台虎钳的【结构设计】方案
台虎钳设计说明书
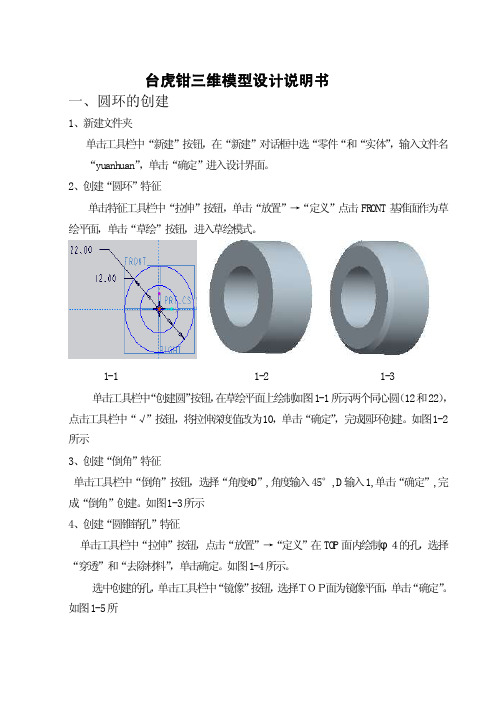
台虎钳三维模型设计说明书一、圆环的创建1、新建文件夹单击工具栏中“新建”按钮,在“新建”对话框中选“零件“和“实体”,输入文件名“yu anh uan”,单击“确定”进入设计界面。
2、创建“圆环”特征单击特征工具栏中“拉伸”按钮,单击“放置”→“定义”点击FR ONT基准面作为草绘平面,单击“草绘”按钮,进入草绘模式。
1-11-2 1-3 单击工具栏中“创建圆”按钮,在草绘平面上绘制如图1-1所示两个同心圆(12和22),点击工具栏中“√”按钮,将拉伸深度值改为10,单击“确定”,完成圆环创建。
如图1-2所示3、创建“倒角”特征单击工具栏中“倒角”按钮,选择“角度*D”,角度输入45°,D输入1,单击“确定”,完成“倒角”创建。
如图1-3所示4、创建“圆锥销孔”特征单击工具栏中“拉伸”按钮,点击“放置”→“定义”在TO P面内绘制φ4的孔,选择“穿透”和“去除材料”,单击确定。
如图1-4所示。
选中创建的孔,单击工具栏中“镜像”按钮,选择TOP面为镜像平面,单击“确定”。
如图1-5所5、保存模型单击工具栏中“保存”按钮,选择一个合适目录,单击“确定”。
1-41-5二、垫圈的创建1、新建文件夹单击工具栏中“新建”按钮,在“新建”对话框中选“零件“和“实体”,输入文件名“dia nqu an”,单击“确定”进入设计界面。
2、创建“圆环”特征单击特征工具栏中“拉伸”按钮,单击“放置”→“定义”点击FRO NT基准面作为草绘平面,单击“草绘”按钮,进入草绘模式。
单击工具栏中“创建圆”按钮,在草绘平面上绘制如图2-1所示两个同心圆(19和28),点击工具栏中“√”按钮,将拉伸深度值改为4,单击“确定”,完成圆环创建。
如图2-2所示。
2-12-1 2-22-33、创建“倒角”特征单击工具栏中“倒角”按钮,选择“角度*D”,角度输入45°, D输入1,单击“确定”, 完成“倒角”创建。
如图2-2所示。
液压台式虎钳设计说明书

液压台式虎钳设计说明书
也可以包括原理运用、优点等内容.
