Cnc_Programming_Basics
机床工业机器人数控系统—编程语言
标准目次
参考资料:
内容范围
《机床工业机器人数控系统—编程语言》(GB/T -2020)规定了机床工业机器人数控系统的编程语言,以及 编程语言中的指令类型、功能和用法。该标准适用于机床工业机器人数控系统。其他用途的机器人控制系统可参 照该标准。
Байду номын сангаас
意义价值
《机床工业机器人数控系统—编程语言》(GB/T -2020)完善了机床工业机器人数控系统编程代码体系,扩 充了代码内容和涵义,有助于统一机床工业机器人数控系统编程代码使用要求,引导工业机器人数控系统编程语 言向功能性强、兼容性好、通用性高的方向发展,使工业机器人编程操作更安全、简洁、高效,提升操作体验。 该标准的指定对于促进本领域的技术交流和技术进步,加快工业机器人的应用推广具有重要意义。
机床工业机器人数控系统—编 程语言
中华人民共和国国家标准
01 制定过程
03 内容范围
目录
02 标准目次 04 意义价值
《机床工业机器人数控系统—编程语言》(GB/T -2020)是2021年5月1日实施的一项中华人民共和国国家标 准,归口于全国机床数控系统标准化技术委员会。
《机床工业机器人数控系统—编程语言》(GB/T -2020)规定了机床工业机器人数控系统的编程语言,以及 编程语言中的指令类型、功能和用法。该标准适用于机床工业机器人数控系统。其他用途的机器人控制系统可参 照该标准。
制定过程
制定依据
编制进程
起草工作
2017年7月21日,国家标准计划《机床工业机器人数控系统—编程语言》(-T-604)下达,项目周期24个月, 由中国机械工业联合会提出,由TC367(全国机床数控系统标准化技术委员会)归口上报及执行,主管部门为中 国机械工业联合会。
CNC操机编程宝典

CNC操机编程宝典什么是CNC?计算机数控(Computer Numerical Control,简称CNC)是利用计算机进行程序控制的一种自动化机床。
相较于传统的手工操作机床,CNC机床可以实现自动编程、自动运行、自动进给和自动监控等功用。
它可以大幅提高机床加工效率,提高加工精度,降低人工错误率。
CNC机床有很多种类,从数控车床、数控铣床,到数控雕刻机和激光切割机,都属于CNC机床的范畴。
CNC机床编程语言CNC机床编程语言代表了用于编写CNC机床控制程序的方法。
这些语言允许程序员通过代码控制CNC机床的运行。
不同的CNC机床厂商,可能具有不同的编程语言。
下面是一些常用的CNC编程语言:•G代码:G代码是CNC机床的基本编程语言,用于描述机床加工的路径和动作。
例如,G01表示直线插补,G02表示顺时针圆弧插补,G03表示逆时针圆弧插补。
•M代码:M代码是CNC machine的扩展编程语言,用于描述机床的指令和辅助功能。
例如,M03表示开始主轴旋转,M05表示停止主轴旋转,M08表示打开冷却液泵。
•T代码:T代码用于描述刀具的编号和刀具的类型等信息。
例如,T01表示选择1号刀具。
CNC编程的基本知识坐标系在CNC机床编程中,需要引入坐标系的概念。
CNC机床通常有三个坐标轴:X 轴、Y轴和Z轴。
X轴是左右方向,Y轴是前后方向,Z轴是垂直于工作平面的方向。
有时,CNC机床也可能有更多的坐标轴,例如A轴、B轴或C轴等。
不同的CNC机床可以有不同的坐标系和坐标轴方向。
坐标系选择很多CNC编程中的命令都需要选择坐标系。
例如,G90命令表示选择绝对坐标系,G91表示选择相对坐标系。
选择坐标系时需要根据需要进行选择。
运动指令CNC程序的核心是给机床下达运动指令。
CNC机床通常有许多种运动指令,如直线插补、圆弧插补、孔加工、螺纹加工等。
运动指令可以根据实际情况进行选择。
刀具补偿CNC编程中经常需要使用刀具。
由于刀具在加工过程中可能会磨损,因此需要进行刀具补偿。
cnc加工中心代码大全-CNC编程指令代码大全【详解】
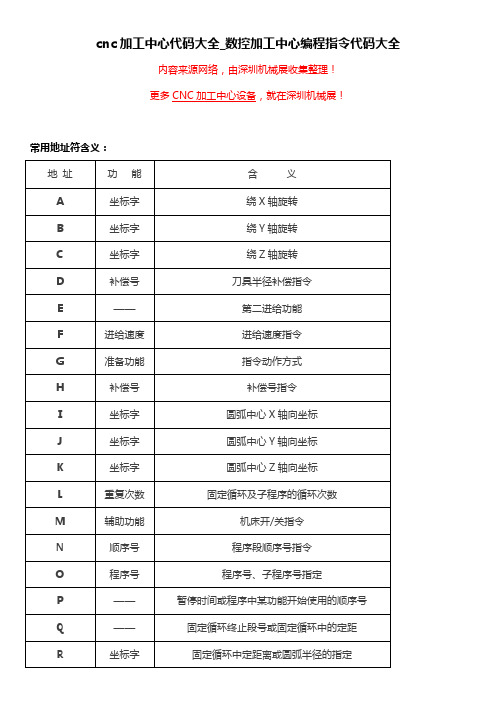
