塑料注射模点浇口及其凝料自动脱落机构设计
点浇口自动脱模的齿轮注射模设计

复杂 。根据 前面齿 轮已将 主 分型面选在A平面,采用侧
图3齿轮的浇口位置
浇口的进浇方式,会在齿形侧面留下浇口痕迹,由于进 浇处的压力较大、流速不均、冷却不均等原因,易出现
流痕、水纹和收缩不均等现象。所以,选择点浇口,具 体的进浇位置见图3。这样浇口所需的位置比较小,
浇口附近的变 形减小并且不会影响齿轮的 传动精度。 ( 2) 分流道的设计
3 结语
新式 液压夹 钳仍然 采用整 体式燕 尾溜板 联接, 刚 性好 、夹钳 移动比 较方便 。将 原有的 摆动式 夹紧方 式 改为平动式夹紧方式,钳口受力面大且受力均匀,有效 降低 了故障 率,提高 了设备 生产效 率,后期 维护更 简 单。 因为夹 紧方式 的改变 使得 钳臂尺 寸大幅 减小, 再 加上 选用更 为小巧的 油缸, 而且油 缸安装位 置由原 来 的安 装在浮 动钳体之 上改为 安装在 浮动顶板 之下, 使
分流道布置时排列尽量紧凑,缩小模板的尺寸,流 程尽量短,对称布置。这里可以设计成如图4所示的
两种方案,都属于平衡式,也满足熔融塑料流到各个型 腔的时间一致。选择( a) 方案较( b) 方案的优势有:
①分流道的流程更短,能缩短充模时间,节省材 料。 流料前 段更不容 易凝固 ,可减 轻熔接痕 的程度 和
捌 . 醐 一 个\
隰 么勿
码 \
B
I
髟
J 心\咄杉 夕籴\心心沁\ 申;乡
丁】 t J
飘 蕊 ▲ 羹鍪 谶 燃 —『臣
潮心 r
·.- 一l
《
黝 圈 廪 鹦井熙|一 l
鬟 撇E髯? 阂 圈。 萋
( 编辑 宋业钧) (收稿日期:2011—10一18)
文章 编号:12 ∞40 如果您想发表对本文的看法.请将文章编号填入读者意见调查表中的相应位置。
点浇口模具新型结构设计
1 引言点浇口模具是制品成型中常见的结构形式, 采用点浇口制品表面浇口痕迹小, 脱模时能自动切断浇注系统凝料。
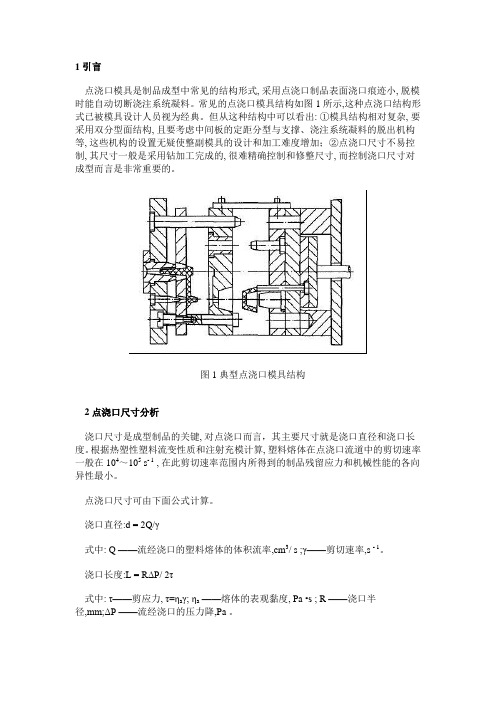
常见的点浇口模具结构如图1 所示,这种点浇口结构形式已被模具设计人员视为经典。
但从这种结构中可以看出: ①模具结构相对复杂, 要采用双分型面结构, 且要考虑中间板的定距分型与支撑、浇注系统凝料的脱出机构等, 这些机构的设置无疑使整副模具的设计和加工难度增加;②点浇口尺寸不易控制, 其尺寸一般是采用钻加工完成的, 很难精确控制和修整尺寸, 而控制浇口尺寸对成型而言是非常重要的。
图1 典型点浇口模具结构2 点浇口尺寸分析浇口尺寸是成型制品的关键, 对点浇口而言,其主要尺寸就是浇口直径和浇口长度。
根据热塑性塑料流变性质和注射充模计算, 塑料熔体在点浇口流道中的剪切速率一般在104~105 s- 1 , 在此剪切速率范围内所得到的制品残留应力和机械性能的各向异性最小。
点浇口尺寸可由下面公式计算。
浇口直径:d = 2Q/γ式中: Q ——流经浇口的塑料熔体的体积流率,cm3/ s ;γ——剪切速率,s - 1。
浇口长度:L = RΔP/2τ式中: τ——剪应力, τ=ηaγ;ηa——熔体的表观黏度, Pa •s ; R ——浇口半径,mm;ΔP——流经浇口的压力降,Pa 。
从压力公式中可以看出, 浇口长度越长, 压力损失越大。
为保证型腔内成型时有足够的压力, 整个浇注系统的压力损失(包括浇口的压力损失) 应该在压力损失范围内,以此来确定最小、最合理的浇口尺寸。