一、概述
二、设计要求
1、液压台式虎钳的设计要求夹紧物体紧固件应坚固耐用,具有耐腐蚀性能,还需要具有良好的抗振性能,以确保物体的正确夹紧。
2、液压台式虎钳在夹紧过程中,要求能够准确地控制夹紧力,以确保夹紧牢固,以及夹紧过程操作安全可靠,噪音低,操作安全可靠,操作方便。
三、原理
液压台式虎钳设计原理如下:设备的整体原理是将液压系统中的液压油从油泵中压入到液压缸中,液压油在液压缸中的作用下,使液压缸的活塞杆往前移动,使虎钳的上钳头往下拉,对夹紧的物体实行夹紧,从而达到夹紧的目的。
四、特点
1、液压台式虎钳具有精密的动作,夹紧力精确,可以精确控制夹紧的力量,保证物体紧固件的正确夹紧。
2、液压台式虎钳的操作简单,操作台面板上配备有夹紧油门,可以实现夹紧开启和关断,操作简单方便。
毕业论文机用虎钳的结构改良设计(夹紧装置、钳身的设计
5、设计及改进内容................................................................... 6
5.1 树状图分析.................................................................................................6 5.2 虎钳的正确使用及保养.............................................................................7 5.2 任务分配.....................................................................................................7 5.3 夹具夹紧力的确定方案.............................................................................8 5.4 虎钳适用范围.............................................................................................8
台虎钳设计
2013届本科毕业设计(论文)目录前言 (4)第一部分加工方案 (4)§1.1课题介绍 (3)§1.2机用台虎钳工作原理 (4)§1.3对台虎钳各个零件的设计 (6)第二部分加工工艺与技术难点 (10)§2.1台虎钳结构特点和技术要求 (10)§2.2材料毛坯的选择与加工方案 (15)第三部分台虎钳钳口结构改进 (19)§3.1台虎钳的分析改进 (18)第四部分毕业设计总结 (21)参考文献 (22)前言机械是人类生产劳动的重要工具。
几十年来,在数控机床向高速、高效、精密、复合、智能、环保方向发展的带动下,相应的夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具是机械加工不可缺少的部件之一。
常用的几种夹具主要有:可调夹具;组合夹具;数控机床夹具等。
而虎钳是最常用最经济最普及的一种夹具,其结构简单装夹迅速,定位准确,加工时省时省力,提高了加工效率和加工精度。
提高了产品质量。
机械加工中,台虎钳是较为常见的装夹工具,它分机用和手用两种,都是利用两钳口作定位基准,靠丝杠,螺母传送机械力的原理进行工作的。
台虎钳结构简单装夹迅速,加工时省时省力,提高了加工效率和加工精度。
提高了产品质量。
但是台虎钳也有其不足之处。
如不能较好的装夹外形较为复杂的工件。
主要原因是台虎钳钳口是平直的,不适于装夹圆柱形工件,机加工时工件易位移,有时工件还会飞出机床台面。
为此,特对台虎钳的钳口进行结构的改进设计。
以满足更多使用功能的要求,使其更加的实用化。
关键词:夹具孔系加工自动加工第一部分加工方案§1.1 课题介绍本次课题主要设计的是普通型台虎钳。
但是因为普通型台虎钳的钳口是平的,无法装夹球型,特别是圆柱型工件。
机加工时工件容易位移,甚至飞出工作台面,为此,笔者对它的结构进行了改进。
以满足了其使用要求,更实用化。