cnc加工中心代码大全_数控加工中心编程指令代码大全内容来源网络,由深圳机械展收集整理!更多CNC加工中心设备,就在深圳机械展!常用地址符含义:注:在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M指令时,则只有最后一个M指令有效,其余无效!其他指令:(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解:一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z 轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入 G20—英寸输入8、G16—启用极坐标指令 G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;注:1、I J K为零时可以省略;在同一段程序中,如I J K与R同时出现时,R有效。
cnc编程入门知识教科书
CNC编程入门知识教科书第一章:引言计算机数控编程(CNC编程)是现代制造业中不可或缺的重要技能。
通过CNC编程,操作者可以利用计算机程序控制机床进行各种加工操作,提高生产效率和加工质量。
本教科书旨在帮助初学者快速掌握CNC编程的基本知识,建立起良好的编程基础,成为优秀的数控编程师。
第二章:数控基础在学习CNC编程之前,我们首先需要了解数控加工的基本概念和原理。
本章将介绍数控加工的发展历史、分类,以及常见的数控设备,帮助读者建立起对数控加工的整体认识。
第三章:数学基础CNC编程离不开数学知识,特别是几何和三角函数。
本章将介绍CNC编程中常用的数学知识,包括坐标系、数学符号、几何图形和三角函数等,为读者在后续学习中打下坚实的数学基础。
第四章:G代码介绍G代码是CNC编程中常用的编程语言,主要用于定义刀具移动轨迹和加工路径。
本章将详细介绍G代码的结构、语法和常用指令,帮助读者了解如何使用G代码编写CNC程序。
第五章:M代码介绍除了G代码外,M代码也是CNC编程中常用的编程语言,主要用于控制机床辅助功能。
本章将介绍M代码的用途和常见指令,让读者掌握如何在CNC程序中正确使用M代码。
第六章:实例分析通过实例分析,读者可以更好地理解CNC编程的实际应用。
本章将选取几个常见的加工工件,详细分析其CNC编程过程,帮助读者运用所学知识解决实际生产中的问题。
结语CNC编程是一门广泛应用于现代制造业的重要技能,掌握好CNC编程知识将有助于提高生产效率和产品质量。
希望本教科书能够帮助读者快速入门CNC编程,成为一名优秀的数控编程师。
数控CNC编程基本要求和理论

数控CNC编程基本要求和理论什么是数控CNC编程?数控CNC编程是一种利用计算机来控制机床加工工具和工件移动的方法。
CNC (Computer Numerical Control)是通过预先编写程序实现对加工过程的控制和管理。
在CNC编程过程中,程序员必须制定一系列指令和数学公式,这些指令和公式描述了工件的几何形状和切削工具的运动轨迹。
一旦程序被输入到CNC控制器中,该控制器就会按照指定的程序进行操作来控制加工过程。
CNC编程的基本要求懂得基本数学知识CNC编程需要掌握基本数学知识以及相关的几何概念。
在编程过程中,程序员必须计算出切削工具的轨迹、精确的加工深度和宽度等信息。
因此,理解和掌握基本数学知识对于CNC编程至关重要。
熟悉各类CNC机床的特点不同类型的CNC机床之间有很大的差异,熟悉各类CNC机床的特点是进行CNC编程的基本要求之一。
不同类型的CNC机床在加工工件时使用不同的工具和技术,因此程序员需要了解各个机床的特性以及相应的工具和技术。
熟悉CNC编程语言CNC编程语言是用于编写CNC程序的语言。
CNC编程语言可以有多种形式,包括G代码、M代码、ISO代码等。
在编写CNC程序时,程序员必须熟悉各种代码,并知道如何将它们组合成一个完整的程序。