成型制品所需的成型压力一般为30~50 MPa ,而熔料流经注塑机料筒和喷嘴的压力损失一般在10~20 MPa 。
因此,由注射机的注射压力值和成型所需的压力值可反推出浇注系统(包括浇口) 的压力损失值,从而确定浇口的长度尺寸。
在确定点浇口直径时, 设计人员一般按经验值取,往往先取一小值,待试模时再根据实际注射情况修正浇口尺寸。
而上述的典型点浇口结构, 由于模具被固定在注机上,其尺寸的修正并不容易做到,因此确定合理的浇口尺寸和在试模过程中做到对浇口尺寸的方便修正是非常重要的。
塑料成型工艺与模具设计 第8章-注射模的导向及脱模机构设计

Company LOGO
3. 导柱与导套的配用
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
8.1.3 锥面定位机构 1. 锥面定位机构 2. 合模销定位机构 8.1.4 导向机构的应用
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
• 在推件板脱模机构中,为了减小推件板与型芯的摩擦,可 采用图8.16所示的结构,推件板与型芯间留0.20~0.25 mm 的间隙,并用锥面配合以防止推件板因偏心而溢料。
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
• 4. 活动镶件或凹模脱模机构
高等学校应用型特色w规ww.c划omp教any材.com导柱导向机构 1. 导柱 • 1) 导柱的结构形式 • 2) 导柱结构和技术要求
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
2. 导套 • 1) 导套的结构形式 • 2) 导套结构和技术要求
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
3. 推件板脱模机构 • 推件板脱模机构是由一块与凸模按一定配合精度相配合
的模板,在塑件的整个周边端面上进行推出,因此,作 用面积大,推出力大而均匀,运动平稳,并且塑件上无 推出痕迹。
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
8.2.3 二级脱模机构
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
第六节 塑件脱模机构设计

简单脱模机构:在动模一边施加一次
推出力,就可实现塑件脱模的机构
双脱模机构
顺序脱模机构 二次脱模机构
浇注系统脱模机构
带螺纹塑件脱模机构
二、脱模力的计算
脱模力的组成
包紧力产生摩擦力 塑件与金属的粘附力 机构运动产生的摩擦阻力 克服大气压力(特指盲孔的筒、壳类零件) 注:脱模力不为恒定值 开模瞬间克服阻力最大——初始脱模力 以后脱模所需力——相继脱模力
推管推出动作模拟
推管与型芯的配合长度为推出距离s+3~5mm 为保护型芯和型腔,推管不易与成型表面接触 推管配合公称外径宜小于型腔内径 推管配合公称内径宜大于型芯内径 注:当凹模设在定模边,不存在内径与推管摩擦
2.顶管脱模机构
(2)主型芯固定在动模型芯固定板上
特点:型芯长度缩短, 但推出行程包含在动模 板内,动模厚度增加。
推杆推出机构形式
推杆推出机构形式
三、简单脱模机构
1、顶杆脱模机构
设计要点:
(2)顶杆直径必须有足够的强度,能承受顶出时 的冲击力。顶杆直径一般取2.5~12mm,对3 毫米以下的顶杆建议采用阶梯式结构, 即顶杆下部加粗以增加强度;
顶杆的其他固定形式:
(3)顶杆装配后不应有轴向窜动,其端 面应与型芯齐平。
2)球头拉料杆
2)球头拉料杆
4.5 注射模具浇注系统设计
2)菌头拉料杆
4.5 注射模具浇注系统设计
2)圆锥形拉料杆
圆锥 头形
复式圆 锥头形
没有储存冷料的作用,依靠塑料的包紧力将主流道 凝料拉住。 用于推板脱模机构上
4.5 注射模具浇注系统设计
3)圆锥形拉料杆
平头锥形 拉料杆
3)带推杆推出的拉料穴
塑料注射成型模具浇注系统设计-文档资料

停滞现象容易使工件的某些部 分过度保压,某些部分保压不足, 从而使內应力增加许多。
1.要能保证塑件的质量(避免常见的充填问题 )
尽量避免出现熔接痕
熔接痕的存在主要会影响外 观,使得产品的表面较差;而出 现熔接痕的地方強度也会较差。
1.要能保证塑件的质量(避免常见的充填问题 ) 尽量避免过度保压和保压不足
有利于保证塑件质量
要考虑飞边在塑件上的位置
分型面的选择要有利于简化模具结构
尽可能的避免侧向分型或者抽芯
分型面的选择要有利于简化模具结构
尽可能的避免侧向分型或者抽芯
分型面的选择要有利于简化模具结构
尽量地把侧向分型抽芯机构留在动模一侧
分型面的选择要有利于简化模具结构
塑件不止有一个抽芯的时候,在选择分型面时要使较大的 型芯与开模方向一致
4.分流道的布置
流道排列的原则 尽可能使熔融塑料从主流道到各浇口的距离相等。 使型腔压力中心尽可能与注射机的中心重合。
流道的布置 自然平衡 人工平衡
不平衡
自然平衡
人工平衡
§4.3普通浇注系统的设计
五、分流道设计与制造
4.分流道的布置
§4.3普通浇注系统的设计
五、分流道设计与制造
5.分流道制造要点
1.分流道的截面形状 六角形截面
其面积仅为圆形流道 的82%,是最理想的浇 道,但是制造不易, 通常不考虑使用。
2.分流道的设计要点 制品的体积和壁厚,分流道的截面厚度要大于制品的壁厚。
成型树脂的流动性,对于含有玻璃纤维等流动性较差的树 脂, 流道截面要大一些。
流道方向改变的拐角处, 应适当设置冷料穴。
重叠浇口
重叠浇口与侧浇口类似﹐浇口与成品侧壁 或成品表面有重叠。 典型的浇口尺寸为:厚度0.4至 6.4mm﹐宽度为1.6至12.7mm。
课题7塑料注射成型模具推出机构结构
d) 继续开模塑件分型
e) 顶出塑件
图6-71 利用拉料杆拉断点浇口凝料
3)潜伏式浇口凝料脱模
a) 合模状态
b) 开模分型并剪断浇口
c) 顶出塑件及浇道 图6-75 潜伏式浇口开模自动剪断形式
(5)顺序推出机构
(6)螺纹制件推出(脱模)机构 非旋转脱模 旋转脱模
1)非旋转脱模 ①活动型芯模外脱螺纹 ②强制脱螺纹
技术要求 应用范围
用销或键固定在型芯,推管中部开有槽,槽在销或键以下的 长度 l 应大于推出的距离。
是型芯较短 , 模具结构紧凑 , 但型芯紧固力小。
推管与型芯和凹模见的配合精度( IT7 )。
当塑件对主型芯的成型面积又较小时,就有可能把塑件的侧 凹拉环,这时不宜采用斜杆导滑的外侧分型抽芯机构。
3)推件板推出机构 ①推板和推件板制件采用固定连接形式
注 塑 机 顶 杆 继 续 推 进
c) 第二次顶出动作使塑件脱离凹模
后推板 2-推杆固定板 3-前推板 4-弯钩 5-推杆 6-动摸型腔 7-型芯
图6-66 拉钩式二级脱模机构
3)U形限制架式二次推出机构
a)闭模状态