根据学校在这次课题设计中所提供的材料、设备,我在选择设计课题时紧扣两点:一、最大限度的应用所学知识二、在保证时间的前提下课题能完美的完成。
台式虎钳创新设计说明书
河北联合大学迁安学院机械创新设计说明书项目名称:台式虎钳创新设计项目主持人:项目参与人:部门(班级):联系电话:迁安学院机电系制摘要面对现在钳工在使用虎钳时夹紧球体、圆柱体、多棱柱时所遇到的困难,(难以固定或容易蹦出)。
为此,设计一种虎钳在遇到上述问题时,能够很好的固定球体、圆柱体、多棱柱并且防止工件蹦出伤到人。
该虎钳采用多功能模块化设计,结构是由钳体、底座、导螺母、丝杠、钳口体等组成。
活动钳身通过导轨与固定钳身的导轨作滑动配合。
丝杠装在活动钳身上,可以旋转,但不能轴向移动,并与安装在固定钳身内的丝杠螺母配合。
当摇动手柄使丝杠旋转,就可以带动活动钳身相对于固定钳身作轴向移动,起夹紧或放松的作用。
弹簧借助挡圈和开口销固定在丝杠上,其作用是当放松丝杠时,可使活动钳身及时地退出。
在固定钳身和活动钳身上,各装有钢制钳口,并用螺钉固定。
钳口的工作面上制有交叉的网纹,还有四个开合弧形模块,使平面、球形、多棱柱、圆柱体工件夹紧后不易产生滑动、转动、翻转。
钳口经过热处理淬硬,具有较好的耐磨性;四个开合模块有强度较大且耐磨的金属材料组成。
固定钳身装在转座上,并能绕转座轴心线转动,当转到要求的方向时,扳动夹紧手柄使夹紧螺钉旋紧,便可在夹紧盘的作用下把钳身固紧。
转座上有三个螺栓孔,用以与钳台固定。
关键词:钳工台式虎钳钳口弧形模块自动开合目录1引言2项目研究背景2.1探索台式虎钳现状分析-5-2.2台式虎钳发展方向-5-3台式虎钳结构设计3. 1基本设计方案 -5-3. 2结构设计 -5- 3.21一般常用虎钳结构3.22现用虎钳实物图 -6-3.23现用虎钳钳口实物图及花纹图 -7-3.24C AD装配图 -8-3.25改装完成后的钳口图 -8-3.3多功能虎钳改装完成后的钳口护板图 -9-3.3 1C A D图 -10-3.4现用虎钳缺点和改装完成后的优点 -11-3.5虎钳设计完成后结构说明-12-4.台式虎钳使用方法-12-5.使用时的注意事项-13-6.展望-13-7.致谢-14 -1引言台虎钳为钳工必备工具,也是钳工的名称来源原因,因为钳工的大部分工作都是在台钳上完成的,比如锯,锉,錾,以及零件的装配和拆卸。
毕业设计(论文)-液压台虎钳设计

液压台虎钳设计摘要液压台虎钳是对现有螺纹传动台虎钳的改进,主要用于大批量生产,他能实现快速夹紧与快速松开,并且能保证夹紧力大小。
这样就可以避免过去夹紧一个较薄的零件时,因夹紧力没办法确定调试的时间,同时因能实现快速夹紧与快速松开,从而大大的提高生产效率。
为了实现快速夹紧与快速松开,将传统的螺纹传动改为液压传动,活动钳身的固定通过刹车手柄带动刚带刹车块,通过摩擦力来抱死活动钳身,从而实现活动钳身的快速移动,而夹紧力有弹簧来保证,我们可以通过调整弹簧的张紧程度来保证夹紧力的大小。
液压台虎钳与传统台虎钳相比有不足之处:一是咋成本上要比传统的螺纹台虎钳要贵而且相对来说,制造复杂,操作也复杂一些:二是液压台虎钳的受力方向受到限制,较大的力(如冲击力)只能固定钳身方向,给操作者带来不便这写不足之处还需改进,以后要超这个方向努力。
关键词:液压传动;螺纹传动;夹紧力。
前言随着工业生产节奏的加快,传统的螺纹台虎钳已跟不上工业生产的需求,对比螺纹传动的局限性,液压传动具有结构紧凑|、惯性小、反应快,工作平稳等特点,因此以液压为传动的台虎钳更适用当前工业生产的需要,在市场上需求量极大。
首先,根据现在生产核技术越来越高,生产精度越高,同时也是生产越来越精巧,夹紧力也要求越来越准确,不能过大过小。
但传统的螺纹台虎钳所产生的夹紧力是根据师傅的经理来保证的,因此极有可能会产生以上的不足而使废品率提高,根据生产的需要,特此设计一套适合加工的液压台虎钳。
其次,传统的台虎钳工作效率比较低,传统台虎钳是螺纹传动,无法实现快速夹紧与松开,使得生产效率比较低。
而新设计的钳工用液压台虎钳,可以实现快速夹紧与松开,同时液压系统的动力源为手动,使用极为方便。
与传统螺纹台虎钳相比液压台虎钳具有种种优越性,为体现这一优越性,在此设计一套液压台虎钳。