熟悉CAD/CAM软件CAD/CAM软件是一种用于辅助CNC编程的工具。
它可以帮助程序员创建三维模型、转化图形文件和自动生成CNC程序等。
因此,程序员需要了解和熟练掌握相关的CAD/CAM软件。
CNC编程的理论基础机床坐标系机床坐标系是CNC编程的重要概念,它用于确定加工过程中工件和切削工具的位置。
通常情况下,机床坐标系分为绝对坐标系和相对坐标系,程序员需要根据实际情况选择合适的坐标系。
切削工具轨迹切削工具轨迹是指切削工具在加工过程中的运动轨迹。
程序员需要根据工件表面的形状和切削工具的尺寸来确定切削工具的轨迹。
通常情况下,切削工具轨迹可以通过三维建模软件生成,然后再将其转化成CNC程序。
mc_movecircular— 圆弧插补指令
mc_movecircular—圆弧插补指令mc_movecircular是一种用于机床控制的圆弧插补指令,它在CNC(Computer Numerical Control)系统中用于控制机械轴的运动,实现机械轴的圆弧插补运动。
圆弧插补是一种机器运动中常用的插补方式,通过控制机床的各个坐标轴,实现物体在平面(或空间)中以圆弧路径运动。
下面是关于mc_movecircular指令及其相关参考内容的介绍。
mc_movecircular指令的语法如下:mc_movecircular(Axis1_Value, Axis2_Value, Radius, CenterX, CenterY, Direction, Speed)其中,Axis1_Value为电机1对应的位置值,Axis2_Value为电机2对应的位置值,Radius为圆弧半径,CenterX和CenterY 为圆弧的圆心坐标,Direction为圆弧路径的方向(取值为“CW”表示顺时针,取值为“CCW”表示逆时针),Speed为圆弧的运动速度。
在使用mc_movecircular指令进行圆弧插补时,需要注意以下几个关键点:1.插补方式:mc_movecircular指令实现的是圆弧插补,即通过控制机床各个坐标轴的运动,使得工具在平面(或空间)中呈圆弧路径运动。
圆弧路径可以是二维的,也可以是三维的。
2.坐标轴控制:mc_movecircular指令的参数中包含了两个坐标轴的位置值,分别对应机床的两个电机或轴。
通过控制这两个坐标轴的运动,实现工具的圆弧路径运动。
3.圆弧半径与圆心坐标:mc_movecircular指令的参数中需要指定圆弧的半径和圆心坐标。
圆弧半径决定了圆弧轨迹的大小,圆心坐标则确定了圆弧的位置。
通过合理的设置半径和圆心,可以实现不同大小和位置的圆弧运动。
4.圆弧方向:mc_movecircular指令的参数中需要指定圆弧的方向,即顺时针(CW)或逆时针(CCW)方向。
CNC车床内部培训教材(编程操作)

G2(或G3) X Z R F (绝对);
G2(或G3) U W R F (相对) ; 2)用I, K指定圆心位置的编程 G2(或G3) X Z I K F (绝对); G2(或G3) U W I K F (相对);
+Z K W
图3-5 圆弧插补
X, Z是圆弧终点的坐标值;
I, K是圆心相对于圆弧起点的坐标值;
输入格式: G28 X(U) Z(W) T00;
(1)X(U) 和Z(W) 为中间点的坐标。 (2)T00(刀具复位)指令必须写在G28指令的同一 程序段或该程序段之前。
9. 整数导程螺纹切削 (G32)
G32 X (U) Z (W) F
;
F –螺纹导程设置 (mm)
在编制切螺纹程序时应当带主轴转速RPM 均匀控制的功能 (G97),并且要考虑螺纹部 分的某些特性。在螺纹切削方式下移动速率 控制和主轴速率控制功能将被忽略。而且在 送进保持按钮起作用时,其移动进程在完成 一个切削循环后就停止了。
(2)增量值编程
增量值编程是根据与前一个位置的坐标值增量来表示 位置的一种编程方法。即程序中的终点坐标是相对于起点 坐标而言的。
采用增量编程时,用地址U,W代替X,Z进行编程。 U,W的正负方向由行程方向确定,行程方向与机床坐标 方向相同时为正;反之位负。
