别适用于穿过和旋转式检测(目前国外已有人采用组合磁化和旋转磁化,但都比较复杂)。
这里介绍一种轴向局部磁化法。
(1)、局部磁化法:为了能清楚地说明局部磁化法原理,首先分析普通磁化方法(见图1)。
由于两个磁化线圈之间存在一定距离,使得中央磁通密度较低,磁化不足,检测结果可靠性降低。
为了达到一定的可靠性,就必须加大磁化电流,确定合理的线圈距离,使两个磁化线圈这间的钻杆管体被充分磁化而达到磁饱和。
图2表示局部磁化法等效磁路磁力线分布情况。
通过对磁场进行引导,将磁极引向中央使两个检测励磁线圈的距离相对缩短,其结果就是使中央磁通密度明显增加。
因此,只需使用较小的检测励磁电流,就能将被检石油钻杆管体局部磁化并达到饱和,从而有效地提高了检测结果的可靠性。
由于降低了检测磁化电流,使得励磁电电源也较为简单。
SNBO磁化线圈检测探头中心磁通密度钻杆图4 局部磁化法等效磁化线分布图N图1 普通磁化方法磁力线分布 图2 局部磁化法等效磁力线分布图(2)、普通磁化方式和局部磁化方式磁通密度对比: ①精通磁化方式:如图3等效磁路。
Srφ 12345L-磁极间距 r-磁极半径 ф-磁通 1-励磁线圈 2-导磁套 3-检测线圈 4-试样 5-磁力线图3 磁化系统等效磁路 图4 局部磁化方式的结构示意图根据实际情况,在普通磁化方式中取:L=0.2(m )(磁化线圈间距) r=0.02(m )Φ=15⨯10-4(Wb )则有效截面积 ()2221105.42m L r S -⨯=⎪⎭⎫ ⎝⎛+=π因此,()2211/103.3m Wb S B -⨯=Φ=②局部磁化方式:()m L 01.0=(取测量线组宽度,即在线圈有效磁化区内)r=0.02(m )Φ=15⨯10-4(wb )则有效截面积()22221096.12m L r S -⨯=⎪⎭⎫ ⎝⎛+=π因此,()21212/107.7m Wb S B -⨯=Φ=所以两种方法的中心磁通密度比: ()倍23/12=B B可见,采用局部磁化法后,在同样磁通条件下,中央磁通密度将提高23倍,有效地提高了磁化程度,提高了检测结果的可靠性和准确性。
图4表示实用的局部磁化方式的结构示意图,这种磁化方式消除了由于石油钻杆管体中磁畴排列不均匀造成的局部磁性而引起的噪声。
三、信号处理方法1、直流磁化电源:输出直流电流到检测探头的励磁线圈,以产生直流磁场。
对被检石油钻杆管体进行磁化,使其达到磁和。
该电源输出必须可调,根据不同的规格选择最佳磁化点。
2、检测探头:由检测励磁圈和差动测量圈组成。
用于进行:电磁 电转换,检测石油钻杆管体中是否缺陷存在。
3、前置放大器:由于漏磁检测探头的测量线圈输出零电势极小,一般只有1—3mV 。
因此,必须对该微弱信号进行幅度放大,以便后级电路能对该信号进行各种处理。
4、滤波器:由于前置放大器的输出信号中既包含有缺陷信号,也含有其它噪声信号,如跳动、偏心、导电率变化、管径变化及壁厚变化等,通过滤波器,将其中的缺陷信号选出,其它噪声号尽可能滤掉。
5、缺陷闸门:该电路作用时将滤波输出的信号再进行处理,当有缺陷时,闸门打开;无缺陷时,闸门关闭,以提高信噪化。
1-直流磁化电源 2-探头 3-前置放大器 4-滤波器 5-缺陷闸门 图5 直流磁化漏磁探伤框图(通道部分)因此,如图5,整个信号处理过程中,由于没有高频信号存在,整个信号处理过程极其简单,这样有利于提高仪器的稳定性和可靠性,并将仪器体积缩小,便于现场应用。
四、实验介绍及实验数据分析 1、磁化电流大小与灵敏度关系:(1)、条件:美国OEM 公司ARTIS-3型油田专用管材检测设备,电流0—20A 可调;Φ127mm12345检测探头1套;Φ127mm 标定管1付;Φ127mm 石油钻杆。
(2)、试验结果(见表1):磁化程度与检测灵敏度关系安匝数3253827115 2169210846 8134.55423.93618.4 2711.5 1924.7横向缺陷*0.2515××通孔φ0.5纵向缺陷0.25×15×内壁横向缺陷0.314××*m m 横务缺陷和纵向缺陷尺寸表示:深宽长()××信噪比101.51.53101.51.533.221.812152.53.5320203.23.544.54.54142.13.33.410122.8122.4(3)、测试数据分析:随着磁化程度不同,检测灵敏度也不同。
因此磁化电流必须可调,以选择最佳磁化点。
2、被检管外径变化与灵敏度关系:(1)、条件:美国OEM 公司ARTIS-3型油田专用管材检测设备;Φ88.9mm 、Φ 127mm 检测探头各1套;Φ60.3mm 、Φ73mm 、Φ88.9mm 、Φ127mm 、Φ139.7mm 标定管各1付;Φ60.3mm 、Φ73mm 、Φ88.9mm 、Φ127mm 、Φ139.7mm 石油钻杆各一批。
(2)、试验结果(见表2):钻杆管体外径φ探头零电势标准缺陷φ信噪比(M V )60.37388.9 127 139.71.211.4 1.31.41.6 18 17.8171615.61.6 1.6 1.6 1.6表2 被捡石油钻杆管体外径与灵敏度关系(安匝数:6000)(3)、数据分析:当被检石油钻杆管体外径变化时,即使在相同当量缺陷条件下,其信噪声比变化也较小,并且检测探头几乎没有零电势存在。
可见当我们对不同外径石油钻杆采用相应的检测标准时,则灵敏度几乎不受管体外径影响,从而可以看出,这种方法是满足于石油钻杆的检测要求的。
3、检测灵敏度与同心度关系:(1)、条件:美国OEM 公司ARTIS-3型油田专用管材检测设备,电流0—20A 可调;Φ88.9mm 检测探头1套;Φ88.9mm 标定管1付;Φ88.9mm 石油钻杆。
(2)、试验结果(见表3,动态60m/min ):缺陷位置(*)信噪比0 60 120 180 240 300 36066.2 6.5 6.4 6.265.8(3)、数据分析:最大信噪比:()5.6/max =N S 最小信噪比:()8.5/max =N S 平均信噪比:()16.6/max =N S因此平均偏差:()%7.5%10016.6/28.55.6/0=⨯⎪⎭⎫⎝⎛-=N S所以,这种检测方法对同心度要求较低,能满足油田现场的要求,具有较强的实用性。