b)第一次顶出,塑件脱离凸模
c)继续顶出,塑件脱离凹模
图6-67a为闭模动状5模-限底态位板,螺钉2U-形U形6限-限型制制芯架架7-23弹-固摆簧杆定在4-动圆柱模销底板1上,摆杆3的一端固定在推杆 固定板上,夹在U形限制架内,圆柱销4固定在型腔(动模)上。在模具开模时,注塑机推 杆推动推板。推出开始时图,6-由67于U型限限制制架架式的二限级顶制出,机构摆杆只能向前运动,推动圆柱销使型腔和 推杆同时推出塑件,塑件脱离型芯6,完成一次脱模。当推到图6-67b位置时,摆杆脱离了 限制架,限位螺钉5阻止型腔继续向前移动,同时圆柱销将两个摆杆分开,弹簧7拉住摆杆 紧靠在圆柱销上,当注塑机推杆继续推出时,推杆推动塑件脱离型腔,如图6-67c所示。
浇注系统凝料推出机构
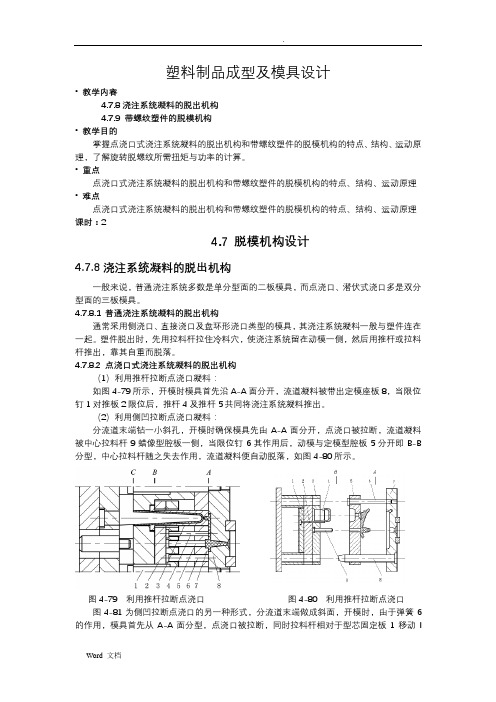
塑料制品成型及模具设计•教学内容4.7.8浇注系统凝料的脱出机构4.7.9 带螺纹塑件的脱模机构•教学目的掌握点浇口式浇注系统凝料的脱出机构和带螺纹塑件的脱模机构的特点、结构、运动原理,了解旋转脱螺纹所需扭矩与功率的计算。
•重点点浇口式浇注系统凝料的脱出机构和带螺纹塑件的脱模机构的特点、结构、运动原理•难点点浇口式浇注系统凝料的脱出机构和带螺纹塑件的脱模机构的特点、结构、运动原理课时:24.7 脱模机构设计4.7.8浇注系统凝料的脱出机构一般来说,普通浇注系统多数是单分型面的二板模具,而点浇口、潜伏式浇口多是双分型面的三板模具。
4.7.8.1 普通浇注系统凝料的脱出机构通常采用侧浇口、直接浇口及盘环形浇口类型的模具,其浇注系统凝料一般与塑件连在一起。
塑件脱出时,先用拉料杆拉住冷料穴,使浇注系统留在动模一侧,然后用推杆或拉料杆推出,靠其自重而脱落。
4.7.8.2 点浇口式浇注系统凝料的脱出机构(1)利用推杆拉断点浇口凝料:如图4-79所示,开模时模具首先沿A-A面分开,流道凝料被带出定模座板8,当限位钉1对推板2限位后,推杆4及推杆5共同将浇注系统凝料推出。
(2)利用侧凹拉断点浇口凝料:分流道末端钻一小斜孔,开模时确保模具先由A-A面分开,点浇口被拉断,流道凝料被中心拉料杆9蜡像型腔板一侧,当限位钉6其作用后,动模与定模型腔板5分开即B-B 分型,中心拉料杆随之失去作用,流道凝料便自动脱落,如图4-80所示。
图4-79 利用推杆拉断点浇口图4-80 利用推杆拉断点浇口图4-81为侧凹拉断点浇口的另一种形式,分流道末端做成斜面,开模时,由于弹簧6的作用,模具首先从A-A面分型,点浇口被拉断,同时拉料杆相对于型芯固定板1移动l距离,继续开模时,型芯固定板1碰到拉料杆2的台阶,拉料杆2则将主流道凝料脱出,随后型腔板(中间板)3将流道凝料从拉料杆2上推出并自动脱落。
图4-81 利用侧凹拉断点浇口的另一种形式(3)利用拉料杆拉断点浇口凝料:如图4-82所示,图4-82(a)为闭模状态,图4-82(b)为开模状态。
课题塑料注射成型模具推出机构结构

凸台、加强筋、靠近型芯处等。
不要刮伤型芯
不要让浇口对准顶杆端面,过高压力回损伤推杆。
避开冷却通道的位置 一般可以允许顶杆侵入塑件不超过0.1mm,一 般不允许顶杆端面低于塑件成型表面。
只要不损伤塑件的外观,尽可能多设顶杆,减
少塑件的脱模接触应力。 推杆应在排气困难的位置,可兼起排 气的作用。
⑦推杆的复位与导向
3)推件板推出机构
①推板和推件板制件采用固定连接形式
②推板和推件板制件无固定连接形式
推件板设计应注意的事项