2.直径编程与半径编程
当用直径值编程时,称为直径编程法。车床出厂时 设定为直径编程,所以,在编制与X轴有关的各项尺寸 时,一定要用直径值编程。
U, K是终点相对始点的坐标值; R是圆弧的半径值。
(1) 顺圆插补 G02
X
60 14
O
Z
A. 绝对坐标编程 半径法: G02 X60.0 Z-23.0 R23. F30; 圆心法: G02 X60.0 Z-23.0 I23. K0 F30; B. 相对坐标编程 半径法: G02 U46.0 W-23.0 R23. F30; 圆心法: G02 U46.0 W-23.0 I23. K0 F30;
cnc数控机床编程代码
CNC数控机床编程代码数控机床编程代码是控制数控机床进行加工的重要指令集合,通过编写这些代码,可以使数控机床按照预定的轨迹、速度和加工方式完成加工任务。
本文将介绍数控机床编程代码的基本概念、常用指令及编写技巧。
1. 数控机床编程代码概述数控机床编程代码是一种特定的程序语言,用于描述机床的加工轨迹、工件的形状和加工工艺等信息。
它通常由一系列指令组成,每条指令都包含特定的功能和参数。
数控编程人员根据零件图纸和加工要求,编写相应的数控编程代码,通过数控系统加载执行,实现对工件的精密加工。
2. 常用数控机床编程指令2.1 G代码G代码是数控机床编程中最基本的指令之一,用于指定机床的运动方式和路径。
常见的G代码包括G00(快速定位)、G01(直线插补)、G02(圆弧顺时针插补)和G03(圆弧逆时针插补)等,通过合理组合这些G代码,可以实现复杂的加工轨迹。
2.2 M代码M代码用于控制机床的辅助功能,如启动/停止主轴、冷却液开关、变速等。
不同类型的数控机床对M代码的支持情况有所差异,编程人员需要根据具体机床的要求进行设置。
2.3 X、Y、Z轴坐标X、Y、Z轴坐标是描述工件在空间中位置的基本参数,通过指定这些坐标值,可以精确定位机床的加工位置。
编程人员需要准确计算这些坐标值,并根据实际加工需求进行调整。
2.4 F、S参数F参数用于指定进给速度,即工件在X、Y、Z轴方向的运动速度;S参数用于设定主轴转速。
这两个参数对加工效率和加工质量有着重要影响,编程人员需要根据具体加工要求进行合理设置。
3. 数控编程技巧3.1 熟练掌握数控编程语法数控编程语法是编写数控编程代码的基础,编程人员需要熟练掌握各种指令的使用方法和语法规则。
只有深入理解数控编程语法,才能高效、准确地编写数控编程代码。
3.2 细心分析零件图纸在编写数控编程代码之前,编程人员需要仔细分析零件图纸,理解工件的形状、尺寸和加工要求。
只有充分了解工件的特点,才能编写出符合加工要求的数控编程代码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Work piece (1)
CNC Prg. Basics
12
Work piece (2)
CNC Prg. Basics
13
G & M Commands
G00: G01: G02: G03: G70: G71: Rapid traverse Linear interpolation Circular interpolation clockwise Circular interpolation counter clockwise Measuring in Inch (USA) Measuring in mm (Other countries)
Self-holding Functions (1)
• The majority of G and M commands and other words are self-holding, remain active until overwritten or deactivated/deselected. • Aimed to simplify and to reduce programming tasks.