一、设计构思1.需获得何种功能:工件的装夹——工件的快速加紧与放松快速。
2.功能需要何种运动:往复直线运动。
制作台虎钳教案

制作台虎钳教案教案标题:制作台虎钳教案教学目标:1. 了解台虎钳的基本结构和功能。
2. 学习使用简单的材料和工具制作台虎钳。
3. 培养学生的动手能力和创造力。
教学准备:1. 材料:木块、螺丝、螺母、弹簧、金属板、胶水。
2. 工具:锯子、锉刀、钳子、螺丝刀、锤子。
3. 图片或视频资料展示台虎钳的结构和使用方法。
教学步骤:1. 引入(5分钟)介绍台虎钳的作用和重要性,引发学生对制作台虎钳的兴趣。
2. 理论知识讲解(10分钟)展示台虎钳的结构和功能,并解释每个部件的作用。
让学生了解台虎钳的使用范围和注意事项。
3. 材料准备(5分钟)分发材料给学生,确保每个学生都有所需的材料。
4. 制作过程(30分钟)步骤1: 使用锯子将木块锯成合适的大小,作为台虎钳的底座。
步骤2: 使用锉刀修整底座的边缘,使其光滑。
步骤3: 在底座上钻孔,安装螺丝和螺母,用以固定虎钳的上下活动部分。
步骤4: 制作虎钳的上下活动部分。
使用金属板和弹簧,确保上下活动部分的灵活性。
步骤5: 使用胶水将上下活动部分固定在底座上。
步骤6: 检查虎钳的运动是否灵活,并进行必要的调整。
5. 实际操作(15分钟)学生使用自己制作的台虎钳进行实际操作,如夹取小物品等。
6. 总结(5分钟)让学生总结台虎钳的制作过程和使用方法,分享彼此的体验和感受。
教学扩展:1. 鼓励学生尝试设计不同形状和大小的台虎钳,以适应不同的使用需求。
2. 引导学生思考台虎钳的改进方向,如增加夹紧力度、提高耐用性等。
评估方法:1. 观察学生在制作过程中的参与程度和动手能力。
2. 评估学生对台虎钳结构和使用方法的理解程度。
3. 考察学生制作的台虎钳的实际使用效果。
教学反思:制作台虎钳教案通过引入、理论知识讲解、材料准备、制作过程、实际操作和总结等环节,全面培养学生的动手能力和创造力。
教师应根据学生的实际情况和教学资源的可行性进行调整和改进,以确保教学效果的最大化。
虎钳部件设计 毕业设计
毕业设计题目:院 (系):专业:姓名:学号:指导教师:二〇一三年四月二十八日目录绪论与前言第一章:1台虎钳的工作原理2台虎钳的使用要求3台虎钳的用途4台虎钳的正确使用和保养5使用虎钳的注意事项及发展第二章:1台虎钳的分析2零件加工工艺分析3典型部件工艺分析4加工工艺过程卡第三章:1.三维制图2程序总结致谢参考文献绪论本设计主要研究的是台虎钳部件设计,研究的方法是运用UG的三维造型将模具造型出来;至于加工方面,先设计好加工工艺包括毛坯的选择、刀具、切削用量、机床等等,然后通过编程软件UG对模具进行程序的生成。
通过对台虎钳的三维造型,可以提高自我的UG三维造型的能力,加深了对模具设计的理解,从本质上提高了自我软件应用能力。
运用软件的编程功能,对典型零件的编程,可以提高自己对数控加工工艺的理解,包括机床的选择、刀具的选择、切削用量的选择等等。
因此,本课题的研究不仅运用到UG的三维造型和编程,而且让我对零件设计和加工工艺认识提高了一个等级。
前言本设计主要研究的是台虎钳的设计和加工,研究的方法是运用UG 的三维造型将各部件造型出来;至于加工方面,先设计好加工工艺包括毛坯的选择、刀具、切削用量、机床等等,然后通过编程软件UG 对典型的零件进行程序的生成。
通过对台虎钳各部件的三维造型,可以提高自我的UG三维造型的能力,加深了对零件设计的理解,从本质上提高了自我软件应用能力。
运用软件的编程功能,对典型零件的编程,可以提高自己对数控加工工艺的理解,包括机床的选择、刀具的选择、切削用量的选择等等。
因此,本课题的研究不仅运用到UG的三维造型和编程,而且让我对零件的设计与加工工艺的认识提高了一个等级。
设计的重点:1、零件各部件的设计2、零件的造型3、台虎钳的装配4、典型部件加工工艺的编制设计的难点:1、台虎钳各部件的造型。
部件造型既要满足设计的简单化,又要保证加工的精度与难度。
2、零件数控加工工艺的安排。
数控加工工艺的安排是加工的重点,只有合理的安排了加工的路线、刀具、机床、切削用量等我们才能编制出合理的工艺,这样才能满足生产,即能保证精度,又能满足加工的效率。