①减小推件板和型芯的摩擦 ②改进进气装置
4)活动嵌件及型腔推出机构
①推杆不固定在活动嵌件上的推出机构
②推杆固定在活动嵌件上的推出机构 ③推件板上有型腔的推出机构
①推管推出机构的结构形式
②有关推管的配合
推管内径与型芯配合,外径与模板配合,H8/f8 (H8/f7) 推管壁厚一般不小于1.5mm
工作原理 功能及作用 技术要求 应用范围
用销或键固定在型芯,推管中部开有槽,槽在销或键以下的 长度 l 应大于推出的距离。 是型芯较短 , 模具结构紧凑 , 但型芯紧固力小。 推管与型芯和凹模见的配合精度( IT7 )。 当塑件对主型芯的成型面积又较小时,就有可能把塑件的侧 凹拉环,这时不宜采用斜杆导滑的外侧分型抽芯机构。
专业知识
1)推出机构的导向装置
推板导的复位机构
复位杆复位
弹簧复位
(1)一次推出机构
推杆推出机构
推管推出机构
推件板推出机构 活动嵌件及型腔推出机构 多元推出机构
1)推杆推出机构
①推杆的基本形状 常用推杆形状:
等截面圆形推杆、阶梯形推杆、组合结构推杆
推杆的直径:根据压杆稳定公式与强度公式校核,一般 取φ 1.25~12mm 锥面推杆:注射成型时无间隙、推出时无摩擦。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 5
出 ,随后 型 腔 板 3将 流 道凝 料 从 拉料 杆 2上 推 出并 自 动 坠落 。
低 , 人 的劳 动强 度 也 大 , 工 有些 模 具 的 浇 口设计 也 不 尽 合理 , 文将 对此 问题进 行论 述 。 本
l 点浇 口的应 用 与设计
了 圆弧 尺, 因而 可增 大 该 处 的 截 面 积 , 以减缓 浇 口的冻
结速 度 , 将 有利 于补 缩 。图 l 这 c是 多腔 模 中点 浇 口与
( a) () b () C
图 1 点 浇 口的 尺 寸 和 形 状
维普资讯
维普资讯
《 具制 造 》 2 0 . . 第 9期 模 o 2No 4总 将 分 流 道末 端 作成 斜 面 , 图 7所示 , 模 时 确 保 如 开 模 具先 沿 A A面分 型 ,点 浇 口被 拉 断 ,同 时拉 料杆 2 —
点 浇 口截 面一 般 为 圆形 , 直 径 约 为 03 2 m( 其 .- m 常 见 的 为 05 l mm) ,~ 8 ,具体 数 值需 要 根据 塑 料 性能 和制 品情 况 确定 。 图 l 点 浇 口设 计 实例 , 中 主流 道 长 a是 其 度 中的 L 约 为 L 的 2 3左 右 , 般 取 l - 5 / 一 5 2 mm; 在浇 口与模 腔 的结 合 处还 应 采 取倒 角 或 圆弧 , 以避 免 浇 口
刘 长青
【 要 】 细地 阐述 了塑料 注射 模 点浇 1 的 设计 , 浇 口浇注 系统 凝料 自动 拉 断 和 脱 落 的各 摘 详 3 ' 点
种机 构 设计 , 浇 口 自动 脱 落机 构在 模 具上 相 关件 尺 寸 的确 定 , 于该 类模 具 的设 计 具 有 指 点 对
导 意 义。
变形 。 薄 壁制 品 采用 点 浇 口时 , 料 熔体 会 因 为浇 口 对 塑 附 近切 变 速 率过 大 而形 成 较 高 程 度 的取 向结 构 ,并 因 此增 加 局 部应 力 , 至引 起 制 品开 裂 。 了改 善这 种 情 甚 为
况 , 不 影 响制 品使 用性 能 的 情 况 下 , 在 可将 浇 口对 面 的