M03: M04: M20: M21:
Spindle ON clockwise Spindle ON counter clockwise Tailstock back Tailstock forward
CNC Prg. Basics 14
G00, Rapid Traverse
Tool position X69 Z5 Absolute dimensions of the target point coordinates: N030 G90 N040 G00 X48 Z-26
CNC Prg. Basics 16
P0: tool position
G90 & G91 Commands
G90 G01 X+140 Z-90 Target point abs. G91 G01 X+40 Z-60 Target point incr. PO: Start Point P1: Target Point
CNC Prg. Basics 5
Absolute Value Programming
Example:
P0 N… … P0 P1 N… G01 X40. Z25. F… P1 P2 N… G01 X60. Z-40. F… P2 N… …
Absolute coordinate system
CNC Prg. Basics 6
Incremental Value Programming
Example: P0 N… P0 P1 N… P1 P2 N… P2 N…
… G01 U5. W-25. F… G01 X10. Z-15. F… …
Incremental coordinate system
CNC Programming Basics
Program structure Every program consists of: 1. Program Start The program start is the program number. The program number begins with character/letter O. 2. Program Contents NC blocks 3. Program End M30 for a main program M17 for a sub-program
CNC Prg. Basics 17
Example: G41 can be deactivated by issuing G40 command.
CNC Prg. Basics
9
Self-holding Functions (2)
Take-over of G00 commands in block N0110 In block N0120 G00 is deactivated by G01. G01 is active.
CNC Prg. Basics
3
CNC Program Blocks (2)
• A block consists of one or more blocks • A Word consists of a character (address) and a number. • Every address has a certain meaning, on which the corresponding number depends
10
CNC Prg. Basics
Reference Points
M = Machine zero point. (unchangeable ref. Point determined by machine manufacturer) N = Tool mounting reference point W = Work piece zero point. (can be freely determined by the programmer and can be moved within pr0 G00 X50. Z+10. N0110 X36. Z+2. N0120 G01 X40. Z-10. F…
Example 2:
N0050 M03 N0060 … … N0120 M04
M03 activated at N0050 and effective from N0050 through N120. M03 deactivated at N0120 by M04 command
CNC Prg. Basics 1
CNC Program Numbers
Program Numbers O6999 . . . O0256 O0255 . . . O0000
CNC Prg. Basics 2
CNC Program Blocks (1)
• • • • N is the address Block numbers from N0000 to N9999 A block consists of number and words • Words are contents of a block • Block numbers are selected in the jumps of ten for the purpose of insertion
CNC Prg. Basics
4
CNC Prg. Syntax Regulations
• The maximum block length must not exceeded four lines. If max. length exceeded alarm 650 occurs. • Every block starts with a block number. • After the block numbers follows the G command. • Words consists of coordinates X(U), Z(W). • For G02, G03 program interpolation parameter I and K are placed after X(U), Z(W). • The F word (feed, thread pitch). • The S word (cutting speed). • The T word (tool address). • The M word (additional functions).
G01, Linear Interpolation
G01 X… Z… G90: N030 G00 X39 Z2 N040 G01 X39 Z0 N050 G90 N060 G01 X48 Z-37 G91: N030 G00 X39 Z2 N040 G01 X39 Z0 N050 G91 N060 G01 X4.5 Z-37
An absolute X coordinate related to the diameter.
Incremental dimensions of the target point coordinates: N030 G91 N040 G00 X-10,5 Z-31
CNC Prg. Basics 15
CNC Prg. Basics 7
Mixed Programming
Example: P0 N… … P0 P1 N… G01 U5. W-25. F… P1 P2 N… G01 X60. Z-15. F… P2 N… …
Mixed coordinate system
CNC Prg. Basics 8