壁 的壳 类 、 盒类 塑 件 以及 带 有精 密 图案 花纹 的塑件 。 点 浇 V 的主要 缺点 是 需 用较 大 的注 射压 力 , V 冻 结 快 , I 浇 I 不 利 于补 缩 , 厚 壁制 品 不 大适 宜 , 于 成 型薄 板 状 易 对 对 变形 和形 状 复 杂 的塑 件则 不 合适 。
在 开 模 拉 断 时损 坏 制 品 。在 图 l b中 , 流 道末 端 增 设 主
点 浇 口的应用 最 为 广 泛 ,这 主 要 是 因为 点浇 口的 尺 寸
小 、 凝 快 , 塑 件 上 留下 的痕 迹 小 ; 冷 在 另外 , 点浇 口可 以
自动 拉 断 、 自动脱 落 , 易 实 现 自动 化 生 产 , 而 可 以 容 从 提 高 生产 效 率 和产 品 的 外 观质 量 ,减 轻 工 人 的 劳动 强 度 , 而, 然 目前 相 当多 企 业 设 计 的点 浇 口 , 有 设 计 凝 没 料 自动脱 落 机 构 , 浇 口拉 断 与制 品脱 离后 , 口凝 料 使 浇 留 于浇 口套 内 , 要 用人 工 取 下来 , 需 这样 不 仅 生 产效 率
维普资讯
《 具制 造 》 2 0 .o4总第 9期 模 0 2N .
3 3
塑料 注射模点 浇 口及 其凝料 自动脱 落机构设计
河 南机 电 高 等 专 科 学 校 ( 南 新 乡 河 430 ) 5 0 2 杨 占尧
烟 台冰轮 股份 有 限公 司
速 度敏 感 的塑 料 来说 ,点 浇 口能 明显 地 降低 其 表 观 粘
度 , 流动性增加 , 使 提高 充模 速 度 , 而 获 得外 形 清 晰 从
的制 品 。 浇 口的选 用 , 塑料 材 料方 面考 虑 , 乙烯 、 点 从 聚 聚丙 烯 、 苯 乙烯 、 龙 、 、 B 聚 尼 AS A S等 流 动性 好 和表 观 粘
分 流道 的 连接 情 况 , 者 交 接 处 应 取 圆角 尺, 两 这样 可 以
减小 流 动 阻力 , 时 , 同 分流 道末 端 还 起 冷料 穴 的作 用 。
当制 品较 大 时 , 以使 用 多个 点 浇 口从 多处 进 料 , 可
如 图 2所 示 , 由此缩 短 塑 料 熔 体 流程 , 减 小 制 品 翘 曲 并
关 键 词 点 浇 口 形 状 与 尺 寸 自动 脱 落机 构 注 射 模
在 塑料 注 射 模设 计 中 ,浇 口的选 择 与设 计 对 塑 件 的 质量 和 生产 效 率 至 关重 要 ,它也 是 塑料 注射 模设 计 的重 点 和难 点 之一 。 射模 具 的浇 口形 式 有 多种 , 中 注 其
点 浇 口的采 用必 须 根 据 塑料 的种类 及 塑 料 件 的结
构形 式合 理 选 择 , 料 在 通 过 点 浇 口时 , 速 增 加 , 塑 流 浇
ቤተ መጻሕፍቲ ባይዱ
V前 后形 成 较 大 的 压力 差 ,这 对那 些 表现 粘 度 对 剪 切 I
制 品 局部 壁 厚增 大并 呈 圆 弧过 渡 状 , 图 3所 示 , 圆 如 该 弧 区还 可 兼作 冷 料穴 之 用 。
度对 剪 切 速度 敏 感 的 塑料 , 最适 合 采 用点 浇 口 , 对 成 但
型 流动 性差 和 热敏 性 的 塑料 则 不宜 采用 点 浇 口。 另外 , 点 浇 口的位 置选 择 比较 自由 , 于单 腔 、 腔模 具 以及 对 多
一
腔 多点 的 大塑 件 都 可 以采 用 ,所 以最适 合 于成 型 薄